Download as pdf or txt
You might also like
- Development of Multi Objective Optimization Model For Electrical Discharge Machining (EDM)Document9 pagesDevelopment of Multi Objective Optimization Model For Electrical Discharge Machining (EDM)Vicky VigneshNo ratings yet
- Electrode CoatingDocument8 pagesElectrode CoatingSaurabh JainNo ratings yet
- Assessment of Surface Integrity of Ni Superalloy After Electrical-Discharge, Laser and Mechanical Micro-Drilling ProcessesDocument9 pagesAssessment of Surface Integrity of Ni Superalloy After Electrical-Discharge, Laser and Mechanical Micro-Drilling Processeskaniamudhan070No ratings yet
- A Study of Electrical Discharge Grinding Using A Rotary Disk ElectrodeDocument9 pagesA Study of Electrical Discharge Grinding Using A Rotary Disk ElectrodeSarath ChandraNo ratings yet
- MET 53 3 291 294 DahilDocument4 pagesMET 53 3 291 294 DahilNenad SmiljkovicNo ratings yet
- Metallurgical Alterations in The Surface of Steel Cavities Machined by EDMDocument8 pagesMetallurgical Alterations in The Surface of Steel Cavities Machined by EDMDeak Ferenc-JozsefNo ratings yet
- Materials Today: Proceedings: M. Subrahmanyam, T. NancharaiahDocument5 pagesMaterials Today: Proceedings: M. Subrahmanyam, T. NancharaiahakashNo ratings yet
- Materials Today: Proceedings: M. Subrahmanyam, T. NancharaiahDocument5 pagesMaterials Today: Proceedings: M. Subrahmanyam, T. NancharaiahakashNo ratings yet
- Finite Element Analysis of Wire Electrode On WEDM Process Using ANSYSDocument14 pagesFinite Element Analysis of Wire Electrode On WEDM Process Using ANSYSIJRASETPublicationsNo ratings yet
- 67 Ijmperdaug201867Document6 pages67 Ijmperdaug201867TJPRC PublicationsNo ratings yet
- Precision Engineering: Ravinder Kumar, Inderdeep Singh TDocument7 pagesPrecision Engineering: Ravinder Kumar, Inderdeep Singh TAnonymous 5AmJ13mLkNo ratings yet
- A Brass Wire Electric Discharge Machining Variable Optimization AluminiumDocument5 pagesA Brass Wire Electric Discharge Machining Variable Optimization AluminiumNambiRajNo ratings yet
- Ijetr011615 PDFDocument6 pagesIjetr011615 PDFerpublicationNo ratings yet
- Edm of NiTi SmaDocument5 pagesEdm of NiTi SmaAneesh Kumaar IyyapphanNo ratings yet
- Lec3 - Machining Equipment - PRE 314 - NewDocument18 pagesLec3 - Machining Equipment - PRE 314 - NewMahmoud EldesoukiNo ratings yet
- Materialwissenschaft Werkst - 2023 - Ak Ro Lu - Effects of Process Parameters On Fatigue Behavior and Surface Integrity ofDocument9 pagesMaterialwissenschaft Werkst - 2023 - Ak Ro Lu - Effects of Process Parameters On Fatigue Behavior and Surface Integrity oframazan çakıroğluNo ratings yet
- IOSRJEN (WWW - Iosrjen.org) IOSR Journal of EngineeringDocument10 pagesIOSRJEN (WWW - Iosrjen.org) IOSR Journal of EngineeringIOSRJEN : hard copy, certificates, Call for Papers 2013, publishing of journalNo ratings yet
- Material Removal by Arc Ablation: Robert H SturgesDocument6 pagesMaterial Removal by Arc Ablation: Robert H SturgesinventionjournalsNo ratings yet
- Singhfarwaha 2020Document6 pagesSinghfarwaha 2020Sumantra AaryaNo ratings yet
- Experimental Study On Electrochemical Micromachining: B. Bhattacharyya, M. Malapati, J. MundaDocument8 pagesExperimental Study On Electrochemical Micromachining: B. Bhattacharyya, M. Malapati, J. MundaAnnada Prasad MoharanaNo ratings yet
- Meena2017 Article Micro-EDMMultipleParameterOptiDocument8 pagesMeena2017 Article Micro-EDMMultipleParameterOptidertNo ratings yet
- Determination of Material Removal Rate in Electro Discharge Machining Through Copper ElectrodeDocument7 pagesDetermination of Material Removal Rate in Electro Discharge Machining Through Copper ElectrodeIJRASETPublicationsNo ratings yet
- Contribution 123 FinalDocument7 pagesContribution 123 FinalAmarjeet Kumar SinghNo ratings yet
- CNC Wire-Cut Parameter Optimized Determination of The Stair Shape WorkpieceDocument6 pagesCNC Wire-Cut Parameter Optimized Determination of The Stair Shape Workpiecegargsumit107No ratings yet
- ANOVA ExplainedDocument10 pagesANOVA Explainedsreenu reddyNo ratings yet
- Current Trends in Non-Conventional Material Removal ProcessesDocument14 pagesCurrent Trends in Non-Conventional Material Removal ProcessesDIENLUU150489No ratings yet
- Materials Processing Technology: ElsevierDocument7 pagesMaterials Processing Technology: ElsevierNguyễn Hữu PhấnNo ratings yet
- Simultaneous Optimisation of Multiple Performance Characteristics in micro-EDM Drilling of Titanium AlloyDocument9 pagesSimultaneous Optimisation of Multiple Performance Characteristics in micro-EDM Drilling of Titanium AlloyAnnada Prasad MoharanaNo ratings yet
- Soft Magnetic Powder Composites and Potential Applications in Modern Electric Machines and DevicesDocument4 pagesSoft Magnetic Powder Composites and Potential Applications in Modern Electric Machines and DevicesnazaninNo ratings yet
- Micro ECM IndiaDocument8 pagesMicro ECM IndiagskrabalNo ratings yet
- ETJ - Volume 41 - Issue 7 - Pages 1-9 NewDocument9 pagesETJ - Volume 41 - Issue 7 - Pages 1-9 Newhameed.laftaNo ratings yet
- Study On The Effect of Electromagnetic Field On The Segregation and Structural Property of Ni60 Cladding LayerDocument11 pagesStudy On The Effect of Electromagnetic Field On The Segregation and Structural Property of Ni60 Cladding Layerzixin chenNo ratings yet
- The Effect of Groove Welding On Mechanical PropertDocument8 pagesThe Effect of Groove Welding On Mechanical PropertMuhammad Zuhairy jabarNo ratings yet
- Materials 15 00513 v2Document14 pagesMaterials 15 00513 v2Abraham GutierrezNo ratings yet
- NDT and E International: Beitao Guo, Zhongyu Zhang, Rongguang LiDocument6 pagesNDT and E International: Beitao Guo, Zhongyu Zhang, Rongguang LiMARIA CAMILA VIERA BALLESTEROSNo ratings yet
- An Ultrasonic Vibration Assisted Electrical Discharge Machining Device With Workpiece VibrationDocument12 pagesAn Ultrasonic Vibration Assisted Electrical Discharge Machining Device With Workpiece VibrationDu RoyNo ratings yet
- Powder Mixed Electric Discharge Machining of HastelloyDocument4 pagesPowder Mixed Electric Discharge Machining of HastelloyIJRASETPublicationsNo ratings yet
- Materials and DesignDocument7 pagesMaterials and DesignMilli Aline SantannaNo ratings yet
- Multi-Performance Optimization of Wire Cut EDM Process Parameters On Surface Roughness of AA7075 / B4Cp Metal Matrix Composites3Document6 pagesMulti-Performance Optimization of Wire Cut EDM Process Parameters On Surface Roughness of AA7075 / B4Cp Metal Matrix Composites3Anonymous lPvvgiQjRNo ratings yet
- Experimental Assessment of Surface Integrity of Inconel-825 in Wire-EdmDocument21 pagesExperimental Assessment of Surface Integrity of Inconel-825 in Wire-EdmNitesh TiwariNo ratings yet
- Comparative Analysis of Mild Steel Before and After Stabilization and Evaluate Machine Parameters Using EcmDocument13 pagesComparative Analysis of Mild Steel Before and After Stabilization and Evaluate Machine Parameters Using Ecmk eswariNo ratings yet
- Investigation of MRR, TWR and Radial Overcut at Varying Depth of Machining During Die Sinking EDMDocument8 pagesInvestigation of MRR, TWR and Radial Overcut at Varying Depth of Machining During Die Sinking EDMIJRASETPublicationsNo ratings yet
- Effect of Laser Beam Welding Parameters On Microstructure and Properties of Duplex Stainless SteelDocument9 pagesEffect of Laser Beam Welding Parameters On Microstructure and Properties of Duplex Stainless SteelAsif HameedNo ratings yet
- Overview and Comparison of Iron Loss Models For Electrical MachinesDocument10 pagesOverview and Comparison of Iron Loss Models For Electrical Machinespranay uniyalNo ratings yet
- Electron Beam MachiningDocument9 pagesElectron Beam MachiningYunitha RatnadillaNo ratings yet
- FizicDocument9 pagesFizicCostica PetreNo ratings yet
- Spring 1Document14 pagesSpring 1Nandish BharadwajNo ratings yet
- Optimization of Various Machining Parameters of Electrical Discharge Machining (EDM) Process On AISI D2 Tool Steel Using Hybrid Optimization MethodDocument9 pagesOptimization of Various Machining Parameters of Electrical Discharge Machining (EDM) Process On AISI D2 Tool Steel Using Hybrid Optimization MethodInternational Journal of Application or Innovation in Engineering & ManagementNo ratings yet
- Wire EDM ProcessDocument10 pagesWire EDM Processgargi.gangwar.ecelliitkgpNo ratings yet
- Effect of Process Parameters On The Surface Integrity of Micro-Holes of Ti6Al4V Obtained by Micro-EdmDocument8 pagesEffect of Process Parameters On The Surface Integrity of Micro-Holes of Ti6Al4V Obtained by Micro-EdmTJPRC PublicationsNo ratings yet
- Optimization of Wire Edm Process Parameters For Machining of Amcs (413/B C) Using Taguchi TechniqueDocument8 pagesOptimization of Wire Edm Process Parameters For Machining of Amcs (413/B C) Using Taguchi TechniqueTJPRC PublicationsNo ratings yet
- Investigation of PCTIG, CCTIG and MMA Welding On Powder Metallurgy Aluminium Specimen Processed Through Equi-Channel Angular Pressing (ECAP)Document11 pagesInvestigation of PCTIG, CCTIG and MMA Welding On Powder Metallurgy Aluminium Specimen Processed Through Equi-Channel Angular Pressing (ECAP)IJRASETPublicationsNo ratings yet
- Ijmet: ©iaemeDocument9 pagesIjmet: ©iaemeIAEME PublicationNo ratings yet
- Effect of Laser Beam Welding Parameters On Microstructure and Properties of Duplex Stainless SteelDocument9 pagesEffect of Laser Beam Welding Parameters On Microstructure and Properties of Duplex Stainless Steelnaresh1272No ratings yet
- Driverless CarDocument10 pagesDriverless CarVishal kulkarniNo ratings yet
- Machining Characteristics of An RC-type Generator Circuit With An N-Channel MOSFET in Micro EDMDocument6 pagesMachining Characteristics of An RC-type Generator Circuit With An N-Channel MOSFET in Micro EDMgerdNo ratings yet
- 1998台湾 使用不同进给电极对孔进行电抛光和电抛光 Journal of Materials Processing Technology1Document7 pages1998台湾 使用不同进给电极对孔进行电抛光和电抛光 Journal of Materials Processing Technology1bakereskathryn860No ratings yet
- Towards The Effective Tool Wear Control in Micro-EDM MillingDocument7 pagesTowards The Effective Tool Wear Control in Micro-EDM MillingShakuntal KhamarNo ratings yet
- New Sensors and Processing ChainFrom EverandNew Sensors and Processing ChainJean-Hugh ThomasNo ratings yet
- Expanding and Factorising ExpressionsDocument70 pagesExpanding and Factorising ExpressionsAnson LinNo ratings yet
- Analog and Digital Signals - Electrical Instrumentation SignalsDocument3 pagesAnalog and Digital Signals - Electrical Instrumentation SignalsRoona Thankam VargheseNo ratings yet
- Xux0Aksam12: Product Data SheetDocument2 pagesXux0Aksam12: Product Data SheetGenesis SolanoNo ratings yet
- STD 10 - Math - Arithmetic Progressions - All Types Ques.Document11 pagesSTD 10 - Math - Arithmetic Progressions - All Types Ques.Guna DharshiniNo ratings yet
- Carleton Uni Campus Card 2008Document16 pagesCarleton Uni Campus Card 2008subvertpressNo ratings yet
- Thermanit Nicro 82: TIG Rods, Nickel-AlloyDocument2 pagesThermanit Nicro 82: TIG Rods, Nickel-AlloyMaximiliano Ezequiel LopezNo ratings yet
- Asme IxDocument1 pageAsme IxAxel Navarro AlbinesNo ratings yet
- The Fundamentals of Shrinkage in ThermoplasticsDocument18 pagesThe Fundamentals of Shrinkage in Thermoplasticsmohammed umarNo ratings yet
- Ventricular Assist Devices: K. Nirmala SSN College of EngineeringDocument40 pagesVentricular Assist Devices: K. Nirmala SSN College of EngineeringNivetha RavikumarNo ratings yet
- Diferensial Dan Integral BakuDocument1 pageDiferensial Dan Integral BakuAufa ArdNo ratings yet
- Overview of MicroemulsionDocument13 pagesOverview of MicroemulsionEditor IJTSRDNo ratings yet
- A 1016 - A 1016M - 01 QtewmtytmdfbDocument10 pagesA 1016 - A 1016M - 01 Qtewmtytmdfbumur kaçamaklıNo ratings yet
- S4 PhyDocument4 pagesS4 PhyEMMANUEL BIRUNGINo ratings yet
- How To Use The Ip Command On LinuxDocument12 pagesHow To Use The Ip Command On LinuxPhoenix Liebe JeffNo ratings yet
- MS-1000-Material Specifications For SteelDocument44 pagesMS-1000-Material Specifications For SteelALEX MURPHYNo ratings yet
- MS, TMT, CTDDocument5 pagesMS, TMT, CTDAbdul BasitNo ratings yet
- Changes in Melon Plant Phytochemistry Impair AphisDocument13 pagesChanges in Melon Plant Phytochemistry Impair AphisADJALLANo ratings yet
- Quick Contact BadgeDocument8 pagesQuick Contact Badgeamitl11794No ratings yet
- Piano FacilDocument3 pagesPiano FacilMayra Díaz Argumoza100% (1)
- Previous Page: It ThatDocument18 pagesPrevious Page: It ThatKunwar Apoorva SinghNo ratings yet
- Assignment 7Document33 pagesAssignment 7Saksham SharmaNo ratings yet
- Mkna 1Document351 pagesMkna 1Sebastián MoyaNo ratings yet
- BCH 408 Problems 2Document3 pagesBCH 408 Problems 2tubosunolorunfemi3No ratings yet
- Employee PTO Calculator Tracker Excel Template v2 2Document6 pagesEmployee PTO Calculator Tracker Excel Template v2 2Mark KevinNo ratings yet
- FT-PT UG Academic Calendar Jan-Dec 2019Document5 pagesFT-PT UG Academic Calendar Jan-Dec 2019AlexNo ratings yet
- T-64 MBT TopshotsDocument44 pagesT-64 MBT TopshotsDan100% (1)
- 777D.Schematic ElectricDocument2 pages777D.Schematic ElectricDedeNo ratings yet
- Photoelectron Spectra of Alkali Metal-Ammonia Microjets - From Blue Electrolyte To Bronze MetalDocument7 pagesPhotoelectron Spectra of Alkali Metal-Ammonia Microjets - From Blue Electrolyte To Bronze MetaljavasoloNo ratings yet
- Extensional Flow Affecting Shear ViscocityDocument18 pagesExtensional Flow Affecting Shear ViscocityDarius PavriNo ratings yet
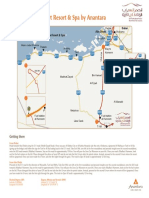
- Qasr Al Sarab Desert Resort Location Map June2012Document1 pageQasr Al Sarab Desert Resort Location Map June2012Anant GârgNo ratings yet