
Electromagnetic Testing Emt RFT Chapter
Electromagnetic Testing Emt RFT Chapter
You might also like
- Basic Principles of Eddy Current InspectionDocument58 pagesBasic Principles of Eddy Current Inspectiondavid eduardo arteaga faubla100% (1)
- Remote Field TestingDocument8 pagesRemote Field TestingEngr Arfan Ali DhamrahoNo ratings yet
- TUBE INSPECTION by RFETDocument8 pagesTUBE INSPECTION by RFETTusar Kole100% (1)
- Intro To Eddy Current (1) by Raj Deep GuptaDocument51 pagesIntro To Eddy Current (1) by Raj Deep GuptaRajdeep Gupta50% (2)
- 5 Ver 2 Remote Field Eddy Current TestingDocument7 pages5 Ver 2 Remote Field Eddy Current TestingMuhammad Zariq0% (1)
- 3.06 10K EK Quad BOP PDFDocument25 pages3.06 10K EK Quad BOP PDFJose Leonardo Materano Perozo100% (1)
- Dynamic Model of A Scrubber Using Aspen PlusDocument11 pagesDynamic Model of A Scrubber Using Aspen PluschetanNo ratings yet
- Physics of Eddy Current-An IntroductionDocument49 pagesPhysics of Eddy Current-An IntroductionCharlie Chong75% (4)
- Remote Field TestingDocument8 pagesRemote Field TestingthinhlvtNo ratings yet
- NDT Remote Field TestingDocument7 pagesNDT Remote Field TestingKha MnNo ratings yet
- Remote Field TestingDocument6 pagesRemote Field TestingPradeep Kumar BowmarajuNo ratings yet
- Eddy Current IntroductionDocument21 pagesEddy Current IntroductionTerfaia NadjatNo ratings yet
- Eddy-Current Testing - Wikipedia PDFDocument5 pagesEddy-Current Testing - Wikipedia PDFVysakh VasudevanNo ratings yet
- Basic Principles of Eddy Current InspectionDocument16 pagesBasic Principles of Eddy Current InspectionSiphesihle NkosiNo ratings yet
- Lec 10 - EDDY CURRENT TestingDocument30 pagesLec 10 - EDDY CURRENT TestingViona ArgarethaNo ratings yet
- Electromagnetictesting Eddycurrentin Brief: 2014-December My Asnt Level Iii Pre-Exam Preparatory Self Study Notes 外围学习中Document23 pagesElectromagnetictesting Eddycurrentin Brief: 2014-December My Asnt Level Iii Pre-Exam Preparatory Self Study Notes 外围学习中safeer ahmadNo ratings yet
- NDT Eddy CurrentsDocument13 pagesNDT Eddy Currentsyashwant verma100% (1)
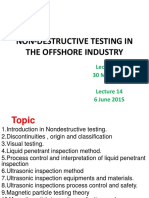
- Non-Destructive Testing in The Offshore Industry: 30 May 2015 6 June 2015Document89 pagesNon-Destructive Testing in The Offshore Industry: 30 May 2015 6 June 2015Miruna ClinciuNo ratings yet
- Development of An Electronic Instrument For Eddy Current TestingDocument9 pagesDevelopment of An Electronic Instrument For Eddy Current TestingsafaaNo ratings yet
- Eddy Current InspectionDocument23 pagesEddy Current InspectionDr. Akshay JainNo ratings yet
- Eddy Current Testing: Presented To: Dr. Abhishek Kumar Presented By: Shivendra Kumar (2016MT06)Document18 pagesEddy Current Testing: Presented To: Dr. Abhishek Kumar Presented By: Shivendra Kumar (2016MT06)Shivam YadavNo ratings yet
- Module 4 PDFDocument72 pagesModule 4 PDFMACLIN JOHN VASANTH KNo ratings yet
- Dhanalakshmi Srinivasan Engineering College, Perambalur Department of Mechanical Engineering Me8097 / Non-Destructive Testing and Evaluation Question Bank - 2 Marks & 16 MarksDocument11 pagesDhanalakshmi Srinivasan Engineering College, Perambalur Department of Mechanical Engineering Me8097 / Non-Destructive Testing and Evaluation Question Bank - 2 Marks & 16 MarksRAJESH. RNo ratings yet
- Science Behind Eddy Current and Remote Field Testing Condenser and Heat Exchanger TubingDocument6 pagesScience Behind Eddy Current and Remote Field Testing Condenser and Heat Exchanger Tubingantant3052No ratings yet
- Eddy Current Inspection: UNIT-5Document65 pagesEddy Current Inspection: UNIT-5Pratap KumarNo ratings yet
- Electromagnetic Testing-ASNT Level III S PDFDocument514 pagesElectromagnetic Testing-ASNT Level III S PDFRicardo Huanca Trejo100% (1)
- Ect SurfaceDocument3 pagesEct SurfaceTrung Tinh HoNo ratings yet
- Basic Principles of Eddy Current InspectionDocument67 pagesBasic Principles of Eddy Current InspectionKhepa BabaNo ratings yet
- NDT PresentationDocument6 pagesNDT PresentationBighneswar PatraNo ratings yet
- A Seminar ON: Eddy Current Testing (Ect)Document26 pagesA Seminar ON: Eddy Current Testing (Ect)Youngmin ParkNo ratings yet
- MFL Compendium 002Document59 pagesMFL Compendium 002kingston67% (3)
- An Introduction: Eddycurrent Testing Pa Rt-2 O F 2Document237 pagesAn Introduction: Eddycurrent Testing Pa Rt-2 O F 2safeer ahmadNo ratings yet
- U2 - Eddy Current InspectionDocument73 pagesU2 - Eddy Current InspectionSuraj B SNo ratings yet
- Electromagnetic Testing-Eddy Current-Equipment Methods and ApplicationsDocument113 pagesElectromagnetic Testing-Eddy Current-Equipment Methods and ApplicationsMirza Safeer AhmadNo ratings yet
- Basic Principles of Eddy Current Inspection PDFDocument58 pagesBasic Principles of Eddy Current Inspection PDFaztec20100% (4)
- Why RFT Testing Is Crucial in Ferromagnetic Tubes InspectionDocument6 pagesWhy RFT Testing Is Crucial in Ferromagnetic Tubes InspectionjackNo ratings yet
- NDT Eddy Current Testing ModuleDocument67 pagesNDT Eddy Current Testing Moduleyashwant vermaNo ratings yet
- 7.1.eddy Current Testing-Part-1Document15 pages7.1.eddy Current Testing-Part-1Mohanad AlmalahNo ratings yet
- Non Destructive Testing and Materials ME6019Document27 pagesNon Destructive Testing and Materials ME6019MECHANICAL SMCETNo ratings yet
- EC Test StudentDocument27 pagesEC Test StudentCan BilgeNo ratings yet
- Eet 203 Measurements and Instrumentation Module IVDocument26 pagesEet 203 Measurements and Instrumentation Module IVdevil jattNo ratings yet
- Basics of ETDocument61 pagesBasics of ETDineshNo ratings yet
- Introduction To Eddy Current TestingDocument113 pagesIntroduction To Eddy Current TestingRanendraNo ratings yet
- Monel PDFDocument5 pagesMonel PDFReadersmoNo ratings yet
- Electromagnetic Testing Non-DestructiveDocument161 pagesElectromagnetic Testing Non-Destructivepreyesh100% (1)
- Eddy Current TheoryDocument5 pagesEddy Current TheorypondpakkaNo ratings yet
- Tubular Eddy Current Testing: TheoryDocument1 pageTubular Eddy Current Testing: TheoryCepi Sindang KamulanNo ratings yet
- Alternating Current Field MeasurementDocument22 pagesAlternating Current Field Measurementabhi100% (2)
- Physics Project Metal Detector Class 12 BoardsDocument11 pagesPhysics Project Metal Detector Class 12 Boardsaditya agarwal100% (2)
- Eddy Current InspectionDocument34 pagesEddy Current InspectionAlishia LoshNo ratings yet
- Corrosion, or Defects Such As Porosity and CracksDocument12 pagesCorrosion, or Defects Such As Porosity and CracksZahir Rayhan JhonNo ratings yet
- Introduction SlideDocument24 pagesIntroduction SlideShuguta LatiNo ratings yet
- Intro To Eddy CurrentDocument61 pagesIntro To Eddy Currentrealneil_1No ratings yet
- Experimental Investigation On Anode Spots and Anode Plumes in High-Current Vacuum Arc Under Different Contact MaterialsDocument8 pagesExperimental Investigation On Anode Spots and Anode Plumes in High-Current Vacuum Arc Under Different Contact Materialsahmedmagdy161992No ratings yet
- Eddy CurrentDocument37 pagesEddy CurrentDmitry MaystrukNo ratings yet
- Eddy Current Testing-1Document8 pagesEddy Current Testing-1hyder_khan74No ratings yet
- Cathode Spot Motion in High-Current Vacuum Arcs Under Self-Generated Azimuthal and Applied Axial Magnetic Fields 1984Document15 pagesCathode Spot Motion in High-Current Vacuum Arcs Under Self-Generated Azimuthal and Applied Axial Magnetic Fields 1984ahmedmagdy161992No ratings yet
- The American Electro Magnetic Telegraph: With the Reports of Congress, and a Description of All Telegraphs Known, Employing Electricity or GalvanismFrom EverandThe American Electro Magnetic Telegraph: With the Reports of Congress, and a Description of All Telegraphs Known, Employing Electricity or GalvanismNo ratings yet
- Welding and Fabrication Influence On Stress Corrosion CrackingDocument9 pagesWelding and Fabrication Influence On Stress Corrosion Crackingmp87_ingNo ratings yet
- Disha CDS Solved PaperDocument240 pagesDisha CDS Solved PaperKumkum SharmaNo ratings yet
- Powtek Pneumatic VibratorDocument8 pagesPowtek Pneumatic VibratorJesus LeNo ratings yet
- Controlador de Temperatura OmronDocument2 pagesControlador de Temperatura OmronJhonatan BaezNo ratings yet
- Air Gas Handling SolutionsDocument12 pagesAir Gas Handling Solutionsjmayor100% (1)
- Our Health and Safety ProgramsDocument5 pagesOur Health and Safety Programslebron JamesNo ratings yet
- Experiment FT1: Measurement of Dielectric Constant Name: - ID: - 1. ObjectiveDocument7 pagesExperiment FT1: Measurement of Dielectric Constant Name: - ID: - 1. ObjectiveMostafa El SayedNo ratings yet
- ENGINEERING PHYSICS Problem Set 1 - MidtermDocument2 pagesENGINEERING PHYSICS Problem Set 1 - MidtermShieNo ratings yet
- Zamil Process Equipment Company Ltd.Document17 pagesZamil Process Equipment Company Ltd.Skorpio KonstelacioNo ratings yet
- Investigations On Fluid Friction of Rotational Disks With Andwithout Modified Outlet Sections in Real Centrifugal Pump CasingsDocument9 pagesInvestigations On Fluid Friction of Rotational Disks With Andwithout Modified Outlet Sections in Real Centrifugal Pump CasingsAmanda KellyNo ratings yet
- A Performance Study For Representative Natural Gas Liquid (NGL) Recovery Processes Under Various Feed ConditionsDocument2 pagesA Performance Study For Representative Natural Gas Liquid (NGL) Recovery Processes Under Various Feed Conditionsfery662002No ratings yet
- Ils ExamDocument36 pagesIls ExamzsifyounusNo ratings yet
- Fundamentals of Mass Transfer PDFDocument3 pagesFundamentals of Mass Transfer PDFManju MsvNo ratings yet
- AerodynamicDocument97 pagesAerodynamicSathish SelvamNo ratings yet
- Ref Metallo RotorDocument8 pagesRef Metallo Rotorabet_singkong8930No ratings yet
- Architectural Drawing: Floor PlanningDocument28 pagesArchitectural Drawing: Floor PlanningfcharafNo ratings yet
- HydrocarbonEngineering October 2015 PreviewDocument22 pagesHydrocarbonEngineering October 2015 PreviewmnasiroleslamiNo ratings yet
- SCAQMD Method 3.1Document27 pagesSCAQMD Method 3.1Jonathan Aviso MendozaNo ratings yet
- Class Application Status Company NameDocument96 pagesClass Application Status Company Namechang0% (1)
- RRM-Day 1Document18 pagesRRM-Day 1Ronaky123456No ratings yet
- Qaz36 522 109Document4 pagesQaz36 522 109leonataxNo ratings yet
- UntitledDocument8 pagesUntitledI Putu Satyena PandeNo ratings yet
- Brosur SM-KS3Document2 pagesBrosur SM-KS3Tio 27No ratings yet
- Isoqar Iso 50001 Gap AnalysisDocument19 pagesIsoqar Iso 50001 Gap AnalysisAyman AliNo ratings yet
- Naxtra-Xabo 2010 GBDocument6 pagesNaxtra-Xabo 2010 GBjosel213No ratings yet
- Wärtsilä 32 Guia Producto - 2010Document192 pagesWärtsilä 32 Guia Producto - 2010Marco CambeiroaNo ratings yet
- (Special) - Color - Table of CorrespondencesDocument29 pages(Special) - Color - Table of Correspondencesirispopescu100% (1)





















































































Download as pdf or txt
You might also like
- Basic Principles of Eddy Current InspectionDocument58 pagesBasic Principles of Eddy Current Inspectiondavid eduardo arteaga faubla100% (1)
- Remote Field TestingDocument8 pagesRemote Field TestingEngr Arfan Ali DhamrahoNo ratings yet
- TUBE INSPECTION by RFETDocument8 pagesTUBE INSPECTION by RFETTusar Kole100% (1)
- Intro To Eddy Current (1) by Raj Deep GuptaDocument51 pagesIntro To Eddy Current (1) by Raj Deep GuptaRajdeep Gupta50% (2)
- 5 Ver 2 Remote Field Eddy Current TestingDocument7 pages5 Ver 2 Remote Field Eddy Current TestingMuhammad Zariq0% (1)
- 3.06 10K EK Quad BOP PDFDocument25 pages3.06 10K EK Quad BOP PDFJose Leonardo Materano Perozo100% (1)
- Dynamic Model of A Scrubber Using Aspen PlusDocument11 pagesDynamic Model of A Scrubber Using Aspen PluschetanNo ratings yet
- Physics of Eddy Current-An IntroductionDocument49 pagesPhysics of Eddy Current-An IntroductionCharlie Chong75% (4)
- Remote Field TestingDocument8 pagesRemote Field TestingthinhlvtNo ratings yet
- NDT Remote Field TestingDocument7 pagesNDT Remote Field TestingKha MnNo ratings yet
- Remote Field TestingDocument6 pagesRemote Field TestingPradeep Kumar BowmarajuNo ratings yet
- Eddy Current IntroductionDocument21 pagesEddy Current IntroductionTerfaia NadjatNo ratings yet
- Eddy-Current Testing - Wikipedia PDFDocument5 pagesEddy-Current Testing - Wikipedia PDFVysakh VasudevanNo ratings yet
- Basic Principles of Eddy Current InspectionDocument16 pagesBasic Principles of Eddy Current InspectionSiphesihle NkosiNo ratings yet
- Lec 10 - EDDY CURRENT TestingDocument30 pagesLec 10 - EDDY CURRENT TestingViona ArgarethaNo ratings yet
- Electromagnetictesting Eddycurrentin Brief: 2014-December My Asnt Level Iii Pre-Exam Preparatory Self Study Notes 外围学习中Document23 pagesElectromagnetictesting Eddycurrentin Brief: 2014-December My Asnt Level Iii Pre-Exam Preparatory Self Study Notes 外围学习中safeer ahmadNo ratings yet
- NDT Eddy CurrentsDocument13 pagesNDT Eddy Currentsyashwant verma100% (1)
- Non-Destructive Testing in The Offshore Industry: 30 May 2015 6 June 2015Document89 pagesNon-Destructive Testing in The Offshore Industry: 30 May 2015 6 June 2015Miruna ClinciuNo ratings yet
- Development of An Electronic Instrument For Eddy Current TestingDocument9 pagesDevelopment of An Electronic Instrument For Eddy Current TestingsafaaNo ratings yet
- Eddy Current InspectionDocument23 pagesEddy Current InspectionDr. Akshay JainNo ratings yet
- Eddy Current Testing: Presented To: Dr. Abhishek Kumar Presented By: Shivendra Kumar (2016MT06)Document18 pagesEddy Current Testing: Presented To: Dr. Abhishek Kumar Presented By: Shivendra Kumar (2016MT06)Shivam YadavNo ratings yet
- Module 4 PDFDocument72 pagesModule 4 PDFMACLIN JOHN VASANTH KNo ratings yet
- Dhanalakshmi Srinivasan Engineering College, Perambalur Department of Mechanical Engineering Me8097 / Non-Destructive Testing and Evaluation Question Bank - 2 Marks & 16 MarksDocument11 pagesDhanalakshmi Srinivasan Engineering College, Perambalur Department of Mechanical Engineering Me8097 / Non-Destructive Testing and Evaluation Question Bank - 2 Marks & 16 MarksRAJESH. RNo ratings yet
- Science Behind Eddy Current and Remote Field Testing Condenser and Heat Exchanger TubingDocument6 pagesScience Behind Eddy Current and Remote Field Testing Condenser and Heat Exchanger Tubingantant3052No ratings yet
- Eddy Current Inspection: UNIT-5Document65 pagesEddy Current Inspection: UNIT-5Pratap KumarNo ratings yet
- Electromagnetic Testing-ASNT Level III S PDFDocument514 pagesElectromagnetic Testing-ASNT Level III S PDFRicardo Huanca Trejo100% (1)
- Ect SurfaceDocument3 pagesEct SurfaceTrung Tinh HoNo ratings yet
- Basic Principles of Eddy Current InspectionDocument67 pagesBasic Principles of Eddy Current InspectionKhepa BabaNo ratings yet
- NDT PresentationDocument6 pagesNDT PresentationBighneswar PatraNo ratings yet
- A Seminar ON: Eddy Current Testing (Ect)Document26 pagesA Seminar ON: Eddy Current Testing (Ect)Youngmin ParkNo ratings yet
- MFL Compendium 002Document59 pagesMFL Compendium 002kingston67% (3)
- An Introduction: Eddycurrent Testing Pa Rt-2 O F 2Document237 pagesAn Introduction: Eddycurrent Testing Pa Rt-2 O F 2safeer ahmadNo ratings yet
- U2 - Eddy Current InspectionDocument73 pagesU2 - Eddy Current InspectionSuraj B SNo ratings yet
- Electromagnetic Testing-Eddy Current-Equipment Methods and ApplicationsDocument113 pagesElectromagnetic Testing-Eddy Current-Equipment Methods and ApplicationsMirza Safeer AhmadNo ratings yet
- Basic Principles of Eddy Current Inspection PDFDocument58 pagesBasic Principles of Eddy Current Inspection PDFaztec20100% (4)
- Why RFT Testing Is Crucial in Ferromagnetic Tubes InspectionDocument6 pagesWhy RFT Testing Is Crucial in Ferromagnetic Tubes InspectionjackNo ratings yet
- NDT Eddy Current Testing ModuleDocument67 pagesNDT Eddy Current Testing Moduleyashwant vermaNo ratings yet
- 7.1.eddy Current Testing-Part-1Document15 pages7.1.eddy Current Testing-Part-1Mohanad AlmalahNo ratings yet
- Non Destructive Testing and Materials ME6019Document27 pagesNon Destructive Testing and Materials ME6019MECHANICAL SMCETNo ratings yet
- EC Test StudentDocument27 pagesEC Test StudentCan BilgeNo ratings yet
- Eet 203 Measurements and Instrumentation Module IVDocument26 pagesEet 203 Measurements and Instrumentation Module IVdevil jattNo ratings yet
- Basics of ETDocument61 pagesBasics of ETDineshNo ratings yet
- Introduction To Eddy Current TestingDocument113 pagesIntroduction To Eddy Current TestingRanendraNo ratings yet
- Monel PDFDocument5 pagesMonel PDFReadersmoNo ratings yet
- Electromagnetic Testing Non-DestructiveDocument161 pagesElectromagnetic Testing Non-Destructivepreyesh100% (1)
- Eddy Current TheoryDocument5 pagesEddy Current TheorypondpakkaNo ratings yet
- Tubular Eddy Current Testing: TheoryDocument1 pageTubular Eddy Current Testing: TheoryCepi Sindang KamulanNo ratings yet
- Alternating Current Field MeasurementDocument22 pagesAlternating Current Field Measurementabhi100% (2)
- Physics Project Metal Detector Class 12 BoardsDocument11 pagesPhysics Project Metal Detector Class 12 Boardsaditya agarwal100% (2)
- Eddy Current InspectionDocument34 pagesEddy Current InspectionAlishia LoshNo ratings yet
- Corrosion, or Defects Such As Porosity and CracksDocument12 pagesCorrosion, or Defects Such As Porosity and CracksZahir Rayhan JhonNo ratings yet
- Introduction SlideDocument24 pagesIntroduction SlideShuguta LatiNo ratings yet
- Intro To Eddy CurrentDocument61 pagesIntro To Eddy Currentrealneil_1No ratings yet
- Experimental Investigation On Anode Spots and Anode Plumes in High-Current Vacuum Arc Under Different Contact MaterialsDocument8 pagesExperimental Investigation On Anode Spots and Anode Plumes in High-Current Vacuum Arc Under Different Contact Materialsahmedmagdy161992No ratings yet
- Eddy CurrentDocument37 pagesEddy CurrentDmitry MaystrukNo ratings yet
- Eddy Current Testing-1Document8 pagesEddy Current Testing-1hyder_khan74No ratings yet
- Cathode Spot Motion in High-Current Vacuum Arcs Under Self-Generated Azimuthal and Applied Axial Magnetic Fields 1984Document15 pagesCathode Spot Motion in High-Current Vacuum Arcs Under Self-Generated Azimuthal and Applied Axial Magnetic Fields 1984ahmedmagdy161992No ratings yet
- The American Electro Magnetic Telegraph: With the Reports of Congress, and a Description of All Telegraphs Known, Employing Electricity or GalvanismFrom EverandThe American Electro Magnetic Telegraph: With the Reports of Congress, and a Description of All Telegraphs Known, Employing Electricity or GalvanismNo ratings yet
- Welding and Fabrication Influence On Stress Corrosion CrackingDocument9 pagesWelding and Fabrication Influence On Stress Corrosion Crackingmp87_ingNo ratings yet
- Disha CDS Solved PaperDocument240 pagesDisha CDS Solved PaperKumkum SharmaNo ratings yet
- Powtek Pneumatic VibratorDocument8 pagesPowtek Pneumatic VibratorJesus LeNo ratings yet
- Controlador de Temperatura OmronDocument2 pagesControlador de Temperatura OmronJhonatan BaezNo ratings yet
- Air Gas Handling SolutionsDocument12 pagesAir Gas Handling Solutionsjmayor100% (1)
- Our Health and Safety ProgramsDocument5 pagesOur Health and Safety Programslebron JamesNo ratings yet
- Experiment FT1: Measurement of Dielectric Constant Name: - ID: - 1. ObjectiveDocument7 pagesExperiment FT1: Measurement of Dielectric Constant Name: - ID: - 1. ObjectiveMostafa El SayedNo ratings yet
- ENGINEERING PHYSICS Problem Set 1 - MidtermDocument2 pagesENGINEERING PHYSICS Problem Set 1 - MidtermShieNo ratings yet
- Zamil Process Equipment Company Ltd.Document17 pagesZamil Process Equipment Company Ltd.Skorpio KonstelacioNo ratings yet
- Investigations On Fluid Friction of Rotational Disks With Andwithout Modified Outlet Sections in Real Centrifugal Pump CasingsDocument9 pagesInvestigations On Fluid Friction of Rotational Disks With Andwithout Modified Outlet Sections in Real Centrifugal Pump CasingsAmanda KellyNo ratings yet
- A Performance Study For Representative Natural Gas Liquid (NGL) Recovery Processes Under Various Feed ConditionsDocument2 pagesA Performance Study For Representative Natural Gas Liquid (NGL) Recovery Processes Under Various Feed Conditionsfery662002No ratings yet
- Ils ExamDocument36 pagesIls ExamzsifyounusNo ratings yet
- Fundamentals of Mass Transfer PDFDocument3 pagesFundamentals of Mass Transfer PDFManju MsvNo ratings yet
- AerodynamicDocument97 pagesAerodynamicSathish SelvamNo ratings yet
- Ref Metallo RotorDocument8 pagesRef Metallo Rotorabet_singkong8930No ratings yet
- Architectural Drawing: Floor PlanningDocument28 pagesArchitectural Drawing: Floor PlanningfcharafNo ratings yet
- HydrocarbonEngineering October 2015 PreviewDocument22 pagesHydrocarbonEngineering October 2015 PreviewmnasiroleslamiNo ratings yet
- SCAQMD Method 3.1Document27 pagesSCAQMD Method 3.1Jonathan Aviso MendozaNo ratings yet
- Class Application Status Company NameDocument96 pagesClass Application Status Company Namechang0% (1)
- RRM-Day 1Document18 pagesRRM-Day 1Ronaky123456No ratings yet
- Qaz36 522 109Document4 pagesQaz36 522 109leonataxNo ratings yet
- UntitledDocument8 pagesUntitledI Putu Satyena PandeNo ratings yet
- Brosur SM-KS3Document2 pagesBrosur SM-KS3Tio 27No ratings yet
- Isoqar Iso 50001 Gap AnalysisDocument19 pagesIsoqar Iso 50001 Gap AnalysisAyman AliNo ratings yet
- Naxtra-Xabo 2010 GBDocument6 pagesNaxtra-Xabo 2010 GBjosel213No ratings yet
- Wärtsilä 32 Guia Producto - 2010Document192 pagesWärtsilä 32 Guia Producto - 2010Marco CambeiroaNo ratings yet
- (Special) - Color - Table of CorrespondencesDocument29 pages(Special) - Color - Table of Correspondencesirispopescu100% (1)