
ROP Stockout Note
ROP Stockout Note
You might also like
- Groebner Tif Ch03Document27 pagesGroebner Tif Ch03luqman078No ratings yet
- Using Econometrics A Practical Guide 6th Edition Studenmund Solutions ManualDocument11 pagesUsing Econometrics A Practical Guide 6th Edition Studenmund Solutions ManualDebraChambersrimbo100% (21)
- Advanced Portfolio Management: A Quant's Guide for Fundamental InvestorsFrom EverandAdvanced Portfolio Management: A Quant's Guide for Fundamental InvestorsNo ratings yet
- Crack The Code - Safety StockDocument4 pagesCrack The Code - Safety Stocketernal_rhymes6972No ratings yet
- Safety Stock Calculation APICSDocument4 pagesSafety Stock Calculation APICSNeeraj Srivastava100% (3)
- Steel Works Case: TM TMDocument10 pagesSteel Works Case: TM TMAshish ThindNo ratings yet
- Safety Stock Planning-2 PDFDocument30 pagesSafety Stock Planning-2 PDFlearnoracle19No ratings yet
- Descrptive Statistics and The Normal Curve - EDDocument7 pagesDescrptive Statistics and The Normal Curve - EDNabilah NasirNo ratings yet
- Inventory Part 2Document12 pagesInventory Part 2Ishu BhaliaNo ratings yet
- Inventory Mangement - Final PartDocument25 pagesInventory Mangement - Final PartMostafa Salah ElmokademNo ratings yet
- Safety Stocks FinalDocument44 pagesSafety Stocks FinalSangeeth BhoopaalanNo ratings yet
- OM Quiz 2 SheetDocument4 pagesOM Quiz 2 SheetSumit LokhandeNo ratings yet
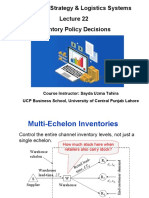
- Logistics Strategy & Logistics Systems Inventory Policy DecisionsDocument26 pagesLogistics Strategy & Logistics Systems Inventory Policy DecisionsGhulam AliNo ratings yet
- Scma 444 - Exam 2 Cheat SheetDocument2 pagesScma 444 - Exam 2 Cheat SheetAshley PoppenNo ratings yet
- Chap 12 Inventory ManagementDocument25 pagesChap 12 Inventory Managementapi-3827845100% (2)
- Inventory Management SLADocument15 pagesInventory Management SLAmahnoorNo ratings yet
- CHAPTER12Document1 pageCHAPTER12Majid KhanNo ratings yet
- Corporate Finance European Edition 2nd Edition Hillier Solutions ManualDocument30 pagesCorporate Finance European Edition 2nd Edition Hillier Solutions Manualthuyhai3a656100% (32)
- Steel Works CaseDocument10 pagesSteel Works Casem_khuaja100% (1)
- Fin320 Investments and Security Markets Spring 2017Document3 pagesFin320 Investments and Security Markets Spring 2017DoreenNo ratings yet
- Managing Inventory Throughout The Supply ChainDocument52 pagesManaging Inventory Throughout The Supply ChainJaishree VyasNo ratings yet
- Planning and Managing InventoriesDocument12 pagesPlanning and Managing InventoriesVenkata AkhilNo ratings yet
- Evans - Analytics2e - PPT - SC BDocument39 pagesEvans - Analytics2e - PPT - SC Bsener.asliNo ratings yet
- Managing Business Process Flows 3rd Edition Anupindi Solutions ManualDocument10 pagesManaging Business Process Flows 3rd Edition Anupindi Solutions Manualoutscoutumbellar.2e8na100% (23)
- Inventory Management: Some Terms and DefinitionsDocument6 pagesInventory Management: Some Terms and DefinitionsRaj ChauhanNo ratings yet
- Determining The Optimal Level of Service (Product Availability)Document2 pagesDetermining The Optimal Level of Service (Product Availability)Deepankar Shree GyanNo ratings yet
- Drawdown Constraints and Portfolio Optimization: Marcus DavidssonDocument13 pagesDrawdown Constraints and Portfolio Optimization: Marcus Davidssondeepblue004No ratings yet
- Beleggingsbestuur 254 / Investment Management 254: Ekstra Oefeninge / Extra Exercises Hoofstuk 6 / Chapter 6Document2 pagesBeleggingsbestuur 254 / Investment Management 254: Ekstra Oefeninge / Extra Exercises Hoofstuk 6 / Chapter 6Cole WallaceNo ratings yet
- Lecturing 5 Eoq and RopDocument8 pagesLecturing 5 Eoq and RopJohn StephensNo ratings yet
- The Basic Economic Order Quantity ModelDocument13 pagesThe Basic Economic Order Quantity ModelRichardson HolderNo ratings yet
- OSM Notes PDFDocument24 pagesOSM Notes PDFGodsonNo ratings yet
- JIT and Lean Operations: Iscussion UestionsDocument4 pagesJIT and Lean Operations: Iscussion UestionssebastianNo ratings yet
- Chapter 11-Without AggregationDocument42 pagesChapter 11-Without AggregationMayank PrakashNo ratings yet
- Probabilistic Models and Safety StockDocument5 pagesProbabilistic Models and Safety Stockzawminnoo112779No ratings yet
- Transportation & Distribution Planning: Inventory Strategy & ManagementDocument37 pagesTransportation & Distribution Planning: Inventory Strategy & ManagementMaha RasheedNo ratings yet
- 6 Week 3. Fama-French and The Cross Section of Stock Returns - Detailed NotesDocument37 pages6 Week 3. Fama-French and The Cross Section of Stock Returns - Detailed NotesdmavodoNo ratings yet
- 10 1002-Nav 21941Document39 pages10 1002-Nav 21941Charisma Rahmat PamungkasNo ratings yet
- Prob ModelDocument53 pagesProb ModelRastra Arif PradanaNo ratings yet
- Ch16 262-266Document5 pagesCh16 262-266Sajid AliNo ratings yet
- Adca / Mca (Ii Year) Term-End Examination June, 2OO7 Cs-51: Operations ResearchDocument8 pagesAdca / Mca (Ii Year) Term-End Examination June, 2OO7 Cs-51: Operations ResearchamritanshuuNo ratings yet
- Markowitz ModelDocument11 pagesMarkowitz ModelAdityaNo ratings yet
- Soa All Apm Exams for Qfic Fall 2014 副本Document147 pagesSoa All Apm Exams for Qfic Fall 2014 副本cnmouldplasticNo ratings yet
- Efficient DiversificationDocument40 pagesEfficient DiversificationKoon Sing ChanNo ratings yet
- Module - 4a - Risk and ReturnDocument27 pagesModule - 4a - Risk and ReturnGourav ParidaNo ratings yet
- ConsolidationsDocument6 pagesConsolidationsEvarist Lema MemberNo ratings yet
- Supper Ch7 Individual Items With Probabilistic DemandDocument21 pagesSupper Ch7 Individual Items With Probabilistic DemandNataly GrekhovaNo ratings yet
- Supply Chain InventoryDocument6 pagesSupply Chain InventoryphpkidNo ratings yet
- Ushtrime Te ZgjidhuraDocument16 pagesUshtrime Te ZgjidhuraDenisa Allushaj Kuqari100% (4)
- The Mosaic of Stock Analysis Part 4: DCF AnalysisDocument51 pagesThe Mosaic of Stock Analysis Part 4: DCF AnalysisdjmphdNo ratings yet
- Batch 2 SCM Assignment PresentationDocument14 pagesBatch 2 SCM Assignment Presentation18M108 - ARAVINTH ENo ratings yet
- Chapter 8Document7 pagesChapter 8BobNo ratings yet
- MSE - UNIT - 3 (1) .PPTMDocument23 pagesMSE - UNIT - 3 (1) .PPTMJoel ChittiproluNo ratings yet
- SOA-All-COURSE-8V-Exams-For-QFIC-Fall-2014 - 副本Document85 pagesSOA-All-COURSE-8V-Exams-For-QFIC-Fall-2014 - 副本cnmouldplasticNo ratings yet
- Safety Inventory: P.Chandiran, LIBADocument42 pagesSafety Inventory: P.Chandiran, LIBAHammad AhmedNo ratings yet
- 2011 - 1st ExamDocument10 pages2011 - 1st ExamcataNo ratings yet
- 17 Safety InventoryDocument47 pages17 Safety Inventorymishrakanchan 2396No ratings yet
- Part A Market Risk 1200 Words 40 Marks: ApplicationDocument5 pagesPart A Market Risk 1200 Words 40 Marks: Applicationsikha sonaliNo ratings yet
- Compilation of The Literature ReviewDocument2 pagesCompilation of The Literature Reviewgabriel chinechenduNo ratings yet
- Unit 2 Management of Conversion System Chapter 10: Inventory Management Lesson 32Document19 pagesUnit 2 Management of Conversion System Chapter 10: Inventory Management Lesson 32muneerppNo ratings yet
- RMontoya SolutaDocument21 pagesRMontoya SolutaTy Best CoonNo ratings yet
- Risk Premium & Management - an Asian Direct Real Estate (Dre) PerspectiveFrom EverandRisk Premium & Management - an Asian Direct Real Estate (Dre) PerspectiveNo ratings yet
- Financial Risk Management: Applications in Market, Credit, Asset and Liability Management and Firmwide RiskFrom EverandFinancial Risk Management: Applications in Market, Credit, Asset and Liability Management and Firmwide RiskNo ratings yet
- Trendsetter S Two RoadsDocument16 pagesTrendsetter S Two Roadsরাফিউল রিয়াজ অমিNo ratings yet
- Adjusted Present Value (APV)Document17 pagesAdjusted Present Value (APV)রাফিউল রিয়াজ অমিNo ratings yet
- FCFF Calculation 16.05.2022Document5 pagesFCFF Calculation 16.05.2022রাফিউল রিয়াজ অমিNo ratings yet
- Project ChittagongDocument1 pageProject Chittagongরাফিউল রিয়াজ অমিNo ratings yet
- Block-3 Normal DistributionDocument108 pagesBlock-3 Normal DistributionAbhishek TyagiNo ratings yet
- GIS Based Analysis On Walkability of Commercial Streets at Continuing Growth Stages - EditedDocument11 pagesGIS Based Analysis On Walkability of Commercial Streets at Continuing Growth Stages - EditedemmanuelNo ratings yet
- Vineland Adaptive Behavior Scales: IcaboneDocument17 pagesVineland Adaptive Behavior Scales: Icabonerahmah.hayya00No ratings yet
- Final Reviewer MMW 1Document1 pageFinal Reviewer MMW 1Janine Rose MendozaNo ratings yet
- Mathematics and Technology Integrated Education in MalaysiaDocument7 pagesMathematics and Technology Integrated Education in MalaysiaLetharic 07No ratings yet
- Subjective QuestionsDocument8 pagesSubjective QuestionsKeerthan kNo ratings yet
- CH03 - 2021 2022 Sem 1Document83 pagesCH03 - 2021 2022 Sem 1Mathew Chong Vui KitNo ratings yet
- Measures of Relative PositionDocument18 pagesMeasures of Relative PositionEdesa Jarabejo100% (1)
- Stat and Prob Q3 Week 5 Mod5 Carla CatherineDocument20 pagesStat and Prob Q3 Week 5 Mod5 Carla CatherineCharlene Binasahan100% (2)
- TTCT InterpMOD.2018Document16 pagesTTCT InterpMOD.2018Irini KelesidouNo ratings yet
- CCSBS) : CSBS DP Infant-Toddler ChecklistDocument3 pagesCCSBS) : CSBS DP Infant-Toddler Checklistİpek OMURNo ratings yet
- APQP Process Capability and Control Webinar 7JAN2020 PPDocument78 pagesAPQP Process Capability and Control Webinar 7JAN2020 PPMoti Ben-ZurNo ratings yet
- Skewness and The MeanDocument5 pagesSkewness and The MeanFrederick PatacsilNo ratings yet
- REVTRA Psychological Services: Name: - DateDocument12 pagesREVTRA Psychological Services: Name: - Datejacquiline kiwas100% (1)
- Statistics For Management - 1Document43 pagesStatistics For Management - 1Nandhini P Asst.Prof/MBANo ratings yet
- M1112SP IIIc 4Document3 pagesM1112SP IIIc 4Aljon Domingo TabuadaNo ratings yet
- Normal Probability DistributionsDocument61 pagesNormal Probability DistributionsJuliana Marie RarasNo ratings yet
- Grasmick, Bursik, Cochran - 1991 - Render Unto Caesar What Is Caesar's Religiosity and Taxpayers' Inclination To Cheat - The SociologicaDocument16 pagesGrasmick, Bursik, Cochran - 1991 - Render Unto Caesar What Is Caesar's Religiosity and Taxpayers' Inclination To Cheat - The SociologicaLuisNo ratings yet
- Analysis Interpretation and Use of Test DataDocument50 pagesAnalysis Interpretation and Use of Test DataJayson EsperanzaNo ratings yet
- Midterm Exam in Stat and Prob (2018-2019)Document5 pagesMidterm Exam in Stat and Prob (2018-2019)Michelle Ann RamosNo ratings yet
- Psychological Assessment RationalizationDocument7 pagesPsychological Assessment RationalizationFLORLYN VERALNo ratings yet
- EUROLAB Cook Book - Doc No 17 Interlaboratory Comparison - The Views of Laboratories - Rev. 2017Document3 pagesEUROLAB Cook Book - Doc No 17 Interlaboratory Comparison - The Views of Laboratories - Rev. 2017Pataki SandorNo ratings yet
- Use Z-Test and T-TestDocument6 pagesUse Z-Test and T-TestLiza TamargoNo ratings yet
- LAPD ManualDocument125 pagesLAPD ManualNikolayNo ratings yet
- Basic Statistics For Researchers PDFDocument86 pagesBasic Statistics For Researchers PDFS. ShanmugasundaramNo ratings yet
- Rationalization of The 2nd Pretest in CE1Document53 pagesRationalization of The 2nd Pretest in CE1Gemmalyn OrbelloNo ratings yet
- Fs 1 DocumentsDocument5 pagesFs 1 DocumentsJeallea S. AenlleNo ratings yet




























































































Download as pdf or txt
You might also like
- Groebner Tif Ch03Document27 pagesGroebner Tif Ch03luqman078No ratings yet
- Using Econometrics A Practical Guide 6th Edition Studenmund Solutions ManualDocument11 pagesUsing Econometrics A Practical Guide 6th Edition Studenmund Solutions ManualDebraChambersrimbo100% (21)
- Advanced Portfolio Management: A Quant's Guide for Fundamental InvestorsFrom EverandAdvanced Portfolio Management: A Quant's Guide for Fundamental InvestorsNo ratings yet
- Crack The Code - Safety StockDocument4 pagesCrack The Code - Safety Stocketernal_rhymes6972No ratings yet
- Safety Stock Calculation APICSDocument4 pagesSafety Stock Calculation APICSNeeraj Srivastava100% (3)
- Steel Works Case: TM TMDocument10 pagesSteel Works Case: TM TMAshish ThindNo ratings yet
- Safety Stock Planning-2 PDFDocument30 pagesSafety Stock Planning-2 PDFlearnoracle19No ratings yet
- Descrptive Statistics and The Normal Curve - EDDocument7 pagesDescrptive Statistics and The Normal Curve - EDNabilah NasirNo ratings yet
- Inventory Part 2Document12 pagesInventory Part 2Ishu BhaliaNo ratings yet
- Inventory Mangement - Final PartDocument25 pagesInventory Mangement - Final PartMostafa Salah ElmokademNo ratings yet
- Safety Stocks FinalDocument44 pagesSafety Stocks FinalSangeeth BhoopaalanNo ratings yet
- OM Quiz 2 SheetDocument4 pagesOM Quiz 2 SheetSumit LokhandeNo ratings yet
- Logistics Strategy & Logistics Systems Inventory Policy DecisionsDocument26 pagesLogistics Strategy & Logistics Systems Inventory Policy DecisionsGhulam AliNo ratings yet
- Scma 444 - Exam 2 Cheat SheetDocument2 pagesScma 444 - Exam 2 Cheat SheetAshley PoppenNo ratings yet
- Chap 12 Inventory ManagementDocument25 pagesChap 12 Inventory Managementapi-3827845100% (2)
- Inventory Management SLADocument15 pagesInventory Management SLAmahnoorNo ratings yet
- CHAPTER12Document1 pageCHAPTER12Majid KhanNo ratings yet
- Corporate Finance European Edition 2nd Edition Hillier Solutions ManualDocument30 pagesCorporate Finance European Edition 2nd Edition Hillier Solutions Manualthuyhai3a656100% (32)
- Steel Works CaseDocument10 pagesSteel Works Casem_khuaja100% (1)
- Fin320 Investments and Security Markets Spring 2017Document3 pagesFin320 Investments and Security Markets Spring 2017DoreenNo ratings yet
- Managing Inventory Throughout The Supply ChainDocument52 pagesManaging Inventory Throughout The Supply ChainJaishree VyasNo ratings yet
- Planning and Managing InventoriesDocument12 pagesPlanning and Managing InventoriesVenkata AkhilNo ratings yet
- Evans - Analytics2e - PPT - SC BDocument39 pagesEvans - Analytics2e - PPT - SC Bsener.asliNo ratings yet
- Managing Business Process Flows 3rd Edition Anupindi Solutions ManualDocument10 pagesManaging Business Process Flows 3rd Edition Anupindi Solutions Manualoutscoutumbellar.2e8na100% (23)
- Inventory Management: Some Terms and DefinitionsDocument6 pagesInventory Management: Some Terms and DefinitionsRaj ChauhanNo ratings yet
- Determining The Optimal Level of Service (Product Availability)Document2 pagesDetermining The Optimal Level of Service (Product Availability)Deepankar Shree GyanNo ratings yet
- Drawdown Constraints and Portfolio Optimization: Marcus DavidssonDocument13 pagesDrawdown Constraints and Portfolio Optimization: Marcus Davidssondeepblue004No ratings yet
- Beleggingsbestuur 254 / Investment Management 254: Ekstra Oefeninge / Extra Exercises Hoofstuk 6 / Chapter 6Document2 pagesBeleggingsbestuur 254 / Investment Management 254: Ekstra Oefeninge / Extra Exercises Hoofstuk 6 / Chapter 6Cole WallaceNo ratings yet
- Lecturing 5 Eoq and RopDocument8 pagesLecturing 5 Eoq and RopJohn StephensNo ratings yet
- The Basic Economic Order Quantity ModelDocument13 pagesThe Basic Economic Order Quantity ModelRichardson HolderNo ratings yet
- OSM Notes PDFDocument24 pagesOSM Notes PDFGodsonNo ratings yet
- JIT and Lean Operations: Iscussion UestionsDocument4 pagesJIT and Lean Operations: Iscussion UestionssebastianNo ratings yet
- Chapter 11-Without AggregationDocument42 pagesChapter 11-Without AggregationMayank PrakashNo ratings yet
- Probabilistic Models and Safety StockDocument5 pagesProbabilistic Models and Safety Stockzawminnoo112779No ratings yet
- Transportation & Distribution Planning: Inventory Strategy & ManagementDocument37 pagesTransportation & Distribution Planning: Inventory Strategy & ManagementMaha RasheedNo ratings yet
- 6 Week 3. Fama-French and The Cross Section of Stock Returns - Detailed NotesDocument37 pages6 Week 3. Fama-French and The Cross Section of Stock Returns - Detailed NotesdmavodoNo ratings yet
- 10 1002-Nav 21941Document39 pages10 1002-Nav 21941Charisma Rahmat PamungkasNo ratings yet
- Prob ModelDocument53 pagesProb ModelRastra Arif PradanaNo ratings yet
- Ch16 262-266Document5 pagesCh16 262-266Sajid AliNo ratings yet
- Adca / Mca (Ii Year) Term-End Examination June, 2OO7 Cs-51: Operations ResearchDocument8 pagesAdca / Mca (Ii Year) Term-End Examination June, 2OO7 Cs-51: Operations ResearchamritanshuuNo ratings yet
- Markowitz ModelDocument11 pagesMarkowitz ModelAdityaNo ratings yet
- Soa All Apm Exams for Qfic Fall 2014 副本Document147 pagesSoa All Apm Exams for Qfic Fall 2014 副本cnmouldplasticNo ratings yet
- Efficient DiversificationDocument40 pagesEfficient DiversificationKoon Sing ChanNo ratings yet
- Module - 4a - Risk and ReturnDocument27 pagesModule - 4a - Risk and ReturnGourav ParidaNo ratings yet
- ConsolidationsDocument6 pagesConsolidationsEvarist Lema MemberNo ratings yet
- Supper Ch7 Individual Items With Probabilistic DemandDocument21 pagesSupper Ch7 Individual Items With Probabilistic DemandNataly GrekhovaNo ratings yet
- Supply Chain InventoryDocument6 pagesSupply Chain InventoryphpkidNo ratings yet
- Ushtrime Te ZgjidhuraDocument16 pagesUshtrime Te ZgjidhuraDenisa Allushaj Kuqari100% (4)
- The Mosaic of Stock Analysis Part 4: DCF AnalysisDocument51 pagesThe Mosaic of Stock Analysis Part 4: DCF AnalysisdjmphdNo ratings yet
- Batch 2 SCM Assignment PresentationDocument14 pagesBatch 2 SCM Assignment Presentation18M108 - ARAVINTH ENo ratings yet
- Chapter 8Document7 pagesChapter 8BobNo ratings yet
- MSE - UNIT - 3 (1) .PPTMDocument23 pagesMSE - UNIT - 3 (1) .PPTMJoel ChittiproluNo ratings yet
- SOA-All-COURSE-8V-Exams-For-QFIC-Fall-2014 - 副本Document85 pagesSOA-All-COURSE-8V-Exams-For-QFIC-Fall-2014 - 副本cnmouldplasticNo ratings yet
- Safety Inventory: P.Chandiran, LIBADocument42 pagesSafety Inventory: P.Chandiran, LIBAHammad AhmedNo ratings yet
- 2011 - 1st ExamDocument10 pages2011 - 1st ExamcataNo ratings yet
- 17 Safety InventoryDocument47 pages17 Safety Inventorymishrakanchan 2396No ratings yet
- Part A Market Risk 1200 Words 40 Marks: ApplicationDocument5 pagesPart A Market Risk 1200 Words 40 Marks: Applicationsikha sonaliNo ratings yet
- Compilation of The Literature ReviewDocument2 pagesCompilation of The Literature Reviewgabriel chinechenduNo ratings yet
- Unit 2 Management of Conversion System Chapter 10: Inventory Management Lesson 32Document19 pagesUnit 2 Management of Conversion System Chapter 10: Inventory Management Lesson 32muneerppNo ratings yet
- RMontoya SolutaDocument21 pagesRMontoya SolutaTy Best CoonNo ratings yet
- Risk Premium & Management - an Asian Direct Real Estate (Dre) PerspectiveFrom EverandRisk Premium & Management - an Asian Direct Real Estate (Dre) PerspectiveNo ratings yet
- Financial Risk Management: Applications in Market, Credit, Asset and Liability Management and Firmwide RiskFrom EverandFinancial Risk Management: Applications in Market, Credit, Asset and Liability Management and Firmwide RiskNo ratings yet
- Trendsetter S Two RoadsDocument16 pagesTrendsetter S Two Roadsরাফিউল রিয়াজ অমিNo ratings yet
- Adjusted Present Value (APV)Document17 pagesAdjusted Present Value (APV)রাফিউল রিয়াজ অমিNo ratings yet
- FCFF Calculation 16.05.2022Document5 pagesFCFF Calculation 16.05.2022রাফিউল রিয়াজ অমিNo ratings yet
- Project ChittagongDocument1 pageProject Chittagongরাফিউল রিয়াজ অমিNo ratings yet
- Block-3 Normal DistributionDocument108 pagesBlock-3 Normal DistributionAbhishek TyagiNo ratings yet
- GIS Based Analysis On Walkability of Commercial Streets at Continuing Growth Stages - EditedDocument11 pagesGIS Based Analysis On Walkability of Commercial Streets at Continuing Growth Stages - EditedemmanuelNo ratings yet
- Vineland Adaptive Behavior Scales: IcaboneDocument17 pagesVineland Adaptive Behavior Scales: Icabonerahmah.hayya00No ratings yet
- Final Reviewer MMW 1Document1 pageFinal Reviewer MMW 1Janine Rose MendozaNo ratings yet
- Mathematics and Technology Integrated Education in MalaysiaDocument7 pagesMathematics and Technology Integrated Education in MalaysiaLetharic 07No ratings yet
- Subjective QuestionsDocument8 pagesSubjective QuestionsKeerthan kNo ratings yet
- CH03 - 2021 2022 Sem 1Document83 pagesCH03 - 2021 2022 Sem 1Mathew Chong Vui KitNo ratings yet
- Measures of Relative PositionDocument18 pagesMeasures of Relative PositionEdesa Jarabejo100% (1)
- Stat and Prob Q3 Week 5 Mod5 Carla CatherineDocument20 pagesStat and Prob Q3 Week 5 Mod5 Carla CatherineCharlene Binasahan100% (2)
- TTCT InterpMOD.2018Document16 pagesTTCT InterpMOD.2018Irini KelesidouNo ratings yet
- CCSBS) : CSBS DP Infant-Toddler ChecklistDocument3 pagesCCSBS) : CSBS DP Infant-Toddler Checklistİpek OMURNo ratings yet
- APQP Process Capability and Control Webinar 7JAN2020 PPDocument78 pagesAPQP Process Capability and Control Webinar 7JAN2020 PPMoti Ben-ZurNo ratings yet
- Skewness and The MeanDocument5 pagesSkewness and The MeanFrederick PatacsilNo ratings yet
- REVTRA Psychological Services: Name: - DateDocument12 pagesREVTRA Psychological Services: Name: - Datejacquiline kiwas100% (1)
- Statistics For Management - 1Document43 pagesStatistics For Management - 1Nandhini P Asst.Prof/MBANo ratings yet
- M1112SP IIIc 4Document3 pagesM1112SP IIIc 4Aljon Domingo TabuadaNo ratings yet
- Normal Probability DistributionsDocument61 pagesNormal Probability DistributionsJuliana Marie RarasNo ratings yet
- Grasmick, Bursik, Cochran - 1991 - Render Unto Caesar What Is Caesar's Religiosity and Taxpayers' Inclination To Cheat - The SociologicaDocument16 pagesGrasmick, Bursik, Cochran - 1991 - Render Unto Caesar What Is Caesar's Religiosity and Taxpayers' Inclination To Cheat - The SociologicaLuisNo ratings yet
- Analysis Interpretation and Use of Test DataDocument50 pagesAnalysis Interpretation and Use of Test DataJayson EsperanzaNo ratings yet
- Midterm Exam in Stat and Prob (2018-2019)Document5 pagesMidterm Exam in Stat and Prob (2018-2019)Michelle Ann RamosNo ratings yet
- Psychological Assessment RationalizationDocument7 pagesPsychological Assessment RationalizationFLORLYN VERALNo ratings yet
- EUROLAB Cook Book - Doc No 17 Interlaboratory Comparison - The Views of Laboratories - Rev. 2017Document3 pagesEUROLAB Cook Book - Doc No 17 Interlaboratory Comparison - The Views of Laboratories - Rev. 2017Pataki SandorNo ratings yet
- Use Z-Test and T-TestDocument6 pagesUse Z-Test and T-TestLiza TamargoNo ratings yet
- LAPD ManualDocument125 pagesLAPD ManualNikolayNo ratings yet
- Basic Statistics For Researchers PDFDocument86 pagesBasic Statistics For Researchers PDFS. ShanmugasundaramNo ratings yet
- Rationalization of The 2nd Pretest in CE1Document53 pagesRationalization of The 2nd Pretest in CE1Gemmalyn OrbelloNo ratings yet
- Fs 1 DocumentsDocument5 pagesFs 1 DocumentsJeallea S. AenlleNo ratings yet