
Iso 10675-1 - 2016
Iso 10675-1 - 2016
You might also like
- Hoc3 CatalogoDocument12 pagesHoc3 CatalogoChristianReinoso0% (1)
- Diagnostic Communication with Road-Vehicles and Non-Road Mobile MachineryFrom EverandDiagnostic Communication with Road-Vehicles and Non-Road Mobile MachineryRating: 1 out of 5 stars1/5 (1)
- En Iso 10675-2 - 2017Document16 pagesEn Iso 10675-2 - 2017nebojsa70100% (3)
- En Iso 10675-1-2016 NDT RTDocument20 pagesEn Iso 10675-1-2016 NDT RTDan SabadusNo ratings yet
- Oxytome HPCDocument106 pagesOxytome HPCAnghelache RazvanNo ratings yet
- Iso 6520 1 en FR PDFDocument11 pagesIso 6520 1 en FR PDFBahloul MohamedNo ratings yet
- Iso 14577 1 2002 FR en PDFDocument11 pagesIso 14577 1 2002 FR en PDFPaulo Jorge100% (1)
- Bsen ISO-10675-1-2016Document9 pagesBsen ISO-10675-1-2016SamsuNo ratings yet
- ISO - DIS - 10675-1 - (E) 2013 Critérios de Aceitação RTDocument15 pagesISO - DIS - 10675-1 - (E) 2013 Critérios de Aceitação RT_PiperCub_No ratings yet
- Iso 11666 2018 en PDFDocument8 pagesIso 11666 2018 en PDFحسن عبدالهادي الصلويNo ratings yet
- International Standard: ISO 105-X12Document10 pagesInternational Standard: ISO 105-X12Tahir NizamNo ratings yet
- Iso 10271Document26 pagesIso 10271Ana RodriguezNo ratings yet
- 2 5238030655505301850Document14 pages2 5238030655505301850Kathia Lorena Espinoza Rojas100% (1)
- Iso 1518-2-2019 EeDocument13 pagesIso 1518-2-2019 Eewael barbaryNo ratings yet
- ISO 17635-2010 RusDocument22 pagesISO 17635-2010 RusAnna BubblegumNo ratings yet
- Iso TR 15608-2017Document13 pagesIso TR 15608-2017richadNo ratings yet
- 4 5872697685072412994 PDFDocument20 pages4 5872697685072412994 PDFSantosh100% (1)
- ISO - 11760 - 2005 Classification of CoalsDocument16 pagesISO - 11760 - 2005 Classification of CoalsMilena RobayoNo ratings yet
- Iso10675-1 2016Document5 pagesIso10675-1 2016bianshuaishuai90No ratings yet
- Sist en Iso 13919 1 2020Document11 pagesSist en Iso 13919 1 2020wenzim996No ratings yet
- Iso 15105-1-2007Document18 pagesIso 15105-1-2007Sorin SorinNo ratings yet
- ISO 23278 (2006) - Magnetic Particle Testing of Weld - Acceptance LevelsDocument8 pagesISO 23278 (2006) - Magnetic Particle Testing of Weld - Acceptance Levels_PiperCub_No ratings yet
- Iso - 23278 - 2015 MTDocument10 pagesIso - 23278 - 2015 MTFrancisco javierNo ratings yet
- BS en Iso 15616-1 - 2003Document22 pagesBS en Iso 15616-1 - 2003Anbarasan PerumalNo ratings yet
- Iso 08502-2-2017Document14 pagesIso 08502-2-2017Francisco Raro AlmuzaraNo ratings yet
- ISO 13854 - 2017 - Safety of Machinery - Minimum Gaps To Avoid Crushing of Parts of The Human BodyDocument12 pagesISO 13854 - 2017 - Safety of Machinery - Minimum Gaps To Avoid Crushing of Parts of The Human Body陳明仁No ratings yet
- Iso 1711 1 2016Document9 pagesIso 1711 1 2016JeffersonNo ratings yet
- Iso 26623-1-2020Document20 pagesIso 26623-1-2020iris2001sNo ratings yet
- ISO 8255-1 2017 显微镜盖玻片三维公差,厚度和光学性能Document15 pagesISO 8255-1 2017 显微镜盖玻片三维公差,厚度和光学性能zouboisNo ratings yet
- Iso 2470 1 2016Document9 pagesIso 2470 1 2016郭哲宏No ratings yet
- Iso 1-2016Document12 pagesIso 1-2016RAHAOUI MehdiNo ratings yet
- Iso 105 X12 2016Document9 pagesIso 105 X12 2016Quang NguyenDucNo ratings yet
- Iso 9516 1 enDocument11 pagesIso 9516 1 enAc AbNo ratings yet
- ISO-10275-2020 - Strain Hardening CoefficientDocument9 pagesISO-10275-2020 - Strain Hardening CoefficientSuvro Chakraborty0% (1)
- International Standard: Iteh Standard Preview (Standards - Iteh.ai)Document11 pagesInternational Standard: Iteh Standard Preview (Standards - Iteh.ai)aswinNo ratings yet
- Iso 15614 8 2002 PDFDocument26 pagesIso 15614 8 2002 PDFumur kaçamaklıNo ratings yet
- Iso 11469 2016Document9 pagesIso 11469 2016Rahul KumarNo ratings yet
- Iso 15616-4-2008Document14 pagesIso 15616-4-2008Anbarasan PerumalNo ratings yet
- Iso 15004-1-2006Document13 pagesIso 15004-1-2006marcosNo ratings yet
- ISO Standards On NDT of WeldingDocument2 pagesISO Standards On NDT of WeldingDavid Alejandro Vega Alfonso100% (1)
- Iso 15616-4 - 2008Document14 pagesIso 15616-4 - 2008piterNo ratings yet
- International StandardDocument12 pagesInternational StandardRajesh ThakurNo ratings yet
- Draft Non-Destructive Testing Standard Test Method For Robotic Ultrasonic TestingDocument24 pagesDraft Non-Destructive Testing Standard Test Method For Robotic Ultrasonic Testingcarlito79No ratings yet
- Iso 3210 2010Document9 pagesIso 3210 2010Jigar GalaNo ratings yet
- Er Edi Tio N: International StandardDocument12 pagesEr Edi Tio N: International StandardFrancis BautistaNo ratings yet
- prEN ISO 15609-1 2001 (E)Document29 pagesprEN ISO 15609-1 2001 (E)Mohammad LavasaniNo ratings yet
- Sýnishorn: International StandardDocument5 pagesSýnishorn: International StandardأبومحمدالزياتNo ratings yet
- BS Iso 11660-2-2015Document12 pagesBS Iso 11660-2-2015Rami GhorbelNo ratings yet
- Iso 26262 1 2018Document42 pagesIso 26262 1 2018OUSSAMA ELHJOUJI100% (1)
- Iso 14242-2-2016Document10 pagesIso 14242-2-2016Tim SchouwNo ratings yet
- Iso 13373-9-2017Document30 pagesIso 13373-9-2017lucasaquinoengmeNo ratings yet
- Iso17208-1 2016Document11 pagesIso17208-1 2016milindNo ratings yet
- Iso 1856Document10 pagesIso 1856CEAM srlNo ratings yet
- Iso 15614-1 Amd 1-2008Document8 pagesIso 15614-1 Amd 1-2008Anbarasan PerumalNo ratings yet
- Iso 13373-7-2017Document26 pagesIso 13373-7-2017lucasaquinoengmeNo ratings yet
- Iso 11600 2002Document9 pagesIso 11600 2002Claudia Da RoltNo ratings yet
- ISO 3310-1-2016 - Test Sieves InspectionDocument11 pagesISO 3310-1-2016 - Test Sieves InspectionqaqcNo ratings yet
- Iso 29601-2011Document14 pagesIso 29601-2011Carmen Rodriguez Polo100% (1)
- Iso 4310 - 2009 Cranes - Test Code and Procedures - PDFDocument19 pagesIso 4310 - 2009 Cranes - Test Code and Procedures - PDFpranayasharma022No ratings yet
- ISO 11732 - AmonioDocument26 pagesISO 11732 - Amoniocristiancm1708No ratings yet
- 2 5271922461481370390Document14 pages2 5271922461481370390Layth MyasarNo ratings yet
- Standard Standard: First Edition First Edition 2008-03-15 2008-03-15Document24 pagesStandard Standard: First Edition First Edition 2008-03-15 2008-03-15sedef şenNo ratings yet
- Conduit Pipe Catalog Elbows PDFDocument4 pagesConduit Pipe Catalog Elbows PDFJosé MiguelNo ratings yet
- Emerge UK - GeneralDocument9 pagesEmerge UK - GeneralNajib KiwanNo ratings yet
- Product Data Sheet: Sikacor® Eg-1Document4 pagesProduct Data Sheet: Sikacor® Eg-1Thompson LaiNo ratings yet
- Stone Cladding: Natural RangeDocument24 pagesStone Cladding: Natural RangeWylieNo ratings yet
- TDS - MT 950 - enDocument2 pagesTDS - MT 950 - enTo RaNo ratings yet
- FurnacesDocument6 pagesFurnacesAleem QureshiNo ratings yet
- Editable List of Industrial ReportDocument3 pagesEditable List of Industrial ReportKoya ThangalNo ratings yet
- Ozkan2015En 1Document113 pagesOzkan2015En 1naseer lateeNo ratings yet
- Method Statement For Handrail ConstructionDocument13 pagesMethod Statement For Handrail Constructiondinidu3priyankara3saNo ratings yet
- OPSS 906 - Nov12Document20 pagesOPSS 906 - Nov12umerfr2No ratings yet
- European Steel and Alloy Grades: Alloy Standards Search About Us EN 10277-3 EN 10087Document2 pagesEuropean Steel and Alloy Grades: Alloy Standards Search About Us EN 10277-3 EN 10087farshid KarpasandNo ratings yet
- 525 - Bed, Ward, Single FunctionDocument3 pages525 - Bed, Ward, Single Functionbuddhika solexNo ratings yet
- Difference Between Sag Mill Vs Ball MillDocument3 pagesDifference Between Sag Mill Vs Ball MillDzakiyyah IchaNo ratings yet
- A03-Plan Amenajare - A1Document1 pageA03-Plan Amenajare - A1Constantin LeonNo ratings yet
- Trifold Brochure-NewDocument2 pagesTrifold Brochure-NewSaravana VelNo ratings yet
- QA For Butt FusionDocument9 pagesQA For Butt Fusionjimbox88No ratings yet
- GMW15822Document3 pagesGMW15822Felipao DelacruzNo ratings yet
- MasonryDocument115 pagesMasonryTitiliaNo ratings yet
- Forging: ObjectivesDocument5 pagesForging: ObjectivesLeeladhar SharmaNo ratings yet
- B Boehler-Fox-Cel Se en v1Document1 pageB Boehler-Fox-Cel Se en v1tacosanchezbrayanNo ratings yet
- Canadian International SchoolDocument14 pagesCanadian International SchoolMittuNo ratings yet
- ASTM B898 Material With Titanium CladDocument7 pagesASTM B898 Material With Titanium Cladsuraj kumar100% (2)
- Project Report On Adhesive Manufacturing (Fevicol Type)Document8 pagesProject Report On Adhesive Manufacturing (Fevicol Type)EIRI Board of Consultants and Publishers0% (1)
- Corrosion EngineeringDocument9 pagesCorrosion EngineeringAli Imran MohamadNo ratings yet
- Meiser Solar enDocument10 pagesMeiser Solar enRadoslav GalicNo ratings yet
- Slotted Angles PDFDocument3 pagesSlotted Angles PDFmancas50No ratings yet
- Galvanized Steel Wire Strands (GSW) JIS G 3537: 1994Document1 pageGalvanized Steel Wire Strands (GSW) JIS G 3537: 1994boedak korporatNo ratings yet
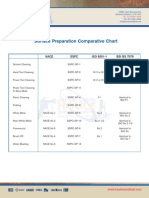
- Surface Preparation Comparative ChartDocument1 pageSurface Preparation Comparative Chartcmms88No ratings yet
























































































Download as pdf or txt
You might also like
- Hoc3 CatalogoDocument12 pagesHoc3 CatalogoChristianReinoso0% (1)
- Diagnostic Communication with Road-Vehicles and Non-Road Mobile MachineryFrom EverandDiagnostic Communication with Road-Vehicles and Non-Road Mobile MachineryRating: 1 out of 5 stars1/5 (1)
- En Iso 10675-2 - 2017Document16 pagesEn Iso 10675-2 - 2017nebojsa70100% (3)
- En Iso 10675-1-2016 NDT RTDocument20 pagesEn Iso 10675-1-2016 NDT RTDan SabadusNo ratings yet
- Oxytome HPCDocument106 pagesOxytome HPCAnghelache RazvanNo ratings yet
- Iso 6520 1 en FR PDFDocument11 pagesIso 6520 1 en FR PDFBahloul MohamedNo ratings yet
- Iso 14577 1 2002 FR en PDFDocument11 pagesIso 14577 1 2002 FR en PDFPaulo Jorge100% (1)
- Bsen ISO-10675-1-2016Document9 pagesBsen ISO-10675-1-2016SamsuNo ratings yet
- ISO - DIS - 10675-1 - (E) 2013 Critérios de Aceitação RTDocument15 pagesISO - DIS - 10675-1 - (E) 2013 Critérios de Aceitação RT_PiperCub_No ratings yet
- Iso 11666 2018 en PDFDocument8 pagesIso 11666 2018 en PDFحسن عبدالهادي الصلويNo ratings yet
- International Standard: ISO 105-X12Document10 pagesInternational Standard: ISO 105-X12Tahir NizamNo ratings yet
- Iso 10271Document26 pagesIso 10271Ana RodriguezNo ratings yet
- 2 5238030655505301850Document14 pages2 5238030655505301850Kathia Lorena Espinoza Rojas100% (1)
- Iso 1518-2-2019 EeDocument13 pagesIso 1518-2-2019 Eewael barbaryNo ratings yet
- ISO 17635-2010 RusDocument22 pagesISO 17635-2010 RusAnna BubblegumNo ratings yet
- Iso TR 15608-2017Document13 pagesIso TR 15608-2017richadNo ratings yet
- 4 5872697685072412994 PDFDocument20 pages4 5872697685072412994 PDFSantosh100% (1)
- ISO - 11760 - 2005 Classification of CoalsDocument16 pagesISO - 11760 - 2005 Classification of CoalsMilena RobayoNo ratings yet
- Iso10675-1 2016Document5 pagesIso10675-1 2016bianshuaishuai90No ratings yet
- Sist en Iso 13919 1 2020Document11 pagesSist en Iso 13919 1 2020wenzim996No ratings yet
- Iso 15105-1-2007Document18 pagesIso 15105-1-2007Sorin SorinNo ratings yet
- ISO 23278 (2006) - Magnetic Particle Testing of Weld - Acceptance LevelsDocument8 pagesISO 23278 (2006) - Magnetic Particle Testing of Weld - Acceptance Levels_PiperCub_No ratings yet
- Iso - 23278 - 2015 MTDocument10 pagesIso - 23278 - 2015 MTFrancisco javierNo ratings yet
- BS en Iso 15616-1 - 2003Document22 pagesBS en Iso 15616-1 - 2003Anbarasan PerumalNo ratings yet
- Iso 08502-2-2017Document14 pagesIso 08502-2-2017Francisco Raro AlmuzaraNo ratings yet
- ISO 13854 - 2017 - Safety of Machinery - Minimum Gaps To Avoid Crushing of Parts of The Human BodyDocument12 pagesISO 13854 - 2017 - Safety of Machinery - Minimum Gaps To Avoid Crushing of Parts of The Human Body陳明仁No ratings yet
- Iso 1711 1 2016Document9 pagesIso 1711 1 2016JeffersonNo ratings yet
- Iso 26623-1-2020Document20 pagesIso 26623-1-2020iris2001sNo ratings yet
- ISO 8255-1 2017 显微镜盖玻片三维公差,厚度和光学性能Document15 pagesISO 8255-1 2017 显微镜盖玻片三维公差,厚度和光学性能zouboisNo ratings yet
- Iso 2470 1 2016Document9 pagesIso 2470 1 2016郭哲宏No ratings yet
- Iso 1-2016Document12 pagesIso 1-2016RAHAOUI MehdiNo ratings yet
- Iso 105 X12 2016Document9 pagesIso 105 X12 2016Quang NguyenDucNo ratings yet
- Iso 9516 1 enDocument11 pagesIso 9516 1 enAc AbNo ratings yet
- ISO-10275-2020 - Strain Hardening CoefficientDocument9 pagesISO-10275-2020 - Strain Hardening CoefficientSuvro Chakraborty0% (1)
- International Standard: Iteh Standard Preview (Standards - Iteh.ai)Document11 pagesInternational Standard: Iteh Standard Preview (Standards - Iteh.ai)aswinNo ratings yet
- Iso 15614 8 2002 PDFDocument26 pagesIso 15614 8 2002 PDFumur kaçamaklıNo ratings yet
- Iso 11469 2016Document9 pagesIso 11469 2016Rahul KumarNo ratings yet
- Iso 15616-4-2008Document14 pagesIso 15616-4-2008Anbarasan PerumalNo ratings yet
- Iso 15004-1-2006Document13 pagesIso 15004-1-2006marcosNo ratings yet
- ISO Standards On NDT of WeldingDocument2 pagesISO Standards On NDT of WeldingDavid Alejandro Vega Alfonso100% (1)
- Iso 15616-4 - 2008Document14 pagesIso 15616-4 - 2008piterNo ratings yet
- International StandardDocument12 pagesInternational StandardRajesh ThakurNo ratings yet
- Draft Non-Destructive Testing Standard Test Method For Robotic Ultrasonic TestingDocument24 pagesDraft Non-Destructive Testing Standard Test Method For Robotic Ultrasonic Testingcarlito79No ratings yet
- Iso 3210 2010Document9 pagesIso 3210 2010Jigar GalaNo ratings yet
- Er Edi Tio N: International StandardDocument12 pagesEr Edi Tio N: International StandardFrancis BautistaNo ratings yet
- prEN ISO 15609-1 2001 (E)Document29 pagesprEN ISO 15609-1 2001 (E)Mohammad LavasaniNo ratings yet
- Sýnishorn: International StandardDocument5 pagesSýnishorn: International StandardأبومحمدالزياتNo ratings yet
- BS Iso 11660-2-2015Document12 pagesBS Iso 11660-2-2015Rami GhorbelNo ratings yet
- Iso 26262 1 2018Document42 pagesIso 26262 1 2018OUSSAMA ELHJOUJI100% (1)
- Iso 14242-2-2016Document10 pagesIso 14242-2-2016Tim SchouwNo ratings yet
- Iso 13373-9-2017Document30 pagesIso 13373-9-2017lucasaquinoengmeNo ratings yet
- Iso17208-1 2016Document11 pagesIso17208-1 2016milindNo ratings yet
- Iso 1856Document10 pagesIso 1856CEAM srlNo ratings yet
- Iso 15614-1 Amd 1-2008Document8 pagesIso 15614-1 Amd 1-2008Anbarasan PerumalNo ratings yet
- Iso 13373-7-2017Document26 pagesIso 13373-7-2017lucasaquinoengmeNo ratings yet
- Iso 11600 2002Document9 pagesIso 11600 2002Claudia Da RoltNo ratings yet
- ISO 3310-1-2016 - Test Sieves InspectionDocument11 pagesISO 3310-1-2016 - Test Sieves InspectionqaqcNo ratings yet
- Iso 29601-2011Document14 pagesIso 29601-2011Carmen Rodriguez Polo100% (1)
- Iso 4310 - 2009 Cranes - Test Code and Procedures - PDFDocument19 pagesIso 4310 - 2009 Cranes - Test Code and Procedures - PDFpranayasharma022No ratings yet
- ISO 11732 - AmonioDocument26 pagesISO 11732 - Amoniocristiancm1708No ratings yet
- 2 5271922461481370390Document14 pages2 5271922461481370390Layth MyasarNo ratings yet
- Standard Standard: First Edition First Edition 2008-03-15 2008-03-15Document24 pagesStandard Standard: First Edition First Edition 2008-03-15 2008-03-15sedef şenNo ratings yet
- Conduit Pipe Catalog Elbows PDFDocument4 pagesConduit Pipe Catalog Elbows PDFJosé MiguelNo ratings yet
- Emerge UK - GeneralDocument9 pagesEmerge UK - GeneralNajib KiwanNo ratings yet
- Product Data Sheet: Sikacor® Eg-1Document4 pagesProduct Data Sheet: Sikacor® Eg-1Thompson LaiNo ratings yet
- Stone Cladding: Natural RangeDocument24 pagesStone Cladding: Natural RangeWylieNo ratings yet
- TDS - MT 950 - enDocument2 pagesTDS - MT 950 - enTo RaNo ratings yet
- FurnacesDocument6 pagesFurnacesAleem QureshiNo ratings yet
- Editable List of Industrial ReportDocument3 pagesEditable List of Industrial ReportKoya ThangalNo ratings yet
- Ozkan2015En 1Document113 pagesOzkan2015En 1naseer lateeNo ratings yet
- Method Statement For Handrail ConstructionDocument13 pagesMethod Statement For Handrail Constructiondinidu3priyankara3saNo ratings yet
- OPSS 906 - Nov12Document20 pagesOPSS 906 - Nov12umerfr2No ratings yet
- European Steel and Alloy Grades: Alloy Standards Search About Us EN 10277-3 EN 10087Document2 pagesEuropean Steel and Alloy Grades: Alloy Standards Search About Us EN 10277-3 EN 10087farshid KarpasandNo ratings yet
- 525 - Bed, Ward, Single FunctionDocument3 pages525 - Bed, Ward, Single Functionbuddhika solexNo ratings yet
- Difference Between Sag Mill Vs Ball MillDocument3 pagesDifference Between Sag Mill Vs Ball MillDzakiyyah IchaNo ratings yet
- A03-Plan Amenajare - A1Document1 pageA03-Plan Amenajare - A1Constantin LeonNo ratings yet
- Trifold Brochure-NewDocument2 pagesTrifold Brochure-NewSaravana VelNo ratings yet
- QA For Butt FusionDocument9 pagesQA For Butt Fusionjimbox88No ratings yet
- GMW15822Document3 pagesGMW15822Felipao DelacruzNo ratings yet
- MasonryDocument115 pagesMasonryTitiliaNo ratings yet
- Forging: ObjectivesDocument5 pagesForging: ObjectivesLeeladhar SharmaNo ratings yet
- B Boehler-Fox-Cel Se en v1Document1 pageB Boehler-Fox-Cel Se en v1tacosanchezbrayanNo ratings yet
- Canadian International SchoolDocument14 pagesCanadian International SchoolMittuNo ratings yet
- ASTM B898 Material With Titanium CladDocument7 pagesASTM B898 Material With Titanium Cladsuraj kumar100% (2)
- Project Report On Adhesive Manufacturing (Fevicol Type)Document8 pagesProject Report On Adhesive Manufacturing (Fevicol Type)EIRI Board of Consultants and Publishers0% (1)
- Corrosion EngineeringDocument9 pagesCorrosion EngineeringAli Imran MohamadNo ratings yet
- Meiser Solar enDocument10 pagesMeiser Solar enRadoslav GalicNo ratings yet
- Slotted Angles PDFDocument3 pagesSlotted Angles PDFmancas50No ratings yet
- Galvanized Steel Wire Strands (GSW) JIS G 3537: 1994Document1 pageGalvanized Steel Wire Strands (GSW) JIS G 3537: 1994boedak korporatNo ratings yet
- Surface Preparation Comparative ChartDocument1 pageSurface Preparation Comparative Chartcmms88No ratings yet