
Professional Documents
Culture Documents
TRAIn Your Self
TRAIn Your Self
Uploaded by
Kefyalew LemuCopyright:
Available Formats
You might also like
- Sea Doo 2012 PWC Service Repair ManualDocument805 pagesSea Doo 2012 PWC Service Repair ManualSergey83% (6)
- PE-6100 Service ManualV2.0Document52 pagesPE-6100 Service ManualV2.0RashidNo ratings yet
- Manual Inglês MB-BF REV16Document73 pagesManual Inglês MB-BF REV16matheus oliveiraNo ratings yet
- Technical Manual For Repairing ModulesDocument75 pagesTechnical Manual For Repairing Modulesscan soft100% (7)
- ValiHelp PDFDocument1,211 pagesValiHelp PDFBilal AbdullahNo ratings yet
- Instruction Book Aq 20710590Document142 pagesInstruction Book Aq 20710590davidNo ratings yet
- Operations & Maintenance Manual: Funtime Handels GMBH Project Starflyer Mobile DubaiDocument153 pagesOperations & Maintenance Manual: Funtime Handels GMBH Project Starflyer Mobile Dubaibugse100% (1)
- Manual D403-N3046 PDFDocument103 pagesManual D403-N3046 PDFBob Wiggins0% (1)
- A049z057 - I1 - 201711-T035 Gas Power PlantDocument160 pagesA049z057 - I1 - 201711-T035 Gas Power PlantthainarimeNo ratings yet
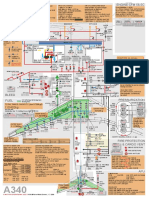
- A340 Air Fuel EngineDocument1 pageA340 Air Fuel EngineDAVID FAJARDO PUERTO100% (1)
- Soil Mechanics ManualDocument72 pagesSoil Mechanics Manualkashi BhojiaNo ratings yet
- A25 SVC Manual PDFDocument142 pagesA25 SVC Manual PDFJoshua Narvaez100% (1)
- Detailed Description Manual MP CW2200SPDocument177 pagesDetailed Description Manual MP CW2200SPJorgeNo ratings yet
- Ex Proof Teknik KatalogDocument140 pagesEx Proof Teknik KatalogPranay GuptaNo ratings yet
- Process Control and Instrumentation of BoilersDocument68 pagesProcess Control and Instrumentation of Boilerstagne simo rodrigueNo ratings yet
- TMHydraulicSystem RST.01enDocument52 pagesTMHydraulicSystem RST.01enPalm House CoffeeNo ratings yet
- Inline 2023 - Official Regulation ArtisticDocument52 pagesInline 2023 - Official Regulation ArtisticAsesoresNo ratings yet
- NGC JtecDocument176 pagesNGC JtecJorge GarciaNo ratings yet
- Solar Power Based Ups SystemDocument83 pagesSolar Power Based Ups Systemrasoashley100% (4)
- H2000 (H) Series 4-5t IC Forklift Operation and MaintenanceDocument78 pagesH2000 (H) Series 4-5t IC Forklift Operation and MaintenanceJohn fredy cuervoNo ratings yet
- The Barcode-Based Product Classification System Using ArduinoDocument54 pagesThe Barcode-Based Product Classification System Using Arduinothanhbinhnguyen220729No ratings yet
- 2018deq 2Document226 pages2018deq 2Joe SmithNo ratings yet
- SFRI HEMIX-5 - SM - Ver14.02 - DistribDocument239 pagesSFRI HEMIX-5 - SM - Ver14.02 - Distribalfalabservice611No ratings yet
- Schematic Diagram, Graph and Table: Page No Page No 1.0 General InformationDocument2 pagesSchematic Diagram, Graph and Table: Page No Page No 1.0 General Informationchris110No ratings yet
- Series Pegasus: Air ConditionerDocument76 pagesSeries Pegasus: Air ConditionerMarouane OubaidiNo ratings yet
- Perkins 2300 Series: Mechanical and Electronic Installation ManualDocument116 pagesPerkins 2300 Series: Mechanical and Electronic Installation ManualDavid Arbildo100% (1)
- Oabr I - 15 ManualDocument52 pagesOabr I - 15 Manualbrian lesterNo ratings yet
- Hemix 5-60 Service Manual Eng v18.00Document234 pagesHemix 5-60 Service Manual Eng v18.00umair shakeelNo ratings yet
- Instruction Manual Instruction Manual: Operating & Maintenance Operating & MaintenanceDocument166 pagesInstruction Manual Instruction Manual: Operating & Maintenance Operating & MaintenanceHugo Miguel Dias Pereira100% (1)
- Instructions Manual Instructions Manual: ICP224-BR1EN4.pdf ICP224-BR1EN4 PDFDocument131 pagesInstructions Manual Instructions Manual: ICP224-BR1EN4.pdf ICP224-BR1EN4 PDFZivina KyteNo ratings yet
- Engine Cooling System: Service Manual (Mp7, Mp8 and Mp10 Series Engines)Document148 pagesEngine Cooling System: Service Manual (Mp7, Mp8 and Mp10 Series Engines)daveNo ratings yet
- 337-02 LDC - GB - XXXXDocument93 pages337-02 LDC - GB - XXXXAsif Javed100% (1)
- Danfoss Scroll Compressors: CXH140 - Single and Manifold InstallationDocument58 pagesDanfoss Scroll Compressors: CXH140 - Single and Manifold InstallationNguyễn Trường AnNo ratings yet
- Base 4x4 Panther Specification PDFDocument55 pagesBase 4x4 Panther Specification PDFSumanta BhayaNo ratings yet
- Model S30 Non-Metallic Design Level 2: Service & Operating ManualDocument38 pagesModel S30 Non-Metallic Design Level 2: Service & Operating ManualFrederik CañabiNo ratings yet
- Hatem Diab ThesisDocument83 pagesHatem Diab ThesisLaquesta AinshtaeinNo ratings yet
- BAS Best Practices Guide v1.0Document94 pagesBAS Best Practices Guide v1.0Eljameely JamaleldeenNo ratings yet
- 2002 KJ JeepDocument606 pages2002 KJ JeepFranciscoLeonNuñezNo ratings yet
- Security Filtration Standard Operating ManualDocument245 pagesSecurity Filtration Standard Operating ManualsreenuNo ratings yet
- 2022 SCB Speedway RegulationsDocument175 pages2022 SCB Speedway RegulationsAlex RabyNo ratings yet
- 2800 Installation ManualDocument117 pages2800 Installation ManualDavid Arbildo100% (1)
- Frame and Running Gear: Downloaded From Manuals Search EngineDocument72 pagesFrame and Running Gear: Downloaded From Manuals Search EngineAlberto Sánchez PrietoNo ratings yet
- Ferez ChinaDocument80 pagesFerez ChinaAlireza KazemiNo ratings yet
- Homestyle Stacked Washer/ Dryers: Refer To Page 6 For Model NumbersDocument120 pagesHomestyle Stacked Washer/ Dryers: Refer To Page 6 For Model NumbersOlier SoteloNo ratings yet
- Energy Efficiency HandbookDocument64 pagesEnergy Efficiency HandbookEduard GatuellasNo ratings yet
- Skyair Rzfa SeriesDocument213 pagesSkyair Rzfa SeriesLê Anh TuấnNo ratings yet
- Pyi1701 0000 Ins CD 0001 - 0Document56 pagesPyi1701 0000 Ins CD 0001 - 0bastianNo ratings yet
- 211 AIRTEK Service Instructions Rev FDocument90 pages211 AIRTEK Service Instructions Rev FCarolina CreșcrencoviciNo ratings yet
- Zyj680b IiDocument78 pagesZyj680b IiCung Manh TuanNo ratings yet
- LF90D ManualDocument55 pagesLF90D ManualLuis BarajasNo ratings yet
- RivCross Operating ManualDocument223 pagesRivCross Operating ManualShivam AwasthiNo ratings yet
- Obd System DieselDocument241 pagesObd System DieselJavier SanchezNo ratings yet
- Beko WT Series ManualDocument88 pagesBeko WT Series ManualBOSCHCLASSIXX1200No ratings yet
- Service Manual: EnglishDocument8 pagesService Manual: Englishalazhar laisonNo ratings yet
- Ajustes HidraulicosDocument58 pagesAjustes Hidraulicosedwin100% (1)
- BioSystems A-15 Analyzer - Service ManualDocument129 pagesBioSystems A-15 Analyzer - Service ManualAlvaro Restrepo GarciaNo ratings yet
- Manuel Reparation ChariotDocument75 pagesManuel Reparation ChariotFedi KleiNo ratings yet
- Hvac EquipmentsDocument16 pagesHvac EquipmentsRahul Prajapati100% (1)
- Appurtanances Water Supply EngineeringDocument9 pagesAppurtanances Water Supply EngineeringNaveen KrishnaNo ratings yet
- CaterpillarDocument11 pagesCaterpillarRiahi Rezeg100% (4)
- Pneumatic Report Mem 665 1Document13 pagesPneumatic Report Mem 665 1Nazif NazriNo ratings yet
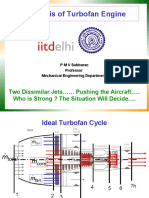
- Analysis of Turbofan Engine: Two Dissimilar Jets Pushing The Aircraft .. Who Is Strong ? The Situation Will DecideDocument29 pagesAnalysis of Turbofan Engine: Two Dissimilar Jets Pushing The Aircraft .. Who Is Strong ? The Situation Will Decidevinod kapateNo ratings yet
- Spirax PSVDocument62 pagesSpirax PSVvrushi kadamNo ratings yet
- AIM: To Conduct Performance Test On A Single Stage Centrifugal Pump Test RigDocument4 pagesAIM: To Conduct Performance Test On A Single Stage Centrifugal Pump Test RigmuralidharanNo ratings yet
- Basic Vocational: HydraulicDocument33 pagesBasic Vocational: HydraulicIbnu Awalla100% (1)
- R.S.khurmi - Mechanical Engineering Objective - Team Examdays-5 2Document3 pagesR.S.khurmi - Mechanical Engineering Objective - Team Examdays-5 2Sunil PatelNo ratings yet
- SKU Name & Description Link To Website Price in R (Excl. Vat)Document29 pagesSKU Name & Description Link To Website Price in R (Excl. Vat)icumba6180No ratings yet
- B. Prestart Checks of Boiler LightupDocument14 pagesB. Prestart Checks of Boiler LightupPrudhvi RajNo ratings yet
- Torrent Pumps: Deep Well Vertical Turbine PumpsDocument1 pageTorrent Pumps: Deep Well Vertical Turbine Pumpsg1ann1sNo ratings yet
- PRV Cheat SheetDocument5 pagesPRV Cheat SheetswathiNo ratings yet
- Alex Test Protocol 070921Document6 pagesAlex Test Protocol 070921NeelixNo ratings yet
- Data Sheet - Rev 01Document158 pagesData Sheet - Rev 01Martin DanzeNo ratings yet
- Cooling Tower Working and Types - Chemical Engineering WorldDocument13 pagesCooling Tower Working and Types - Chemical Engineering WorldniratNo ratings yet
- Excavator Cat 322c Diagram HydDocument2 pagesExcavator Cat 322c Diagram HydJhon VillamizarNo ratings yet
- How To Determine The Pressure Acting On The Seal Cavity FoDocument6 pagesHow To Determine The Pressure Acting On The Seal Cavity FoGerman ToledoNo ratings yet
- Product Group Industrial Vacuum Cleaners, 0415-156Document8 pagesProduct Group Industrial Vacuum Cleaners, 0415-156هبال حمزةNo ratings yet
- Flow Measurements Manual Rev 24 Nov 2017 1Document12 pagesFlow Measurements Manual Rev 24 Nov 2017 1mike.stavrianakos2717No ratings yet
- Q/2 7/3600 M V 38.7 at Max Power, A S (/4) (0.008) 1 M Rad U R V 19.34 (0.18 M), Solve 107 (B) 2 S SDocument2 pagesQ/2 7/3600 M V 38.7 at Max Power, A S (/4) (0.008) 1 M Rad U R V 19.34 (0.18 M), Solve 107 (B) 2 S SwaloNo ratings yet
- XOMOX XLB Lined Ball Valves TechDocument1 pageXOMOX XLB Lined Ball Valves Techdedy setiawanNo ratings yet
- Lts Product Liner 1Document2 pagesLts Product Liner 1claudio godinezNo ratings yet
- CSE Catalog - IndiaDocument67 pagesCSE Catalog - IndiaDheeraj SivadasNo ratings yet
- X PumpsDocument4 pagesX Pumpspankaj chacholiyaNo ratings yet
- Gd825a-2 Hydraulic CircuitDocument1 pageGd825a-2 Hydraulic CircuitAhmad khairudin100% (1)
- IFRC - Customer Technical Training (RP - CPP2)Document24 pagesIFRC - Customer Technical Training (RP - CPP2)firdausshukri14No ratings yet
- Chapter 4 Fluid Power TechnologyDocument35 pagesChapter 4 Fluid Power Technologymuhammad irfan hakimi bin nor yazidNo ratings yet
- RacDocument22 pagesRacFaaltu ZaanNo ratings yet























































































TRAIn Your Self
TRAIn Your Self
Uploaded by
Kefyalew LemuOriginal Description:
Original Title
Copyright
Available Formats
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this DocumentCopyright:
Available Formats
TRAIn Your Self
TRAIn Your Self
Uploaded by
Kefyalew LemuCopyright:
Available Formats
LEARNING MODULE FOR STEAM TURBINE
BHARAT HEAVY ELECTRICALS LIMITED
RAMACHANDRAPURAM::HYDERABAD 502032
LEARNING MODULE
FOR
STEAM TURBINES
BHEL::Hyderabad HY-LM-ST-001, REV.00/03-2011 Sheet 1
LEARNING MODULE FOR STEAM TURBINE
Contents
1. PRINCIPLE OF OPERATION OF STEAM TURBINES............................................................................................. 7
2. CLASSIFICATION OF STEAM TURBINES: ........................................................................................................... 7
3. ENERGY LOSSES IN STEAM TURBINES: ........................................................................................................... 10
4. INDUSTRIAL STEAM TURBINES....................................................................................................................... 11
5. TYPES OF TURBINE: ........................................................................................................................................ 12
6. STEAM TURBINES FOR CCP APPLICATION ...................................................................................................... 16
7. DESIGN FEATURES OF STANDARD TURBINES ................................................................................................ 19
DESIGN, STEAM FLOW: .............................................................................................................................. 19
STEAM EXTRACTION: ......................................................................................................................... 20
TURBINE CASING, BEARING PEDESTALS: ........................................................................................... 20
MEASURING DEVICES: ........................................................................................................................ 21
TESTING: ............................................................................................................................................. 21
SPECIAL FEATURES OF STRAIGHT BACK-PRESSURE AND BACK PRESSURE WITH ONE
REGULATED EXTRACTION TURBINE: .................................................................................................. 21
8. TURBINE GENERAL DESRIPTION..................................................................................................................... 23
TURBINE ROTOR: ................................................................................................................................ 24
TURBINE CASINGS: ............................................................................................................................. 24
BLADING: ............................................................................................................................................ 25
RADIAL BLADE SEALING: .................................................................................................................... 26
SHAFT GLANDS: .................................................................................................................................. 26
THRUST AND JOURNAL BEARINGS: .................................................................................................... 26
STOP AND CONTROL VALVES: ............................................................................................................ 28
SAFETY DEVICES: ................................................................................................................................ 30
GOVERNING SYSTEM: ........................................................................................................................ 31
BHEL::Hyderabad HY-LM-ST-001, REV.00/03-2011 Sheet 2
LEARNING MODULE FOR STEAM TURBINE
CHARACTERISTICS OF THE GOVERNING ELEMENTS, PROVIDED ON BHEL TURBINES: ...................... 32
LUBE OIL SYSTEM: .............................................................................................................................. 32
9. TURBINE BLADING ......................................................................................................................................... 33
GENERAL: ........................................................................................................................................... 33
REGULATING STAGE: .......................................................................................................................... 34
REACTION STAGES: ............................................................................................................................ 34
ROTOR BLADES:.................................................................................................................................. 35
GUIDE BLADES: ................................................................................................................................... 35
LOW PRESSURE (LP) STAGES: ............................................................................................................. 35
TIP SEALING: ....................................................................................................................................... 36
BLADE TIP SEALS: ............................................................................................................................... 36
10. GOVERNING SYSTEM ..................................................................................................................................... 37
GENERAL: ........................................................................................................................................... 37
SPEED CONTROL:................................................................................................................................ 38
EXTRACTION/ BACK PRESSURE CONTROL:......................................................................................... 39
BACK PRESSURE CONTROL: ................................................................................................................ 40
SPEED/ EXTRACTION PRESSURE CONTROL: ....................................................................................... 41
EXTRACTION/ BACK PRESSURE CONTROL:......................................................................................... 42
DOUBLE EXTRACTION PRESSURE/ SPEED CONTROL: ......................................................................... 43
CONTROL FOR TURBO-COMPRESSORS: ............................................................................................. 43
BOILER FEED PUMP DRIVE TURBINE CONTROL: ................................................................................ 43
SUMMARY: ......................................................................................................................................... 44
11. ROTOR DYNAMIC PERSPECTIVE OF VIBRATIONS AT DESIGN STAGE IN STEAM TURBINES ........................... 44
INTRODUCTION: ......................................................................................................................................... 44
i) Rotor-bearing system:........................................................................................................................ 44
BHEL::Hyderabad HY-LM-ST-001, REV.00/03-2011 Sheet 3
LEARNING MODULE FOR STEAM TURBINE
ii) Environment:.......................................................................................................................................... 50
iii) Rotor Dynamic Analysis:........................................................................................................................ 52
iv) Acceptance Criteria: ............................................................................................................................. 55
v) Balancing: ............................................................................................................................................... 59
vi) Conclusion: ........................................................................................................................................... 60
13. INTEGRAL STEAM AND DRAIN SYSTEM FOR IND. ST ..................................................................................... 61
LIVE STEAM SYSTEM : ................................................................................................................................ 61
GLAND SEALING SYSTEM : ......................................................................................................................... 61
CHIMNEY STEAM : ...................................................................................................................................... 61
EXHAUST HOOD SPRAY SYSTEM : .............................................................................................................. 62
TURBINE DRAINS: ....................................................................................................................................... 62
VACCUM BREAKING SYSTEM : ................................................................................................................... 62
14. REGENERATIVE SYSTEM FOR IND. ST ............................................................................................................ 64
1.00.00) CONDENSATE_SYSTEM ................................................................................................................ 66
2.00.00) FEED-HEATING-SYSTEM ............................................................................................................... 75
3.00.00) STEAM SYSTEM : .......................................................................................................................... 79
15. LUBE OIL SYSTEM ........................................................................................................................................... 83
GENERAL .................................................................................................................................................... 83
OIL TANK : .................................................................................................................................................. 83
LUBE OIL PUMP : ........................................................................................................................................ 84
EMERGENCY OIL PUMP : ............................................................................................................................ 84
OVERHEAD OIL TANK: ................................................................................................................................ 84
OIL COOLER: ............................................................................................................................................... 84
OIL FILTERS: ................................................................................................................................................ 85
TURNING DEVICE: ...................................................................................................................................... 85
BHEL::Hyderabad HY-LM-ST-001, REV.00/03-2011 Sheet 4
LEARNING MODULE FOR STEAM TURBINE
16. JACKING OIL SYSTEM ..................................................................................................................................... 88
FUNCTION : ................................................................................................................................................ 88
SYSTEM DESCRIPTION : .............................................................................................................................. 88
17. CRH NON-RETURN VALVE IN 2 CYLINDER 120-150MW STs .......................................................................... 90
18. SEAL STEAM SYSTEM (MAW) IN 2 CYLINDER 120-150MW STs ..................................................................... 90
19. TURBINE WATER DRAIN SYSTEM (MAL) IN 2 CYLINDER 120-150MW STs .................................................... 95
Group I ....................................................................................................................................................... 96
Group II ...................................................................................................................................................... 96
Group III ..................................................................................................................................................... 97
Group IV ..................................................................................................................................................... 97
Group V ...................................................................................................................................................... 97
Group VI ..................................................................................................................................................... 97
Group VII .................................................................................................................................................... 97
Group VIII ................................................................................................................................................... 97
Group IX ..................................................................................................................................................... 97
20. OIL SYSTEM (MAV) IN 2 CYLINDER 120-150MW STs ..................................................................................... 98
General:...................................................................................................................................................... 98
MAIN OIL TANK ........................................................................................................................................ 101
LUBE OIL PUMP ........................................................................................................................................ 103
Emergency oil pump ................................................................................................................................ 103
Oil Cooler ................................................................................................................................................. 103
Lube oil temperature control valve ......................................................................................................... 106
Oil Filter .................................................................................................................................................... 106
Hydromotor ............................................................................................................................................. 108
Oil Vapour Exhaust fans (MAV82AN001/AN002): ................................................................................... 108
BHEL::Hyderabad HY-LM-ST-001, REV.00/03-2011 Sheet 5
LEARNING MODULE FOR STEAM TURBINE
21. LIFTING OIL SYSTEM IN 2 CYLINDER 120-150MW STs ................................................................................110
Lifting oil pump ........................................................................................................................................ 110
Annexure for Legend for Schemes: ...................................................................................................................112
BHEL::Hyderabad HY-LM-ST-001, REV.00/03-2011 Sheet 6
LEARNING MODULE FOR STEAM TURBINE
STEAM TURBINE
The steam turbine is one of the most important power generating turbo machines. It is the principal
prime mover in the field of electric power generation. In order to efficiently and reliably drive
compressors and other fluid movers, virtually every industry depends on steam turbine drivers. The
various types of fluid movers often require variable input speeds, and steam turbines are capable of
providing these without too much difficulty. Situations may arise using applications during which a
process plant needs large quantities of heat. The modern mechanical drive steam turbine proves
capable of adding to plant efficiency by allowing the motive steam to first expand through a series of
blades and then be used in the process of heating elsewhere in the plant, or as utility steam for
heating buildings on-site or in the community.
1. PRINCIPLE OF OPERATION OF STEAM TURBINES
In reciprocating steam engine, the pressure energy of steam is used to overcome external resistance
and the dynamic action of steam is negligibly small. But the steam turbine depends completely upon
the dynamic action of the steam.
The motive power in a steam turbine is obtained by the rate of change of momentum of a high
velocity jet of steam impinging on a curved blade which is free to rotate. The steam from the boiler
is expanded in a passage or nozzle where due to fall in pressure of steam, thermal energy of steam is
converted into KE of steam. This results in the emission of a high velocity jet of steam which
impinges on the moving valves or blades, where change in momentum is occurs and therefore a
force. This constitutes the driving force of the turbines.
2. CLASSIFICATION OF STEAM TURBINES:
Steam turbines are classified on the following basis:
On the basis of principle of operation:
1) Impulse Turbine: In this type of turbine the drop in pressure of steam takes place only in
nozzle and not in moving blades.
2) Impulse – Reaction Turbines: In this turbine the drop in pressure of steam takes place in
fixed nozzles as well as moving blades.
On the basis of direction of flow:
1) Axial Flow Turbine: In this turbine, steam flows along the axis of the shaft.
2) Radial Flow: In this turbine, steam flow in the radial direction.
BHEL::Hyderabad HY-LM-ST-001, REV.00/03-2011 Sheet 7
LEARNING MODULE FOR STEAM TURBINE
3) Tangential Flow: In this type, the steam flows in tangential direction.
On the basis of means of heat supply
1) Single pressure turbine: In this type, there is a single source of steam supply.
2) Mixed or dual pressure: This type of turbines uses two sources of steam, at different
pressures.
3) Reheat turbine: During its passage through the turbine steam may be taken out to be
reheated in a reheater incorporated in the boiler and returned at higher temperature to
be expanded in the turbine. This is done to avoid erosion and corrosion problems.
On the basis of means of heat rejection:
1) Pass-out turbine: In this type a considerable proportion of the steam is extracted from
some suitable point in the turbine where the pressure is sufficient for use in process heating.
The remaining steam continues flowing through the turbine.
2) Regenerative turbines: This turbine incorporates a number of extraction branches;
through which small proportions of the steam are continuously extracted for the purpose of
heating the boiler feed water in a feed heater in order to increase the thermal efficiency.
3) Condensing turbine: In this the exhaust steam is condensed in a condenser and the
condensate is used to feed water in the boiler.
4) Non Condensing turbine: When the exhaust steam coming out from the turbine is not
condensed but exhausted in the atmosphere is called non-condensing turbine.
5) Back pressure or topping turbine: This type of turbine rejects the steam to expand to
the lowest possible pressure before being condensed.
On the basis of number of cylinders:
1) Single Cylinder: When all stages of turbine are housed in one casing, then it is called
single cylinder turbine.
2) Multi Cylinder: In large output turbines, the no. of stages needed becomes so high that
additional bearings are required to support the shaft. Under this circumstance, multi
cylinders are used.
On the basis of arrangement of cylinder based on general flow of steam:
BHEL::Hyderabad HY-LM-ST-001, REV.00/03-2011 Sheet 8
LEARNING MODULE FOR STEAM TURBINE
1) Single Flow : In single flow turbines, steam enters at one end and emerges at the other
end.
2) Double Flow: In double flow, steam enters at the centre and divides, the two portions
passing axially away from the other through separate sets of blading on the same rotor.
3) Reversed Flow: Reversed flow arrangement is used in LP cylinder where high
temperature steam is used on large sets in order to minimize differential expansion.
On the basis of Number of Shafts:
1) Tandem Compound: Most multi cylinder turbines drive a single shaft and single
generator. Such turbines are termed as tandem compound turbines.
2) Cross Compound: In this type, 2 shafts are used driving separator generator.
On the basis of Rotation Speed:
1) Constant speed turbines
2) Variable speed turbines
On the basis of steam conditions
1) Simple Impulse Turbine:
The complete expansion of the steam from the steam chest pressure to the exhaust pressure or
condenser pressure takes place only in one set of nozzles i.e. the pressure drop takes place only in
nozzles.
Generally convergent-diverge nozzles are used here. For good economy or maximum work the blade
speed should be one half of the steam speed so blade velocity is of about 500 m/s, which is very
high. This results in high rotational speed, reaching 30,000 rpm.
The method of reducing the rotational speed of the impulse turbine to practical limits is called
compounding of Impulse turbine.This is done by making use of more than one set of nozzles, blades,
rotors, in a series, keyed to a common shaft, so that either the steam pressure or the jet velocity is
absorbed by the turbine in stages. Also the leaving losses are reduced.
Three types of compounding is done in Impulse turbine:
i. Pressure – compounded
ii. Velocity– compounded
iii. Pressure & velocity compounded
BHEL::Hyderabad HY-LM-ST-001, REV.00/03-2011 Sheet 9
LEARNING MODULE FOR STEAM TURBINE
Pressure-compounded: In this compounding is done for pressure of steam only. The set up is
arranged in such a way that the whole pressure is split up and drop from the steam chest pressure to
the condenser pressure into a series of smaller pressure drop across several stages of Impulse
turbine and hence this turbine is called pressure-compounded impulse turbine.
Velocity-compounded: In this type of turbines the compounding is done for velocity of steam only.
In this the velocity is split which is gained from the exit of the nozzles into many small drops through
several rows of moving blades and hence the name velocity-compounded.
Pressure-velocity Compounded Impulse turbine: This type is a combination of pressure and velocity
compounding.
2) Impulse Reaction Turbine:
This type of turbines utilizes the principle of impulse and reaction both. There are a number of rows
of moving blades attached to the rotor and an equal number of fixed blades attached to the casing.
In this type of turbine, the fixed blades which are set in a reversed manner compared to the moving
blades, correspond to nozzles mentioned in connection with the impulse turbine. In passing through
the first row of fixed blades, the steam undergoes a small drop in pressure and hence its velocity
somewhat increases. After this it enters the first row of moving blades and just as in the impulse
turbine. It suffers a change in the direction and therefore in momentum. This momentum gives rise
to an impulse on the blades.
3. ENERGY LOSSES IN STEAM TURBINES:
Energy losses are that part of energy which do not take part in energy conversion from one form to
another. All turbine losses may be grouped in 2 categories, namely:
1) Internal losses
2) External losses
Internal losses are the one which are directly connected with the steam condition while flowing
through the steam turbine. These may be enumerated as follows:
Regulating valve losses
Nozzle or fixed blade losses
Moving blade losses
Disc friction losses
Blade windage or partially admission losses
BHEL::Hyderabad HY-LM-ST-001, REV.00/03-2011 Sheet 10
LEARNING MODULE FOR STEAM TURBINE
Clearance losses
Losses due to wetness of steam
Carryover losses
Exhaust piping losses
Radiation and conduction losses.
External losses are those losses which do not influence the steam conditions. They are:
Mechanical loss
Leakage losses from the end seals.
4. INDUSTRIAL STEAM TURBINES
Many industrial plants, like sugar, paper, chemicals, fertilisers, steel and petroleum refineries require
steam at low and medium pressure for process purposes and power for driving numerous machines
like turbo-generator, compressor, pumps etc., incorporated in the plant. Normally steam is
generated either in separate boilers fired by fossil fuel or in waste heat recovery boilers that utilise
the heat provided by the exothermic reaction of the chemical process, depending on the nature of
the industry. Steam is generated at pressures and temperatures, higher than that needed for the
process, in order to keep the size of the boilers and steam carrying piping small and also to realise
reasonably good efficiency during generation. This high pressure steam is expanded in steam
turbines, up to the pressure levels required for the process. The power developed by the steam
turbine is utilised for driving either the compressors, pump blowers etc. or turbo-generators for
generating electric power. Most of the driven machines are run at comparatively high speeds, except
pumps, blowers and turbo-generators. Especially centrifugal compressors used in chemical, fertiliser,
petro-chemical and other plants run at very high speeds, so as to achieve maximum efficiency.
The main advantages of high speed industrial steam turbines are:
Small rotor diameters, resulting in compact turbines.
Relatively long blades, having efficient blade channels, with low tip losses and other leakage
losses, thereby lowering the operating cost.
When these turbines are used to drive generators and other low speed machines, such as
reciprocating and cooling water pumps, a gear box must be incorporated in order to reduce the
speed. The high efficiency and resulting gain in output of the high speed turbines by far outweigh
the losses in the gear box. Further, additional cost on the gear box is recouped through the lower
cost of the Turbine-Generator set.
BHEL::Hyderabad HY-LM-ST-001, REV.00/03-2011 Sheet 11
LEARNING MODULE FOR STEAM TURBINE
5. TYPES OF TURBINE:
To fit into varying operational requirements of energy balance, a wide range of industrial steam
turbines is required. BHEL is capable of manufacturing steam turbines for steam inlet parameters up
to 140 ata/ 540° C with speeds up to 15000 rpm and outputs above 1.5MW up to 150MW. Following
types of turbines are covered in the product range of BHEL Hyderabad.
Industrial steam turbines are categorised into different series like:
a. -2 Series
b. -3 Series
c. -4 Series
The whole class of steam turbines for driving these turbo sets can be broadly classified under the
following main types, though under each category umpteen number of sets with many permutations
of outputs, inlet steam parameters, process steam requirement will have to be encountered.
Straight back pressure turbines (G- type).
Back pressure turbines with one regulated extraction (EG- type).
Straight condensing turbines (K-type).
Condensing turbines with one regulated extraction (EK- type).
Condensing turbines with two regulated extractions (EEK- type).
Figure 1: Types of turbine
BHEL::Hyderabad HY-LM-ST-001, REV.00/03-2011 Sheet 12
LEARNING MODULE FOR STEAM TURBINE
Industrial steam turbines on building block system
Steam turbines find wide application in industry for the generation of electrical energy or for driving
compressors, blowers and pumps. In many cases, they are subordinated to the specific requirements
of the industrial process. The heat produced or required by the process in the form of steam can be
used in the turbine for the production of mechanical energy in order to increase the overall
economy of the process. The process itself determines the steam conditions for the turbines. The
steam turbine is an ideal drive for variable speed compressors, blowers and pumps.
In other cases, power generation is the governing factor: economical and operational considerations
favour in-house power generation as opposed to power import, frequently utilizing the familiar
advantages of cogeneration. In such cases optimal steam conditions for the turbine generator can be
chosen.
One group includes, for example, the numerous turbines in the chemical and petrochemical industry
(ethylene, ammonia and methanol plants), in sugar mills, breweries or in the paper industry. Another
group includes the turbines in industrial power stations in general, in aluminium production, in
natural gas liquefaction plants, air separation plants or blast furnace blower drives.
BHEL has a wide experience based on nearly 3000 industrial turbines which have been supplied for
almost every application. When planning new plants or improving existing plants a maximum energy
gain should be attained, taking into consideration all factors affecting economy. It is then of
assistance to have a turbine system available which makes the industrial steam turbines highly
adaptable to the wide variety of specific applications and yet permits the selection of an optimum
turbine.
BHEL::Hyderabad HY-LM-ST-001, REV.00/03-2011 Sheet 13
LEARNING MODULE FOR STEAM TURBINE
-2 Series turbines:
G 250 –2 EK/K 600 –2 is one of the –2 type turbine.
G - stands for Back pressure turbine
K - stands for condensing turbine
E - stands for controlled extraction
1. The number besides the letter indicates the area of exhaust of the turbine.
2. Based on temperature, pressure material section is varied design being standard.
3. Based on steam flow quantities size of turbine is selected.
-3 Series turbines:
1. The size of the admission section is geometrically graded in the ratio to 1.25 to form
different sizes of section.
2. Unlike the -2 series the blade grooves in the turbines are made in the guide blade carrier
which is supported in the outer casing.
3. These turbines usually employ a gearbox between turbine and generator to achieve
optimum efficiencies.
BHEL::Hyderabad HY-LM-ST-001, REV.00/03-2011 Sheet 14
LEARNING MODULE FOR STEAM TURBINE
-4 Series turbines:
1. This type of series is called as centre admission steam turbine with counter flow for the mid
range of power, between 30 MW to 150 MW.
2. The flow path is initially towards the front end in an inner casing after being admitted in the
centre (then reverses the direction).
BHEL::Hyderabad HY-LM-ST-001, REV.00/03-2011 Sheet 15
LEARNING MODULE FOR STEAM TURBINE
3. The valve blocks in this turbines are separate for faster start up of the turbine.
4. These turbines can be used for combined cycle plant application.
6. STEAM TURBINES FOR CCP APPLICATION
BHEL::Hyderabad HY-LM-ST-001, REV.00/03-2011 Sheet 16
LEARNING MODULE FOR STEAM TURBINE
Gas turbo-generator (GTG) and Steam turbo-generator (STGs) are used in combined cycle plant
application. Generally the steam turbines used are of throttle governing type.
Figure 2: Combined cycle power plant
Reheat Steam turbines (for 100 to 150 MW turbines)
1. 2 cylinder machines containing HP-IP and LP turbines.
2. Single cylinder machine up to 150MW.
Types of turbines:
Designation Turbine Range of Range of Max. initial Maximum Maximum
(1)(2) Power Design steam controlled exhaust
type
output (kw) speed (rpm) conditions extraction pressure
(bar/ C) pressure (bar)
(3)
(bar)
A) Standard turbines on Building block system (-3 turbines):
Turbines with NG 1000-28000 3000-16000 100/ 510 - 20
N-admission
section ENG 1000-45000 3000-16000 100/ 510 35 20
NK 1000-65000 3000-15000 100/ 510 - Cond. Vac.
BHEL::Hyderabad HY-LM-ST-001, REV.00/03-2011 Sheet 17
LEARNING MODULE FOR STEAM TURBINE
ENK 1000-80000 3000-15000 100/ 510 35 Cond. Vac.
Turbines with HNG 2000-32000 3000-12500 140/ 540 - 20
HN- admission
section EHNG 2000-43000 3000-12500 140/ 540 65 20
HNK 2000-70000 3000-12500 140/ 540 - Cond. Vac.
EHNK 2000-75000 3000-12500 140/ 540 55 Cond. Vac.
Turbines with HG 1000-20000 4000-16000 140/ 540 - 45
H- adm sec &
for high back
pressure
B) Turbines for High power output and High speed:
Back pressure MG 7000-36000 6000-16000 140/ 540 - 45
& Extraction
Back pressure
(4) EMG 7000-56000 6000-16000 140/ 540 45 25
turbines
Double flow WK 7000-100000 3000-15000 15/ 450 - Cond. Vac.
condensing
turbines
C) -4 turbines:
Turbines with HNG 30000-50000 3000/ 3600 140/ 540 - 20
HN- admission
section EHNG 30000-50000 3000/ 3600 140/ 540 65 20
HNK 50000- 3000/ 3600 140/ 540 - Cond. Vac.
120000
EHNK 50000- 3000/ 3600 140/ 540 55 Cond. Vac.
100000
Turbines with NG <120000 3000/ 3600 100/ 510 - 20
N-adm sec.
D) Two casing Reheat machine:
BHEL::Hyderabad HY-LM-ST-001, REV.00/03-2011 Sheet 18
LEARNING MODULE FOR STEAM TURBINE
Combined HP- KN 100000- 3000 150/ 540 Reheat to Cond. Vac.
IP & LP 150000 540 C
E) Single cylinder Reheat machine:
Turbines with HNK 100000- 3000 140/ 540 Reheat to Cond. Vac.
HN- admission 150000 540 C
section
(1)
Type designation:
N: Normal pressure in Outer casing. (2)
Most turbines are suitable for Un-controlled
extraction or injection.
M: Medium pressure in outer casing.
(3)
H: High pressure in outer casing Power output is standard values: minimum and
maximum values depend on steam conditions and
E: Extraction turbine speed.
G: Back pressure turbine (4)
EMG turbine types suitable for steam reheating.
K: Prefix: Combined HP-IP turbine,
Suffix: Condensing turbine
W: Double flow turbine
7. DESIGN FEATURES OF STANDARD TURBINES
DESIGN, STEAM FLOW:
Steam flow through turbine is in axial direction. Emergency stop valve is arranged before the turbine
casing, the function of which is to shut-off the total steam supply from the Boiler to the Turbine in
the shortest possible time. The live steam flows through the body of the Emergency Stop Valve,
which is welded to the turbine casing, to the valve chest of the HP control valves. These control
valves are actuated by a lift bar and are so designed that the point of opening is determined by the
lift bar, which is raised and lowered by the servomotor through a system of levers. The servomotor
receives its control pulses from the Electronic governor.
The servomotor control valves admit the live steam to the nozzle groups of the Single row Regulating
stage. After part of the energy of the live steam has been utilised in the Regulating stage, which is of
BHEL::Hyderabad HY-LM-ST-001, REV.00/03-2011 Sheet 19
LEARNING MODULE FOR STEAM TURBINE
single row impulse type, the steam is passed to the HP drum blading for doing the further work in
accordance with the available heat drop. The expanded steam is passed out through exhaust branch.
STEAM EXTRACTION:
For extraction turbines (Controlled extraction), part of the steam is bled from the turbine at the
extraction branch behind the HP drum blading and fed to the extraction steam. The control member
here is an extraction control valve, which operates and is tripped out in the same manner, as the HP
control valves. These extraction control valves are internally controlled (i.e. governor controlled).
The pressure at the extraction branch is controlled by the extraction pressure control valves. The
steam rate through the LP section is matched to the extraction rate, in such a way that extraction
pressure is maintained. The HP drum blading is separated from the LP blading by a labyrinth gland.
TURBINE CASING, BEARING PEDESTALS:
The turbine casing is split axially. It is mounted on and aligned at the front end bearing pedestal, by
means of the casing side brackets and centering guides. Particular importance is attached to proper
alignment, as the turbine shaft and outer shell are supported independent of each other in the
bearing pedestals. Whilst the position of the Shaft is fixed by bearings, the outer support of casing
must be so designed as to allow thermal expansion at the front end bearing pedestals as well. The
vertical position of the casing is governed by the bracket supports. Whilst the small clearance under
the heads of the bolts used to bolt down the casing side brackets to the bearing pedestal permits
transverse thermal expansion of the casing relative to the bearing pedestal. The upper and lower
casing guides fix the center position of the casing in the horizontal plane through the axis. They are
designed to permit the casing to expand freely upwards and downwards.
The rear end bearing pedestal is fixed relative to the bed plate for the G and E type turbines and for
K and E turbines, the rear bearing pedestal is cast integral to the Exhaust branch which is fixed in the
axial direction relative to the bed plate, but which can freely expand radially in accordance with
thermal expansion. Since the front end casing centering guide does not allow of any axial
displacement of the casing relative to the bearing pedestal, the front end bearing pedestal is moved
towards the front end on thermal expansion of the casing. The oil piping is therefore installed with
sufficient flexibility. Transverse displacement of the front end bearing pedestal is restricted by an
axial feather key. Likewise, transverse displacement of the exhaust branch relative to the bed plate is
prevented by a centering guide.
The exhaust branch is cast integral to the turbine casing for G and W type turbines, and for K and E
type turbines, the exhaust branch is flanged to the turbine casing. The turbine shaft is machined
from an alloy steel forging. The journal bearings supporting the turbine shaft are arranged in the two
bearing pedestals. The front end bearing pedestal also houses the thrust bearing, which locates the
turbine shaft axially and takes up the axial forces.
BHEL::Hyderabad HY-LM-ST-001, REV.00/03-2011 Sheet 20
LEARNING MODULE FOR STEAM TURBINE
The blading consists of an impulse stage, which permits partial admission and consequent efficient
governing, and of a number of reaction stages in the drum part. The radial and axial clearances are
liberally designed with a view to combine high operational safety with an optimum utilisation of the
available heat drop.
The function of the balance piston is to compensate the axial thrust to the highest possible degree.
Since, the axial thrust varies with the load, the residual thrust is taken up by the thrust bearing,
mentioned above. At the same time, the balance piston seals of the high pressure in the wheel
chamber against the pressure prevailing before the shaft glands.
The shaft glands seal off the casing at the points, where the shaft passes through. The sealing
elements consists of packing strips in the gland rings and of grooves machined in the shaft.
The governing system of the turbine is of electronic type for control of load/ speed/ extraction/
pressure etc. An independent electronic overspeed protection device in 2 out of 3 voting logic is
used, which is in addition to overspeed trip facility from speed governor.
MEASURING DEVICES:
For the supervision of turbine, a number of measuring devices are used for interlocks and protection
purpose. For example,
- Overspeed.
- Axial displacement.
- Relative shaft vibrations.
- Differential expansion between Rotor and Casing.
- Lube oil pressure.
- Control oil pressure.
- Bearing metal temperature.
- Exhaust pressure/ Extraction pressure (Very high/ Very low etc.)
TESTING:
The turbine and control devices are subjected to very stringent tests before they are passed. At our
test pit in the factory, all the safety and protection devices, governing equipment are tested for
proper functioning. The turbine is assembled and no load running test is carried out for checking up
the vibrations at various speeds, over speeding test and centrifugal at 15% over speed for one
minute for checking the strength of the rotor are also carried out.
SPECIAL FEATURES OF STRAIGHT BACK-PRESSURE AND BACK PRESSURE WITH ONE
REGULATED EXTRACTION TURBINE:
These are provided along with the speed governors, pressure governors for back pressure and
extraction pressure controls operating on the governing system. When these sets are operating in
parallel with other condensing turbines or grid, the back-pressure and extraction pressure should be
BHEL::Hyderabad HY-LM-ST-001, REV.00/03-2011 Sheet 21
LEARNING MODULE FOR STEAM TURBINE
maintained constant for various steam quantities required, and the electrical output of the turbine
depends upon the steam consumption. The maximum variation of pressures at steady flows will be
2% of rated value. The non-uniformity from zero to full flows will be to a maximum of 8% of the
rated value. The turbines can also be operated independently without pressure control and
governed by the speed governor only. The change over from one type of operation to another can
be done easily even when the machine is running. The maximum speed variations from no-load to
full load while operating with extraction will be 8% of the rated value.
BHEL::Hyderabad HY-LM-ST-001, REV.00/03-2011 Sheet 22
LEARNING MODULE FOR STEAM TURBINE
8. TURBINE GENERAL DESRIPTION
Figure 3: Extraction condensing turbine
BHEL::Hyderabad HY-LM-ST-001, REV.00/03-2011 Sheet 23
LEARNING MODULE FOR STEAM TURBINE
CONSTRUCTIONAL FEATURES:
TURBINE ROTOR:
The turbine rotor for all types complete with shaft ends and impulse wheels, serving as governing
stage, is machined from a single forged blank of alloy steel. All rotors for standard turbines are
designed for sub-critical operation, i.e., as rigid rotors in the case of -2 type turbines and as flexible
rotors in the case of -3 type.
During rotation of the shaft, the journal portion of the rotor, which is supported in the bearing of
bearing pedestal is provided with the lubrication film by supply of lube-oil. This film has damping
characteristics, which can under certain conditions reach high values.
Rotor bears comb-like successions of grooves alternating with annular ridges. In connection with the
sealing strips caulked into the bores of the packing glands and internal labyrinth glands, the
projecting ridges will impart a whirling motion to the leak steam, small amounts of which are
seeping through from the inner compartments of the turbine casing. An impulse wheel at the
admission end of the rotor is equipped with the different type of blading and serves as the
regulating stage.
A toothed wheel mounted by shrinking to the rear end of the rotor permits in connection with the
mechanical barring gear for slow turning of the rotor by hand, in order to prevent bending.
After completion of machining and blading, turbine rotors are balanced in accordance with relevant
standards. The rotors are centrifuged at 21% above the maximum continuous speed. The
centrifuging testing is done to check the stability of rotor and soundness of blade assembly.
TURBINE CASINGS:
The casing is made of cast steel and is split horizontally, the joint being in level with rotor axis. The
casing of back pressure turbines is supported on separate bearing pedestals, with the supports
surface in level with the rotor axis. This ensures that the position of the casing relative to the rotor
always remains constant at all operating temperatures, the radial blade clearance, thus being
unchanged. In order to permit unrestricted horizontal expansion of the casing, without moving it out
center, the casing of back pressure turbines is located at both ends by two strong guide keys
arranged in the vertical center plane at the bearing pedestals.
In condensing turbines, the casing supports and guide keys are provided only at the front end
bearing pedestals. The rear end bearing pedestal is cast integral with the exhaust branch, with the
supporting surface being in level with rotor axis.
Thermal expansion of casings causes the front end bearing pedestal to move axially for all types of
turbines. The fixed point of the casing relative to bed plate and the foundation on back pressure
BHEL::Hyderabad HY-LM-ST-001, REV.00/03-2011 Sheet 24
LEARNING MODULE FOR STEAM TURBINE
turbines is at the rear end pedestal, which is bolted down and located by dowel pins. The fixed point
of the condensing turbines is the exhaust branch.
The construction of the casing for extraction type machines in both condensing and back pressure
models is the same, as described above, except that a branch is provided for extracting steam.
BLADING:
Standard turbines from BHEL operate on the 50% reaction principle and are therefore fitted with
reaction blading, preceded by a Single impulse stage (in special cases, a double stage), as governing
stage. The blades are made from 13% chromium steel. The moving blades are made from bar stock.
The guide blades are made from drawn profiles. The last LP blades are of special design.
The reaction blades have rounded inlet edges, which are less effected by the changes in the
direction of entry than thin profiles, thus giving high efficiencies even at part loads. The material
used, the method of production and the profile adapted for the blades assure a considerable degree
of protection against crack formation and fracture due to vibration.
When the blades are fitted in the rotor, the shrouds butt against each other to form a continuous
ring of shrouding. This helps to eliminate the danger from resonance, which is particularly liable to
occur in compressor drives. The maximum allowable stresses due to static and dynamic forces are
precisely calculated for various steam zones. According to these limits, the most suitable blade
profiles will be selected.
Reaction blading permits larger axial clearances, than impulse type blading, without reduction of
efficiency. The gap between the blade shrouding and the casing is sealed by sealing strips, caulked
into the casing.
The First stage wheel (A-Wheel) are of impulse type and in certain cases, where the blade stresses
are very high, the A-wheel blades are machined integral with rotor by Electro-chemical machining.
The A-wheel blades are always of fork root construction to withstand the high concentration of
stresses developed.
The moving blades have their root, web and shrouding milled from the same solid bar stock/ forging.
Exception to this rule are twisted blades of LP rows, where it is not possible to design them integral
due to their wide spacing and for damping blade vibration in the section, they are provided with
damping wires/ pins. The running blades in the drum stages have roots of inverted T-type.
Sometimes, depending on the centrifugal stresses, the last rows of LP blades may be designed with
Double T-root or fir-tree root.
The guide blades are manufactured from drawn bar material and have pronged (Inverted L) roots.
Spacers are provided between the guide blades and the group of blades are together held by a
shroud plate, which is riveted into them.
BHEL::Hyderabad HY-LM-ST-001, REV.00/03-2011 Sheet 25
LEARNING MODULE FOR STEAM TURBINE
RADIAL BLADE SEALING:
Normally, the steam passages are bounded by threads at the blade tips, particularly in regions of
high steam pressure and low volume flow. With moving blades, these are integral with blades and
machined from solid flats, with stationary blades they are riveted in position. The continuous shroud
ring, obtained after fitting the blades in rotor and casing grooves, is machined leaving stepped
projection on circumference. This projection produces a real labyrinth effect, in conjunction with
packing strips, caulked into the casing, opposite the moving blades and into the rotor, opposite the
stationary blades. The design presents remarkable advantages. The radial sealing clearances, and
thus the tip losses may be kept small without being detrimental to operating safety. In the event of
damage to the packing strips, they can easily be replaced to restore the nominal clearance, without
redressing and blading.
Figure 4: Labyrinth shaft glands
SHAFT GLANDS:
Shaft glands with labyrinth seals are fitted, where the shaft passes through the turbine casing. The
labyrinths consist of packing strips in the stationary part of the gland and grooves turned on the
shaft. A pressure balancing pocket is arranged before the last sealing stages, leading to atmosphere
to extract leakage steam at such a rate as to keep the leakage to atmosphere to a minimum. The
extraction takes place to a point of a lower pressure in the turbines or to a gland steam condenser.
The shaft glands of condensing turbines, which are under vacuum are supplied with gland sealing
steam at this point to avoid air leakage. Gland steam is regulated automatically with the help of
gland steam control valves.
THRUST AND JOURNAL BEARINGS:
Thrust bearing (Figure 5: Thrust bearing) is located in the front end bearing pedestal and is meant to
take residual axial thrust in the turbine, which has not been eliminated by balance piston as well as
to fix the rotor position axially.
BHEL::Hyderabad HY-LM-ST-001, REV.00/03-2011 Sheet 26
LEARNING MODULE FOR STEAM TURBINE
Figure 5: Thrust bearing
It is of segment type, having advantages of compactness and the uniform pressure distribution on all
the thrust pads.
Due to thermal expansion, the rotor moves towards exhaust branch. Since the casing is fixed at rear
end pedestal or exhaust branch, It will expand in the opposite direction and takes the thrust bearing
with it. In consequence, only a small amount of relative expansion takes place. The thrust bearing is
double ended and can take thrust in either direction.
The rotor is supported on journal bearings (Figure 6: Journal bearing ).
Figure 6: Journal bearing
BHEL::Hyderabad HY-LM-ST-001, REV.00/03-2011 Sheet 27
LEARNING MODULE FOR STEAM TURBINE
The shells of the journal bearings are held in the bearing pedestal by a setting ring. This permits
accurate alignment of rotor and the establishment of the correct radial clearances in labyrinth shaft
glands and bearing.
The running surface of the journal bearing and the thrust pads are lined with Babbitt (White metal).
STOP AND CONTROL VALVES:
The Emergency stop valve is provided at the steam inlet to the turbine. It is directly mounted on the
casing, with a view to reduce the quantity of steam entrapped between the Stop valve and control
valves. In the event of sudden load throw-off, if this entrapped steam is sufficient in quantity, it may
tend to overspeed the turbine.
The steam is admitted to the valve, valve chest through the emergency stop valve (Figure 7). In
normal operation, this valve is held open against a spring load by oil pressure. In the event of a trip
condition, the trip oil circuit is drained and the spring closes the valves very quickly.
Figure 7: Emergency stop valve
A steam strainer (Figure 1), is fitted in the emergency valve body. It consists of a corrugated seal
strip, wound spiral on the edge on former and is stronger than strainers of perforated sheet. The
free cross section is larger, although the mesh opening is smaller. Any water droplets, entertained by
the steam are evaporated upon impact on the strainer sides, due to large heat storage capacity of
the strainer, blade erosion thus avoided. The small mesh opening also provide effective protection,
against the passage of small solid particles.
BHEL::Hyderabad HY-LM-ST-001, REV.00/03-2011 Sheet 28
LEARNING MODULE FOR STEAM TURBINE
(b)
(a)
(c)
Figure 8: (a) Steam strainer (b) Strainer screen (c) Corrugated strip material
BHEL::Hyderabad HY-LM-ST-001, REV.00/03-2011 Sheet 29
LEARNING MODULE FOR STEAM TURBINE
The Emergency stop valve is provided with a testing device to check the proper functioning of the
valve, even during regular operation. This ensures that the spindle does not get stuck, due to
continued operation in one position.
Figure 9: Cones of control valves
The Control valves are provided in the Steam chest after the Emergency Stop Valve and regulate the
amount of steam flowing to a turbine according to the load. The cones of control valves are
suspended from a beam (Figure 9). The beam is supported by two spindles, which are raised and
lowered through a system of levers, by servomotor arranged adjacent to the valves. Each control
valve is adjusted to give a different distance between the bottom of the backing nut and it's seating
on the top of the beam, so that when the beam is lifted, the valves are opened in a sequence and
the steam is admitted progressively to the various nozzle groups.
Advantages of independent mounting of control valves are:
1. Independent adjustment of the valves to the valve seat.
2. Spindle breakages due to vibration are avoided.
3. Only two spindle glands through the admission chest are necessary for a maximum number of 5
control valves.
SAFETY DEVICES:
The following safety devices, which are part of standard equipment of industrial turbines trip the
turbine during operation.
1. Emergency governor, when a turbine speed exceed rated speed by approximately 10%.
2. Thrust bearing safety device, upon axial displacement of rotor. Wear of thrust bearing by more
than 0.5 mm
3. Low lube oil pressure and governing oil pressure.
BHEL::Hyderabad HY-LM-ST-001, REV.00/03-2011 Sheet 30
LEARNING MODULE FOR STEAM TURBINE
4. Vacuum safety device, upon raising of pressure in condenser.
5. Increase in back-pressure or extraction pressures beyond a safe preset value.
6. The emergency stop valve, can also be tripped locally by hand, through a lever in governing
console or from the control room.
Whenever the emergency stop valve is tripped, the control valves are also closed from the trip
signal. This provides doubly effective protection against steam being admitted to the turbine.
QCNRVs (Quick Closing Non-Return Valves) are provided in all extraction lines (whenever extraction
pressure is greater than 2.5 kg/Cm2), to safeguard the turbine against overspeeding in the event of
turbine trip. These valves close instantly in the event of a turbine trip, thereby blocking the reverse
steam flow into the turbine. These valves will be located very close to the turbine, to contain the
volume of entrapped steam between Steam turbine and the valve.
GOVERNING SYSTEM:
The most important and vital part of the steam turbine is the governing system. The governing
system consists of a number of basic governing elements and protections. The speed governing
elements are the speed sensor, governor, tranformer amplifier, servomotor and governing valves.
The protections to be provided depend very much on the type and the needs of the turbine. The
basic and normally provided protections are those against excessive axial motion, overspeed, low
lube oil pressure and the provision for tripping the unit by solenoid valves.
The stability of the governing system, is characterised by the ability of the speed governor to
position the control valves such that under steady conditions of steam parameters and load
sustained, oscillations in speed are not produced.
Speed regulation involves change in sustained speed, when the shaft power delivered by a turbine is
gradually varied from rated figure to zero, under steady state conditions, and is expressed in
percentage of rated speed. This is normally 4-6% for turbines driving Generators, whereas as low as
0.5% is necessary when turbines are to be used as compressor drives.
Dead band in a governing system is the total change in steady state speed during which there is no
measurable change in the position of the control valves. This has to be contained within 0.1% for
compressor drive turbines, since the dead band is a measure of insensitivity of the speed governing
system. Maximum momentary rise in speed due to sudden and complete reduction of load to Zero
has to be restricted within the 7% of the rated speed.
The overspeed governors are set to trip at 10% above the rated or maximum continuous speed. The
lube oil protection is set to trip the turbine, when the lube oil pressure drops very low. The axial
protection trips the turbine, when wear on thrust pads is high. The solenoid valve for tripping the
turbine are of normally energised type to assure higher reliability.
BHEL::Hyderabad HY-LM-ST-001, REV.00/03-2011 Sheet 31
LEARNING MODULE FOR STEAM TURBINE
CHARACTERISTICS OF THE GOVERNING ELEMENTS, PROVIDED ON BHEL TURBINES:
A concerted effort is continuously made to improve the quality of the essential components of
diverse governing elements, to ensure quick and reliable operation, size reduction and thereby the
cost. The latest series of turbines from BHEL incorporates these features. The time constants of
individual elements are reduced and high sensitivity is realised by:
Reducing the friction in conventional sliding elements, speed governors and servomotors, by
introducing rotating elements.
Introducing hydraulic vibrations, in primary and secondary impulse oil circuits.
Using swivel and Anti-friction bearings, in the levers of control desk etc.
Electronic governors are used for speed governing. They have high sensitivity and reliability and are
compact. These governors have very fast response time.
The transformers are very much standardised; but for changing few parts for different types of
turbines. These transformers are:
Provided with Anti-friction bearings and swivel joints for friction-free operation.
Devoid of chattering and vibration in lever flaps etc.
Performance proven, due to the use of standardised parts. The servomotors incorporated in
the governing system, offer the following advantages:
Adjustability of feedback mechanism. Provision on the main piston for increasing the
sensitivity and for reducing the changes of control valve spindles from getting stuck, during
operation.
Provision of positive and quick closing of valves, by cut-off point.
Provision of reserve lift on servomotors.
Easy adjustability and low cost.
As per latest design practice, an independent electronic overspeed protection device in 2 out of 3
logic is provided, which is in addition to overspeed trip from speed governor. Mechanical bolt
tripping over speed protection device are obsolete and are withdrawn.
LUBE OIL SYSTEM:
A typical lube oil system in an industrial steam turbine plant consists of:
One Main Oil Pump, driven by AC motor (or by a small auxiliary drive turbine)
One Auxiliary Oil Pump, which is same as Main Oil Pump, driven by AC motor.
BHEL::Hyderabad HY-LM-ST-001, REV.00/03-2011 Sheet 32
LEARNING MODULE FOR STEAM TURBINE
One DC motor driven Emergency Oil Pump, to supply oil for safe shut-down of turbine, in case
of total black-out.
One AC motor driven Jacking Oil Pump (DC jacking pump is additionally required in large sets
of 50MW rating and above).
Over head Oil tank, for safe shut-down of Steam Turbine, in the event of total power failure,
including DC.
One Lube Oil Purifier for removing solid particles and moisture from oil to acceptable levels.
Lube oil coolers and filters.
Piping, fittings and valves.
9. TURBINE BLADING
GENERAL:
The turbine blades convert the thermal energy of the steam into mechanical power. The blading is
thus of primary importance for the efficiency and operational reliability of the machine and no effort
is spared in determining the most favourable profile and in providing for the necessary mechanical
strength, accuracy of manufacturing and surface quality. Particular importance is attached to ensure
freedom from resonance. The natural frequency of rotor blades ( without shrouding) is tuned against
the rotational frequency, already in the design stage and a close check is conducted, when the
blading has been installed. The fit of the blades is also carefully checked.
Figure 10: Bladed rotor
Frequency tuning is not required for rotor blades with shrouds (Figure 12), since the shrouds are
located close together and thus produce an effective damping effect, which prevents vibration of
detrimental amplitude. The twisted LP blades have a small cross sectional area and large tip spacing
BHEL::Hyderabad HY-LM-ST-001, REV.00/03-2011 Sheet 33
LEARNING MODULE FOR STEAM TURBINE
and are therefore, without integrally milled shrouds. For damping blade vibration, they are provided
with damping wires/ pins of steel or Titanium. Stainless steel is employed for entire blading.
Figure 11: Two forms of blades, used for regulating stage blade (Root with Single and Multiple forks)
REGULATING STAGE:
Turbines designed for regulating the steam flow through nozzle groups, are provided with a
Regulating stage, which takes the form of impulse blading, permitting partial admission.
Figure 12: Rotor blade
The regulating stage is omitted in the case of turbines with throttle control, the steam being
admitted direct with full arc admission to the first expansion stage through the control valves.
REACTION STAGES:
The stages, following the regulating stage are designed for 50% reaction. The guide blades and rotor
blades have the same profile and blade angle.
BHEL::Hyderabad HY-LM-ST-001, REV.00/03-2011 Sheet 34
LEARNING MODULE FOR STEAM TURBINE
Figure 13: Group of blades
ROTOR BLADES:
The inverted T-root rotor blades, with shrouding (Figure 12) are milled from solid material and are
bottom caulked with caulking wire, after insertion in the shaft groove. The roots are so designed,
that after assembly the specified blade spacing is obtained without the need of fitting spacers. A
locking blade, which is secured to the rotor, by means of threaded dowels, closes off the blading
insertion groove, without forming a gap.
GUIDE BLADES:
The guide blades are manufactured from drawn bar material. They have a pronged root, the correct
inter-blade spacing being obtained by means of spacers, fitted in the blade groove. The shrouding is
riveted and combines several guide blades into a group (Figure 13).
LOW PRESSURE (LP) STAGES:
The last stages of the IP turbine are combined in groups with standard size blades. The sizes of these
blades are so selected that a permissible axial velocity in the last stage and thus an economical
leaving loss is obtained for any volume flow. The difference between the circumferential velocity at
the blade root and tip is quite considerable and is taken into account, by twisting the blade along it's
length. The rotor blade roots take the form of fork shape or T- shape, are inserted in the radial
grooves of the rotor and are secured by taper dowels or bottom caulking. The trailing edges are
machined to a thin profile to avoid any stall patches and the formation of large water drops. The
axial clearance from the last row of rotor blades is kept large to facilitate atomising of water drops,
released from the leaving edges and to provide a sufficiently long acceleration path for any
remaining droplets. The impact velocity of water drops, impinging on the leading edges of the blades
is thus reduced.
BHEL::Hyderabad HY-LM-ST-001, REV.00/03-2011 Sheet 35
LEARNING MODULE FOR STEAM TURBINE
Figure 14: LP stage with T-Root blades
Figure 15: LP stage with Fork root blades
TIP SEALING:
In the case of turbines with 50% reaction component, a pressure gradient is produced both at the
guide and moving blades. The pressure difference generates a flow in the gap between the
stationary and rotating components and losses are thus caused. To keep these leakage losses low,
effective blade tip sealing has to be provided. Cylindrical blades (guide and moving blades) are
therefore provided with continuous sealing strips, with radial recesses, which form an effective
labyrinth seal together with the sealing strips (Figure 16).
BLADE TIP SEALS:
The shroud strip of rotor blades is formed by a butting strip section, which are milled from the solid
together with the blades. The guide blades are fitted with riveted shroud strips.
The shroud strips, which are caulked into the guide blade carrier or shaft opposite to the shrouds,
are made of stainless steel. These are designed to accommodate the maximum pressure difference
occurring. On the other hand, the heat produced in the event of contact occurring at the sealing tips
and transferred to the guide blade carrier or shaft remains low enough to prevent deformation of
these components.
BHEL::Hyderabad HY-LM-ST-001, REV.00/03-2011 Sheet 36
LEARNING MODULE FOR STEAM TURBINE
The sealing strips can be replaced easily. Replacement of sealing strips, which may have worn out as
a result of rubbing and correction of the clearances, may be carried-out during a routine inspection,
without great difficulty.
Figure 16: Blade tip seal
10.GOVERNING SYSTEM
GENERAL:
Industrial steam turbines find a wide range of application in modern industrial plants. Increasing
emphasis is being laid on total energy concepts and energy conservation. Modernisation and
automation of industrial plants is a natural corollary of the situation, which has placed very exacting
demands on turbines, especially on governing systems.
Due to the variety of application of industrial turbines, the governing system also vary and are
unique for each application. The design of the governing system is based on proven design
philosophy.
The most common requirements of turbine governing system, which are encountered in present day
industries with varying degree of automation:
- Speed/ frequency control.
- Back pressure control.
- Extraction pressure control.
- Extraction back pressure control etc.
Special applications of industrial turbines are for driving Boiler Feed Pumps and Power generation in
waste heat recovery plant, each requiring special governing system.
BHEL::Hyderabad HY-LM-ST-001, REV.00/03-2011 Sheet 37
LEARNING MODULE FOR STEAM TURBINE
The unique feature of turbine governing system is the modular design philosophy. Each module has
been proven for it's performance through years of operation. System design involves selection of
these proven modules, based on specific calculation and system requirements.
The turbine governing system earlier was hydraulic system, based on hydrodynamic principles. The
hydraulic system, apart from being reliable and quick in response, is very simple to operate and easy
to maintain.
A recent trend in the area of turbine control system is the electro-hydraulic system, which is in use
on turbines, built by BHEL Hyderabad since 1980.
The advantages of electro-hydraulic control lie in the use of electronic methods from measurement
and signal processing and the use of hydraulic devices for continuous control of large positioning
drives with required degree of accuracy. Further, electronic methods of signal processing make it
possible to realise complicated functions and interlock facility with other process system variables.
Electro-hydraulic system can be with low pressure (8 bar) or high pressure (160 bar) hydraulic
components. With low pressure electro-hydraulic system, hydraulic components are similar to the
most commonly used hydraulic system, except for the introduction of electro-hydraulic converter, at
an appropriate place. To keep pace with present day developments, BHEL Hyderabad has introduced
electro-hydraulic governing systems, with high pressure hydraulic components too. High pressure
system, in addition to reducing the size of components has further improved the dynamic response
of the total system.
The state of the art in turbine control system is the application of microprocessor based control,
instead of conventional electronic printed circuit boards. Microprocessor based system offers
flexibility of operating large industrial plants and feasibility of interfacing with video display unit and
data logging system.
SPEED CONTROL:
The most common and simplest control requirement for an industrial turbine is to control speed.
This problem arises in particular, when no external power supply is available and the total demand
for electrical energy of the plant has necessarily to be met by turbo-generator set (isolated
operation). Hence, the quality of the power required by electrical network must be generated at any
moment by the turbine.
Speed governor is a proportional action controller, each change in load causing a change in the
speed of the turbo set. The governor controls the opening of turbine control valves, as a function of
this speed change. On account of the proportional range of droop of the speed control system, the
frequency is not constant over the full load range, without external interference (Figure 17).
However, if the frequency is to remain constant over full load range, a frequency controller can be
provided to adjust the set point of speed control system. Figure 7 represents a simplified block
diagram for a speed control system of a straight condensing turbine, driving a generator set.
BHEL::Hyderabad HY-LM-ST-001, REV.00/03-2011 Sheet 38
LEARNING MODULE FOR STEAM TURBINE
If the turbo-generator set is connected electrically in parallel with other units, or external grid, which
can maintain the frequency of the turbo-generator set, the power developed by a set can be
controlled at desired level manually or by providing an auto power regulator.
Figure 17: Steady state Droop characteristic of Speed governor
Figure 18: Block diagram for Speed control system
EXTRACTION/ BACK PRESSURE CONTROL:
If the process steam is required at two different steam conditions and if the frequency of the turbo
set can be maintained by an external electrical network, an extraction back pressure turbine with
extraction/ back pressure control is provided.
BHEL::Hyderabad HY-LM-ST-001, REV.00/03-2011 Sheet 39
LEARNING MODULE FOR STEAM TURBINE
Figure 19: Block diagram for speed & extraction pressure control system
BACK PRESSURE CONTROL:
The primary requirement of back pressure control by the turbine is that the TG set has to be
connected in parallel with the external grid or any other machines, which will maintain the
frequency of the system. The steam flow through the turbine is controlled by the back pressure
steam line. Hence, the power generated by the TG set is dependent on the back pressure steam
requirement.
The back pressure controller is a proportional integral controller. It acts on the set point of speed
control system. If the connection of internal electrical system to the external electrical system is
interrupted by faults in the latter, the back pressure control mode is automatically switch over to
speed control mode. During speed control mode, additional facilities such as make up pressure
reduction station and below off valves can be provided on the back pressure steam network, so that
excess or inadequate quantity of steam supplied to the back pressure system by the turbine can be
discharged or augmented, as the case may be. Refer Figure 20, for a block diagram of back pressure
control system.
BHEL::Hyderabad HY-LM-ST-001, REV.00/03-2011 Sheet 40
LEARNING MODULE FOR STEAM TURBINE
Figure 20: Block diagram for back pressure control system
SPEED/ EXTRACTION PRESSURE CONTROL:
Usually an extraction condensing turbine is used, when the turbo set has to meet heat (steam) and
electrical power requirement of a plant by itself. Basically, an extraction condensing turbine consists
of two partial turbines: a back pressure turbine (HP turbine) and a Condensing turbine (LP turbine).
To ensure steady operation, the governing system for an extraction condensing turbine is designed
keeping the following conditions in view:
- A change in the electrical power requirement should not affect the steam flow in the extraction
steam system.
- A change in the steam requirement in extraction system should not affect the electrical power
output.
Upon increase in electrical power requirement, for ex. the governing system will actuate the HP and
LP control valves, such that the increase in the steam flow through the turbine is equal to the
increase in the steam flow through the turbine. With this control, the quantity of the steam flowing
in the extraction steam system remains unchanged.
If the steam requirement in the extraction line is changed, say increased, the governing system
actuates the HP control valves to open more and LP control valves to close partially, so that the
BHEL::Hyderabad HY-LM-ST-001, REV.00/03-2011 Sheet 41
LEARNING MODULE FOR STEAM TURBINE
additional requirement of steam in the extraction line is met. Further, the readjustment in the HP
and LP control valves is such that increase in output shortfall of the LP turbine. Hence, the total
power produced by the turbine remains unchanged.
When the extraction steam demand is reduced, the HP control valves will close and LP control valves
open. These valves will operate in such a way that will decrease output of HP turbine, because the
steam flow is equal to the increment in output. According to the design of extraction condensing
turbine, the extraction steam flow rate can be varied within specific limits, without any change in
power output.
Figure 21: Block diagram for speed and extraction pressure control system
EXTRACTION/ BACK PRESSURE CONTROL:
If the process steam is required at two different steam conditions and if the frequency of turbo set
can be maintained by external electric network, an extraction back pressure turbine with extraction/
back pressure control is used. Basically, turbine consists of two back pressure turbines housed in a
single casing. Back pressures of HP and LP turbines correspond to extraction pressure and back
pressure systems respectively. Governing system is designed to maintain the two pressures
constantly independent of each other as follows:
- The back pressure is controlled by a pressure controller, which acts on the set point of the speed
governor. If for ex., there is an increase in the demand for steam in back pressure line, the HP and LP
BHEL::Hyderabad HY-LM-ST-001, REV.00/03-2011 Sheet 42
LEARNING MODULE FOR STEAM TURBINE
control valves open wider, such that increase in steam flow through HP turbine is equal to increase
in steam flow through the extraction steam system, thus remains unchanged.
- If the steam requirement in the extraction steam system is changed; for ex., increased, only the HP
valves are opened wider corresponding to the new requirement in extraction line. Since LP valves
are not operated by extraction pressure controller, flow through the LP turbine remains unchanged.
If the external electrical network (to which the extraction back pressure turbo set is connected in
parallel) is failed, the extraction back pressure control mode will change over to speed mode. For
change over to this mode of operation, main circuit breaker contact is used. During speed and
extraction pressure control mode, steam flow through LP turbine may not match the requirement of
steam in the back pressure line.
DOUBLE EXTRACTION PRESSURE/ SPEED CONTROL:
An additional condensing section is added to extraction back pressure turbine to make a double
extraction condensing turbine. This is useful in particular, when it is required to maintain the
frequency, in addition to double control steam pressure. Governing system for double extraction
condensing turbine is designed for the following conditions:
- A change in the power output of the turbo set does not affect the extraction steam rate 1 and 2.
- A change in extraction steam rate 1 does not affect the power output or extraction steam rate 2.
- A change in extraction steam rate does not affect the power output or extraction steam rate 1.
CONTROL FOR TURBO-COMPRESSORS:
The requirement imposed turbo-compressor control system by process industries is to maintain
constant pressure either at suction side of compressor or at delivery side of compressor, with
variable flow rates, which depend on process requirements. For a centrifugal compressor, different
flow rates at constant pressure are to be achieved by varying the speed of the turbo-compressor. For
this purpose, a pressure controller is used, whose output signal varies with the speed set point of
speed governor and which in turn controls the valve opening. In addition to compressor pressure
control, turbine governing is used to control supply steam for process requirement. It is not the case
for back pressure drive turbines, since the output required from the drive turbine is dependent on
the requirement. Hence, for a back pressure turbine driving a compressor, the back pressure is
always maintained by a parallel pressure reduction station across the turbine.
BOILER FEED PUMP DRIVE TURBINE CONTROL:
Usually, Boiler Feed Pump (BFP) drive turbines are required to operate in dual steam source, i.e.,
either on bleed steam from main turbine or on steam from auxiliary header. This dual steam source
places special requirement on turbine governing system, viz., smooth change over from one source
to another source automatically, in addition to speed control in a wide range.
BHEL::Hyderabad HY-LM-ST-001, REV.00/03-2011 Sheet 43
LEARNING MODULE FOR STEAM TURBINE
SUMMARY:
In addition to the common control requirements described above, turbine governing system can be
designed fro specific plant requirement few of which can be inlet steam pressure control, injection
steam pressure control for mixed pressure turbine, injection/extraction pressure control, turbo-
blower control etc. Electro- hydraulic turbine governing system can be adopted for automatic
turbine run up & start up control if desired. This system can also be couple to a turbine wall stress
evaluator, which permits the start up of the turbine and load changes during normal running without
causing undesirable stresses in the turbine components.
11. ROTOR DYNAMIC PERSPECTIVE OF VIBRATIONS AT DESIGN STAGE IN
STEAM TURBINES
INTRODUCTION:
The assessment of the behavior of any object involves 3 aspects:
1) The characteristics of the object, which determine the response of the object to external
stimuli.
2) External environment which includes the stimuli themselves.
3) Acceptance criteria for the particular behavior.
In the same fashion, the vibrational behavior of any rotating machinery depends upon the following:
1) The dynamic characteristics of the rotor-bearing system. This includes the stiffness, inertia
and material damping of the shaft, the support stiffness and damping in the bearing oil film,
and the bearing support structure stiffness and damping.
2) The external environment includes the excitation forces, clearances with the stator parts
and damping due to the surrounding medium.
3) Acceptance criteria are defined by several international standards based on the application.
Each of these aspects will be dealt with in this paper. The reader is referred to text books on rotor
dynamics for a more rigorous mathematical treatment. This paper covers the basic principles
without touching upon the mathematics.
FACTORS AFFECTING THE VIBRATION BEHAVIOR:
i) Rotor-bearing system:
As is obvious, the primary factor affecting the behavior of the rotor-bearing system is the stiffness
and moment of inertia of the rotor geometry. A typical rotor of a steam turbine is shown below.
BHEL::Hyderabad HY-LM-ST-001, REV.00/03-2011 Sheet 44
LEARNING MODULE FOR STEAM TURBINE
Figure 22: Rotor of a steam turbine
The varying stiffnesses and moments of inertia of the different rotor sections are considered in the
modeling of the problem. Any mounted components on the shaft affect the moment of inertia, and
are added to the mass stations. However, if the shrinkage is not very high, they are not considered in
calculating the stiffness of the section.
A typical mode is shown below.
Figure 23: A typical mode of rotor bearing system
In olden days, when the theory of bearings was not well developed, it was customary to consider the
rotor in isolation, with simply-supported boundary conditions at bearing locations, that is, assuming
rigid bearings.
However, the variations from theory to practice forced the designers to consider the stiffness and
damping of the oil film developed in the bearings, and this gave a much better correlation between
theory and practice. It is a long time since the rotor and bearings are considered as a system
together for analysis.
BHEL::Hyderabad HY-LM-ST-001, REV.00/03-2011 Sheet 45
LEARNING MODULE FOR STEAM TURBINE
Another dimension added to the system is the support structure of the bearing. This itself could
have some flexibility which can considerably affect the system stiffness. It has become customary
therefore to consider the support structure stiffness also in the analysis of rotor-bearing system.
Another factor affecting the stiffness if the rotor is the temperature distribution. Since the stiffness
depends on the Young’s modulus of the material, and the Young’s modulus reduces with increase in
temperature, stiffness of a given geometry also reduces with increase in temperature. This is
especially so in case of steam turbines where the shaft sees different temperatures along its length.
The next factor which influences the response of the system is the bearings. They are covered in
detail in subsequent lectures, but are briefly dealt herewith. Different types of bearings are used for
different applications. High speed rotating equipment use hydro-dynamic bearings, where the shaft
is supported on oil film generated by the rotating shaft. The different types of bearings frequently
used are as follows:
a) 2-lobe bearings:
This bearing is made such that the center of the bore of each half is beyond the parting plane. The
extent to which the center of the bore is beyond the parting plane is called eccentricity. This
geometry is achieved by putting shims of thickness equal to twice the desired lobe eccentricity
between the halves, and machining a cylindrical bore. When the shims are removed and the two
halves are assembled, the two lobes are obtained.
This induced eccentricity makes the oil wedge more tapered. Moreover, because both the halves
have eccentricity, two oil films are formed, one on top and one at the bottom. Thus, the rotor is held
by two opposite pressure peaks, making the system more stable than a cylindrical bearing.
Since the stability is better, the bearing can be used for higher speeds than the cylindrical bearing.
However, the load carrying capacity of the 2-lobe bearing is less than that of the cylindrical bearing.
It may be mentioned here that because of the eccentricity and the increased taper in the wedge, the
horizontal and vertical properties (stiffness and damping) taper off drastically towards the oil inlet.
The horizontal stiffness is therefore much lower than the vertical stiffness.
BHEL::Hyderabad HY-LM-ST-001, REV.00/03-2011 Sheet 46
LEARNING MODULE FOR STEAM TURBINE
Figure 24: Typical 2-lobe bearing
Because of the same reason, the vertical damping of 2-lobe bearings is the best among all three
types of bearings, whereas the horizontal damping of the 2-lobe bearings is the worst. Because of
this low horizontal damping, it is unsuitable for operations at higher speeds.
b) 4-lobe bearings:
In this bearing, there are 4 lobes, and the centers of each of these lobes is eccentric to the center of
the bearing. This forms 4 oil wedges. The shaft is therefore held between 4 pressure peaks, and is
therefore more stable. However, since the area of each peak is smaller, the load carrying capacity of
this is less than that of the 2-lobe bearing. Another important improvement over the 2-lobe bearing
is that the horizontal stiffness and damping properties are similar in magnitude to the vertical
properties.
Because of the increased stability, this can be used for higher speeds than the 2-lobe bearings.
BHEL::Hyderabad HY-LM-ST-001, REV.00/03-2011 Sheet 47
LEARNING MODULE FOR STEAM TURBINE
Figure 25: Typical 4-lobe bearing
The machining of this bearing has to be done on CNC machine controlling the tool movement by
program to achieve the required bore. This bearing is therefore always bought out by BHEL.
c) Tilting pad bearings:
In many machines, the load and / or speed may not be constant. Many turbines see partial load
operation for a major portion of their life cycle. In case of drive turbines driving equipment like
compressor, blowers and boiler-feed pumps, the speed is also variable. Because of speed changes,
the pressure of the oil being pumped by the rotor into the wedge changes. So load-carrying capacity
of the oil wedge also changes. In order to get an optimum film, a tilting pad design is used. In this
design, pads are pivoted in an external ring, and are free to tilt within a limited range. With this
configuration, the pad automatically tilts till the resultant force vector due to the oil film pressure
passes through the pivot point. At this stage, the pad attains equilibrium. When the conditions
change, the film pressure distribution changes, and the pad again tilts until the load vector passes
through the pivot. In this way, the pad adjusts itself to achieve an optimum oil film in the bearing.
This is called a tilting pad bearing. It may be mentioned here that a pad with offset pivot has a higher
load carrying capacity (and therefore lesser temperature for a given load) than a centrally pivoted
pad. A typical tilting pad bearing is shown below.
BHEL::Hyderabad HY-LM-ST-001, REV.00/03-2011 Sheet 48
LEARNING MODULE FOR STEAM TURBINE
Figure 26: Tilting pad bearing
BHEL has standardized 5-pad tilting pad bearing, with load-between-pads configuration. Load-
between-pads means that there are even number of pads in the bottom half, and the vertical load
vector of the rotor passes between two pads. This configuration has a higher load-carrying capacity
than the other possible configuration where the load vector passes through the middle of a pad, and
there are odd number of pads in the bottom half. This is because the total area of pressure peaks in
the first configuration is higher than that in the second configuration.
A tilting pad bearing has lesser load-carrying capacity than a 2-lobe or a 4-lobe bearing, but has a
higher stability. So it can be used for lighter rotors for higher speeds.
One other improvement over the 2 and 4-lobe bearings is that this bearing has as many oil inlets as
the pads, since there is one oil inlet between each pad. This results in more uniform cooling of the
shaft around the periphery. This property makes it better suited for rotors with higher overhang
moments which give hot spot number problems (refer notes on rotor dynamics to understand hot-
spot number problem).
One of the recent improvements in tilting pad bearing design is the concept of leading edge groove
(LEG). In this concept, a groove is made at the leading edge of the pads to have a more uniform oil
distribution in the pads.
d) Offset half bearings:
In turbines and centrifugal compressors, 2-lobe, 4-lobe and tilting pad bearings are used. In gear
boxes, where heavy loads occur at rated power and extremely light loads at no-load, offset-half
bearings are used. For very high speeds, tilting pad bearings are also used in gear boxes.
BHEL::Hyderabad HY-LM-ST-001, REV.00/03-2011 Sheet 49
LEARNING MODULE FOR STEAM TURBINE
Figure 27: Offset half bearing
ii) Environment:
The primary factor of the environment which affects the rotor vibrations is the excitation. There can
be several sources of excitation.
API 612, a standard for steam turbines, defines the various potential sources of excitation for steam
turbines. They are:
i. Unbalance in rotor system:
This is inherent in every shaft due to unavoidable manufacturing errors. When the center of gravity
of the shaft does not pass through the center of revolution, the eccentricity gives rise to a centrifugal
force. This rotates with the shaft, causing a sinusoidal excitation force.
Since the manufacturing errors are unavoidable, unbalance is also unavoidable.
ii. Instabilities in oil film (whirl)
The following figure shows the different types of oil films that can occur in the cylindrical bearing.
BHEL::Hyderabad HY-LM-ST-001, REV.00/03-2011 Sheet 50
LEARNING MODULE FOR STEAM TURBINE
Figure 28: Different types of oli films that can occur in the cylindrical bearing
.Film (a) exists for a steady state loading under normal operation. The dynamic loads of the shaft are
not super-imposed on the steady load.
Film (b) shows small dynamic load superimposed on the steady load, i.e., small shaft vibrations. Due
to this small dynamic load, the oil film is squeezed, and oscillates about its mean position.
Films (c) and (d) show the oil film when the superimposed shaft vibrations are very large, i.e., the
shaft is whirling about its mean position. Due to the high amplitude of the shaft vibration, the
oscillations of the oil film also become large, and finally the oil film starts whirling with the shaft.
The difference between the rotational velocity of the shaft and the whirl velocity is to be clearly
understood for understanding the behaviour of the oil film. Shaft rotational velocity is the velocity of
the journal surface due to the rotation of the shaft about its axis. Shaft whirl velocity is the velocity
with which the shaft axis whirls about the mean position of the shaft in the bearing.
The surface of the oil film which is in contact with the bearing is at zero velocity, whereas the surface
which is in contact with the rotor is at the same velocity as the journal surface. The mean oil velocity
in the film may therefore be taken as approximately half the shaft surface velocity. That is, the oil
enters and leaves the oil film with an average velocity of approximately half the shaft surface
velocity
In the film (c), when the velocity of the film is less than half the shaft rotational velocity, the film is in
the trailing position of the shaft. In this position, the reaction force from bearing to shaft is in such
an orientation that it adds to the shaft whirl, causing an unstable effect.
In film (d), the velocity of the film is more than half the shaft rotational velocity, and the film is in a
leading position. The reaction of such a film on the rotor gives a stabilizing effect.
It can be understood from the above explanation that high amplitudes of the shaft results in whirling
of the oil film along with the shaft. The mean oil velocity within the film is half the rotational speed
of the shaft. If, under these circumstances, the critical speed of the shaft is a half the operating
speed, then the oil film and the shaft whirl resonate, and the vibrations build up to very high values.
This is called the oil whirl.
As with all instabilities, this phenomenon also can be arrested if there is sufficient damping in the
system.
iii. Internal rubs
iv) Blade, vane, nozzle and diffuser passing frequencies:
As the rotating blade passes the guide blade of the previous stage, it experiences a variation in the
fluid impinging upon it. This causes a periodically varying excitation force.
BHEL::Hyderabad HY-LM-ST-001, REV.00/03-2011 Sheet 51
LEARNING MODULE FOR STEAM TURBINE
v) Gear tooth meshing and side bands
vi) Coupling misalignment
vii)Loose rotor-system components
viii) Hysteretic and friction whirl.
ix) Boundary layer flow separation
x) Acoustic and aerodynamic cross-coupling coefficients:
Example is tip clearance excitations. This is due to steam forces at the non-uniform tip clearances of
the blades. This causes destabilizing forces on the rotor, which can be contained only if the system
has sufficient damping.
xi) Asynchronous whirl
Excitation of other rotating equipment will be more or less limited to the above factors. Some may
not be applicable to all machines. But factors like unbalance are common to all rotating machinery.
Another effect of the environment is the damping. Depending upon the fluid, the damping on the
shaft changes. In equipment like pumps, where the shaft is immersed in a dense fluid, the damping
offered by environment is substantial. Even in steam turbines, where back-pressure is very high, it
was found that the damping offered by the steam is considerable, and many expected instabilities
did not occur because of this damping.
iii) Rotor Dynamic Analysis:
This involves two parts: (i) Modeling of the physical system, and (ii) Analysis of the system.
The physical system consists of a shaft of several steps machined on it, and probably several
components like discs, couplings etc. mounted on it. The shaft is divided into a number of sections,
and the mass of each section is lumped at the center of the section. These are called stations. Every
station is connected with its neighbour by a spring whose stiffness is equal to the stiffness of the
shaft between the stations. This stiffness should also consider the Young’s modulus of the material
at the temperature of that section.
It may be mentioned here that the mounted parts, like discs, may not contribute to the bending
rigidity of the shaft, if they are not shrunk on with a high shrinkage. They are to be added to the
mass of the section (since they contribute to the inertia), but they should not be added to the
rigidity diameter of the shaft. Similarly, in the transition of two diameters, the shoulder material
does not contribute fully to the rigidity of the shaft. The rigidity diameter of this portion is therefore
taken less than the mass diameter.
Figure 29: Transition of diameter
BHEL::Hyderabad HY-LM-ST-001, REV.00/03-2011 Sheet 52
LEARNING MODULE FOR STEAM TURBINE
To this model of the shaft, the support stiffness and damping of the bearings and the support
structure are added at the appropriate locations. It may be mentioned here that the bearing
stiffness and damping depend upon the speed of operation apart from other factors like oil viscosity,
specific bearing pressure and radial clearances. The model definition therefore changes with speed.
The analysis is therefore to be done for various speeds separately.
On this model, excitation forces are superimposed. The model is then analysed to get the response
of the shaft for that speed. If the excitation force is unbalance, this also changes with speed.
As described earlier, the unbalance in the rotor is caused by manufacturing inaccuracies. They may
be inaccuracies in machining. It is not possible to predict the distribution of the unbalance forces on
the rotor. Without this distribution, it is not possible to perform an unbalance response analysis.
Therefore, some assumptions are made which excite the different modes of concern in the worst
possible way. For example, for exciting the first and third modes in the worst possible way, it is
assumed that the entire unbalance is assumed to be lumped at the center. For exciting the second
mode, the same unbalance is split into two parts, each acting close to the bearings and within the
bearing span, but 180 degrees opposite to each other. When coupling is shrunk on at either the
front end or the rear end, a coupling unbalance is also assumed as a separate configuration, since
shrinkage of coupling can result in major unbalance for high speed rotors. A guideline for the
different unbalance configurations is given by the standard API 612, and is reproduced below.
BHEL::Hyderabad HY-LM-ST-001, REV.00/03-2011 Sheet 53
LEARNING MODULE FOR STEAM TURBINE
Figure 30: Guideline for the different unbalance configurations as given by the standard API 612
API also specifies the amount of unbalance to be considered for the analysis of steam turbine rotors.
Similar standard exists for compressors. Other equipment also have standards which specify the
unbalance to be considered.
For this specified unbalance, the unbalance force changes with speed, since unbalance force =
unbalance * (speed)2
If any other excitation is specifically applicable for a shaft, that excitation should also be modeled.
But generally unbalance is the only excitation for which analysis is done. (System damping is ensured
in sufficient quantity to suppress other excitations and instabilities). Factors like tip clearance
excitations are modeled as cross-coupling coefficients in the model.
The boundary conditions are then applied, and model is then analysed using transfer matrix method.
The state vector at the left of a station is related to that at the right by adding the inertial force of
the mass to the shear force, and the state vector at the right of a station is related to that at the left
of the next station by modifying the deflection, slope, bending moment and shear force according to
the strength-of-materials formulae.
BHEL::Hyderabad HY-LM-ST-001, REV.00/03-2011 Sheet 54
LEARNING MODULE FOR STEAM TURBINE
An alternative approach is to use FEM for the system. But this is generally not done, since special
purpose programs take care of repeated calculations of the problem at various speeds, estimation of
system damping etc., and are more easily used.
When this process is repeated for a number of speeds from 0 to operating speed, and a curve drawn
with speed on X-axis and amplitude at the bearings on Y axis, the unbalance response of the rotor at
the bearings is obtained.
Apart from the unbalance response, the system damping is also analysed. This is important because
the amount of system damping determines the response of the system to unforeseen disturbances,
or unexpected instabilities. Vibrations arising out of steady excitations like unbalance are steady in
nature. However, vibrations arising out of instabilities, like oil whirl and tip clearance excitations, or
any other disturbances, in a system with inadequate damping, are not steady. They either suddenly
go to very high values, or appear and disappear irregularly.
iv) Acceptance Criteria:
The acceptance criteria are different for different applications. For each type of equipment, there
are international standards which define the acceptance criteria.
A typical unbalance response curve for a steam turbine is shown below.
BHEL::Hyderabad HY-LM-ST-001, REV.00/03-2011 Sheet 55
LEARNING MODULE FOR STEAM TURBINE
Figure 31: Typical unbalance response curve for a steam turbine
API 612 defines the allowable vibrations of steam turbines as 25.4* (12000/rpm) or 25.4 microns,
whichever is less. A similar definition exists for compressors in API 617, and for gear boxes in API
613. However, API standards being more stringent, are used for critical and special applications only.
API also defines the separation margins required for the critical speeds based on the amplification
factors.
For AF < 2.5, SM = 0.
For AF = 2.5 to 3.55, SM = 15% above MCS, 5% below min. operating speed.
For AF > 3.55, SM = [126-{6/(AF-3)}]-100 for peaks above MCS
and [100-[84+{6/(AF-3)}] for peaks below min. operating speed.
For compressors and gear boxes, similar limits are given by relevant API standards. In case of non-
applicability of API, other limits based on experience with such equipment may be adopted.
For amplitude limits for rotating equipment in general (where API is not applicable), ISO7919 is used.
This gives acceptance criteria for various types of equipment for newly commissioned machines, and
guide-lines for alarm and trip values.
BHEL::Hyderabad HY-LM-ST-001, REV.00/03-2011 Sheet 56
LEARNING MODULE FOR STEAM TURBINE
Figure 32: Recommended values for maximum relative displacement of the shaft as a function of the
maximum service speed for coupled industrial machines
It may be mentioned here that the alarm and trip values are not to be fixed at the designed stage.
The maximum values of alarm and trip can be fixed. However, each machine should be monitored
during commissioning, and the normal value of the machine noted. The alarm and trip values are to
be fixed as a percentage of this normal value, so that any abnormal trend can be detected easily.
This is what is specified in ISO 7919 also.
The acceptable level of system damping is based on experience of the particular type of machine.
Theoretically, if the log decrement is positive, the system is stable. However, in practice, the value is
to be more than some positive value to take care of calculation inaccuracies, and also to achieve
sufficient damping in the system to damp out any instabilities. No standard exists as on date to
define this limit. For steam turbines, it is customary to limit the log decrement value to 0.25 in the
operating range. Other such criteria are exist for each type of machinery.
The amount of damping in the system depends to a large extent on the type of bearing used. The
worst bearing from damping point of view is the 2-lobe bearing. This is because of the low stiffness
and damping properties of the bearing in horizontal direction where the film diverges to the
maximum extent. But, if the horizontal damping is sufficient for an application, the vertical damping
is again maximum in the 2-lobe bearings due to the high convergence of the oil wedge. The 4-lobe
BHEL::Hyderabad HY-LM-ST-001, REV.00/03-2011 Sheet 57
LEARNING MODULE FOR STEAM TURBINE
and tilting pad bearings have much better damping in the horizontal direction than a 2-lobe bearing,
but not as good damping as a 2-lobe bearing in the vertical direction.
Gear boxes have a special condition. These are the only equipment where the radial load on the
bearings changes from near-zero at no-loads to very high value at operating loads. The bearings
should have enormous damping at no-loads, and very high stiffness and load-carrying capacities at
high loads. Such combination is possible only in offset-half bearings. That is the reason most gear
boxes have offset half bearings in high speed shafts.
Some tips based on experience:
1) For steam turbines, the ratio of the bearing span to the diameter at the first stage blade is a
measure of the quality of the rotor design. If this ratio is less than 7, the design is good. If it is
between 7 and 10, the design is tolerable. If this ratio is more than 10, the design is bad, and will give
problems. Over and above the rotor dynamic analysis results, it is better to follow this guideline in
order to avoid unpredictable future problems. For other equipments, similar guidelines may exist.
2) Bearing temperatures are an additional criterion for deciding the bearings. The rotor dynamic
analysis does not predict the bearing temperatures. Therefore, when designing equipments with
speeds higher than normal for the size, or for clearances less than standard values, it must be kept in
mind that temperatures may go high. In general, except in some exceptional circumstances, it is
preferred not to go beyond the standard ranges of clearances and speeds. Exceptions may occur,
and in such cases, changes have to be made judiciously.
3) Sometimes, in the unbalance response plots, the vibrations fall sharply to almost zero, and
increase again. This indicates possible instability, and is to be avoided. Set should operate at speeds
well below such phenomenon. No theoretical explanation is available with the author, and is to be
investigated.
Some misconceptions:
It may be mentioned here that a common misconception exists that tilting pad bearings are better
than 2-lobe bearings for any application. This is not so. As discussed in the previous section as well as
in the paper on bearings, each type has its own merits. It may so happen in some cases that the
amplification factor of a peak is more in case of tilting pad bearings, making the required separation
margin wider, but because of the better damping in vertical direction in 2-lobe bearings, may come
down and make the separation margin narrower. In case the horizontal damping is sufficient, the 2-
lobe bearing may be a better option. It may also so happen in some applications that the different
stiffnesses of the 2-lobe bearing may push the critical speeds beyond the separation margin, making
the system acceptable.
Another misconception is that the rotors can be classified in isolation as rigid rotors or flexible
rotors. Firstly, the concept of rigid rotors requires some clarification. In olden days, when the
BHEL::Hyderabad HY-LM-ST-001, REV.00/03-2011 Sheet 58
LEARNING MODULE FOR STEAM TURBINE
knowledge of stiffness and damping in the bearing oil film was not fully developed, the rotor
dynamic analysis was done with the assumption that the bearings are infinitely rigid. The rigid
bearing critical speeds were then calculated. Rigid rotors were then defined as those whose
operating speeds are well below the critical speeds so that the unbalance forces occurring due to the
bend-related eccentricities were negligible.
However, in later years, the knowledge of bearing stiffness and damping has improved, and tools for
considering them in the analysis started becoming available. Rotor dynamics started to become
more complicated by consideration of the rotor-bearing system as a whole. The critical speeds of the
system were then found to be much lower than the critical speeds of the rotors with the assumption
of rigid bearings. Definition of a rigid rotor as discussed before has therefore become out-dated.
With these improved calculations, it was found that some so-called rigid rotors were also operating
beyond the first critical speed of the rotor-bearing system.
It is assumed by some that if the first critical speed is about 0.45 – 0.5 times the operating speed, oil
whip occurs, and this design is to be avoided. However, this is not the case. If the log decrement in
the system is greater than 0.25, the instabilities will not surface in operation.
v) Balancing:
Having done the analysis with assumed unbalance configurations, the rotor dynamic design may be
satisfactory. But in practice the manufactured rotor may not follow the designed unbalance limits. If
the rotor is to be made such that the unbalance levels are to be limited to the assumed values, it
becomes prohibitively expensive, and also technically not feasible. So the rotor which is
manufactured has to have its unbalance reduced to the levels allowed by standards. This process is
called balancing.
In dynamic balancing, the shaft is rotated, and the vibration vectors at the pedestals measured.
Depending on the direction of these vectors, the material is removed or added at appropriate
locations so that the unbalance is reduced, and the vibrations are reduced.
Different types of balancing procedures are adopted for different types of rotors. There are basically
two types of rotors – disc type and drum type. In disc type rotors, the rotors are built up by shrinking
different discs on a slender shaft. Examples are impulse turbines, centrifugal compressors, pumps
etc. In drum type rotors, the shaft has a bigger diameter, and the blades are directly mounted on it.
In disc type rotors, the unbalance is localized at the wheels. Since each wheel is thin and rigid, they
can be balanced at low speeds. The locations for material removal are defined for each wheel. The
shaft, which is a turned component and does not have substantial unbalance, can also be balanced
at low speed. Each wheel is then shrunk on to the shaft, and the assembly balanced at low speed.
The final full assembly is also balanced at low speed. This is possible due to the rigid nature of the
components which contribute to the unbalance.
BHEL::Hyderabad HY-LM-ST-001, REV.00/03-2011 Sheet 59
LEARNING MODULE FOR STEAM TURBINE
In drum type rotors, the unbalance is not localized, but distributed. Due to this, defined planes do
not exist for material addition or removal. Planes have to be created at designed locations to make
provision for balancing. For a rotor operating above first critical speeds, as in steam turbines, a
minimum of 3 planes are to be provided inside the bearing span, and one overhang plane on each
side close to the rotor ends. These planes are to be as close to anti-nodes of the encountered
bending mode shapes as possible for the balancing to be feasible. Normally, a number of threaded
holes are provided on the periphery at each plane, so that screws can be assembled at desired
angular locations.
If the drum type rotors operate close to or beyond the first critical, as is the case in most of the
present day machines, low speed balancing is not possible. Balancing has to be done at upto
operating speeds. This is because the large vibration displacements and the changing mode shapes
change the balance condition at higher speeds.
There are two types of balancing procedures – modal balancing and influence coefficient balancing.
In modal balancing, the correction of the balancing is done at the anti-node of each mode under
balancing. However, care is to be taken to see that when a higher mode is being balanced, the
balance condition at lower modes is not disturbed. This is possible only in rotors of good symmetry,
and where the nodes of higher mode fall at the antinodes of the lower modes. But this Is not
practically true in all rotors. Most rotors have inherent asymmetry due to expansion or compression
of the working fluid. In such cases, influence coefficient method is used.
In this method, the influence of each plane due to a known weight is taken. Then, based on the
existing unbalance vectors measured, a best combination of the correction at these planes is worked
out to achieve minimum vibrations at all speeds.
In practice, a combination of these methods is to be used to successfully and quickly balance a rotor.
vi) Conclusion:
For the satisfactory design of any rotating equipment, an analytical prediction of its behavior in
operating conditions is a must. This will then enable the designer to predict its performance under
various operating conditions, and design the equipment optimally to satisfy the operating as well as
economic considerations. Rotor dynamic analysis is such a tool which helps the designer to design
the equipment suitable to its required operating conditions. However, it involves the application of
experience, and must be used judiciously to be a useful tool.
BHEL::Hyderabad HY-LM-ST-001, REV.00/03-2011 Sheet 60
LEARNING MODULE FOR STEAM TURBINE
13. INTEGRAL STEAM AND DRAIN SYSTEM FOR IND. ST
(Ref: Integral Steam & Drain Scheme 1-317-00-00222)
LIVE STEAM SYSTEM :
The turbine is supplied with live steam from a steam source of 103 ata, 535 C (SHP steam)
A tap off on piping is provided for connecting to wet steam washing system before the turbine stop
valve . Wet steam washing is envisaged to clean the turbine balding from certain salt deposits. Refer
a separate write up available in maintenance section of O & M manual.
TURBINE :
The steam from live steam system is admitted into the turbine through Emergency stop valve and
governing valves(Valve block) which are mounted on the foundation.
The balance piston leak off is connected to the second injection line.
Pressure and temperature indications are provided on the first balance piston leak off line to know
the excessive leakages through the gland. Whenever these are exceeding the values mentioned in
first commissioning report, the gland is to be replaced after taking shutdown.
Drains are provided in the valve block and turbine casing which will be opened during start up and
closed only after warming up period. These valves shall be kept open during shut down.
Two injections, one with parameters 28.5 ata / 258oC and the second with parameters 5.5 ata /
198oC are admitted into the turbine.
GLAND SEALING SYSTEM :
For condensing turbines, vacuum is to be established in the condensing system before starting the
turbine. The complete sealing of the inner compartments against the atmosphere is done by
admitting the steam to front & rear glands at a pressure slightly above atmosphere. The steam is
supplied to gland steam header through a control valve (PCV-GSS-851A) at a constant pressure of 1.1
ata from the Aux. Steam header (28.5 ata / 258 C)
During running of turbine the excess leakage from turbine glands is dumped to condenser through
control valve PCV-GSS-851B.
CHIMNEY STEAM :
The steam from turbine glands is evacuated to a gland steam condenser ( through GTV-SRE-
01). Steam condensate is led to a drain pot provided below exhaust ducting connecting steam
Turbine and Air cooled condenser.
Gland steam condenser is provided with 2x100% exhausts fans (7211,7213) for creating vaccum in
the system. GSC exhaust fan is driven by A.C. motor (7212/7214).
BHEL::Hyderabad HY-LM-ST-001, REV.00/03-2011 Sheet 61
LEARNING MODULE FOR STEAM TURBINE
GSC bypass to atmospere is provided which will be used when GSC is taken out for maintenance.
EXHAUST HOOD SPRAY SYSTEM :
It may be necessary to run the turbine in no load condition for prolonged periods. During this period,
the exhaust hood temperature will rise beyond safe limits, especially from material strength point of
view. Hence it is necessary to limit the exhaust hood temperature by cooling the exhaust steam by
spraying condensate through spray nozzles fitted in the exhaust hood. The spray water is taken from
condensate extraction pump discharge. The spray water is supplied to spray nozzles via a solenoid-
operated valve. This valve opens automatically by means of a temperature switch (TSH-LPS-853)
mounted on the exhaust hood, whenever the temperature exceeds the preset limit. Whenever the
temperature returns to the safe limit, the solenoid valve closes automatically thus stopping the
spray water supply.
TURBINE DRAINS:
The drains from all spaces of turbine which are under vacuum during startup are connected to drain
pot provided below the exhaust ducting connecting Steam Turbine exhaust and Air cooled
condenser.
The drains are led to a drain expander which is connected to drain pot.
The drain expander must be at an elevation of minimum 250mm above the maximum water level in
the drain pot. The drains should be connected to the drain expander in the correct sequence, i.e.,
the drains from H.P. spaces must be farthest from the drain pot and followed by the drains from the
L.P. spaces. The pipelines leading to the turbine main steam stop valves and injection stop valve
should be drained to atmosphere.
Drains collected in the drain pot are pumped to hotwell of air cooled condenser which is at
higher elevation.(separate system)
VACCUM BREAKING SYSTEM :
In case of turbine trip, (for reasons of low lube oil puressure or high axial displacement) vacuum is
deliberately broken in the condenser by admitting air into the condenser through a motor operated
valve MOV-GAV-03. This shall shorten the coasting down time of Turbine. The valve is sealed with
condensate water against ingress of air into the condenser during normal running of set.
BHEL::Hyderabad HY-LM-ST-001, REV.00/03-2011 Sheet 62
LEARNING MODULE FOR STEAM TURBINE
BHEL::Hyderabad HY-LM-ST-001, REV.00/03-2011 Sheet 63
LEARNING MODULE FOR STEAM TURBINE
14. REGENERATIVE SYSTEM FOR IND. ST
INDEX
1.00.00 CONDENSATE SYSTEM:
1.01.00 SYSTEM DESCRIPTION
1.02.00 HOT WELL LEVEL CONTROL
1.03.00 DEAERATOR LEVEL CONTROL
1.04.00 CONDENSATE EXTRACTION PUMP
1.05.00 AIR EVACUATION SYSTEM
2.00.00 FEED HEATING SYSTEM :
2.01.00 SYSTEM DESCRIPTION
2.02.00 LOW PRESSURE HEATER LEVEL CONTROL
2.03.00 HIGH PRESSURE HEATER LEVEL CONTROL
3.00.0 STEAM SYSTEM :
3.01.00 TURBINE EXTRACTION SYSTEM
3.02.00 AUXILIARY STEAM SYSTEM
3.03.00 DEAERATOR PRESSURE CONTROL
BHEL::Hyderabad HY-LM-ST-001, REV.00/03-2011 Sheet 64
LEARNING MODULE FOR STEAM TURBINE
REFERENCE – DRAWINGS
1. 1-391-00-00169 Steam flow diagram
2. 1-317-00-00179 Turbine integral steam and drain
scheme
3. 1-391-00-00175 Condensate flow diagram
4. 1-391-00-00170 Feed water flow diagram
5. 1-391-00-00172 Heater drains & vent system flow
diagram
NOTE: THIS DOCUMENT IS NOT TO BE REFERRED FOR SCOPE OF SUPPLY
BHEL::Hyderabad HY-LM-ST-001, REV.00/03-2011 Sheet 65
LEARNING MODULE FOR STEAM TURBINE
1.00.00) CONDENSATE_SYSTEM (REF. DRG. 1-391-00-00175, 1-391-00-00170) :
1.01.00 SYSTEM DESCRIPTION :
1.01.01 The Condensate system extracts the condensed steam from the condenser
hotwell and discharges it to the feed heating system. The condensate is drawn
from the main condenser hotwell by one of the two 100% duty extraction
pumps. In the event of failure of the pump in service, the standby pump is
automatically started by contacts operated by increasing hotwell level or
condensate pump discharge header pressure low.
1.01.02 From the pumps discharge the condensate passes through the ejector
condensers and gland steam condenser where it is employed as cooling
medium, followed by main condensate control valve, which maintains a
constant level in the Deaerator. A swing check valve is located at drain cooler
inlet downstream of control station to prevent run down of condensate.
1.01.02 A recirculating line is also provided before the main condensate control station,
which connects the condensate discharge line to condenser to maintain a
minimum flow through the extraction pump, ejector condensers and gland
steam condenser during startup and low load conditions when flow to
deaerator is insufficient.
1.01.04 MAKEUP TO CONDENSER AND EXCESS DUMP
1.01.04.0 System envisages Condensate Storage Tank (CST), which hold a supply of
demineralised water for system make-up etc. and also to receive the surplus
water when there is an excess of it in the system. An excess condensate
dumpline provided after main condensate control station enables surplus
condensate in the system to be discharged via., a condensate dump control
valve (LCV-120-08) to CST tank.. Cycle make-up is drawn from condensate
storage tank with the help of 2x100% duty Hotwell make-up pumps and
pumped to condenser via make-up control station.
1.01.04.1 Condenser level is normally controlled by regulating the low
capacity(25%) hotwell level control valve that provides the make-up to
condenser hotwell.
1.01.04.2 When hotwell level decreases below the low level control range
the 100% hotwell control valve is opened and regulated to maintain the hotwell
level.
BHEL::Hyderabad HY-LM-ST-001, REV.00/03-2011 Sheet 66
LEARNING MODULE FOR STEAM TURBINE
1.01.04.3 The excess condensate dump control valve dumps upto 100% of
MCR flow from the system to CST tank as the condenser hotwell level rises
above the normal water level.
1.01.04.4 Under normal operating conditions the makeup and excess
condensate dump control valves operate from the level controllers provided on
condenser hotwell to control the level of water in the condenser hotwell within
predetermined limits.
1.01.04.5 During abnormal operating conditions when main condensate
control valve fails to arrest the level rise in the deaerator feed storage tank,
level reaches high high level the deaerator over flow level control valve (LCV-10)
operates and drains the excess water to DM tank/ drain canal and thus prevents
the possible ingress to turbine.
1.01.04.6 Condensate is tapped off from main condensate line and is throttled
to 3 bar pressure by pressure reducing valve PCV-76, for water
sealing of valve glands which are coming under sub-atmospheric
conditions. DM water for back-up supply for gland sealing and CEP
sealing is drawn from make-up pump discharge.
1.02.00 HOTWELL LEVEL-CONTROL :
1.02.01 For initiating alarms, interlocks, controls and action following are
provided on the hotwell.
1.02.01.1 Two level switches in 1 out of 2 logic, for “VERY LOW LEVEL”
(LSLL-130-64A,B) annunciation and tripping condensate extraction pump.
1.02.01.2 One level switch for “LOW LEVEL” (LSL–130-63) annunciation.
1.02.01.3 One level switch for “HIGH LEVEL” (LSH –130-65) and auto start
of standby pump annunciation.
1.02.01.4 Two level transmitters in selective averaging for hotwell level control(LT –130-
61 A/B).
1.02.01.5 One level switch for “HIGH HIGH LEVEL” (LSHH-66) annunciation in control room
BHEL::Hyderabad HY-LM-ST-001, REV.00/03-2011 Sheet 67
LEARNING MODULE FOR STEAM TURBINE
1.02.02 CONTROL AND INTERLOCK FUNCTIONS :
1.02.02.1 The VERY LOW LEVEL shall be annunciated in the control room
and condensate pump shall trip under interlock action.
1.02.02.2 The LOW- LEVEL shall be annunciated in the control room.
1.02.02.3 The HIGHLEVEL shall be annunciated in the control room and
standby pump shall be started automatically.
1.02.02.4 Hot Well NORMAL LEVEL shall be used as “START PREMISSIVE”
for condensate extraction pump.(impulse shall be taken from L.S. at low level).
1.02.02.5 Normal level in the hotwell is maintained by hotwell level controller by
positioning the excess dump control valve LCV-130-08 and make up control
valve. As hotwell level rises, the dump control valve opens to increase the flow
from the hotwell and maintains the constant level in the hotwell. When the
hotwell level falls, the make up control valve opens to maintain the constant
level in the hotwell.
1.02.02.6 Minimum Recirculation Control :
Minimum recirculation control valve LCV-130-61 along with deaerator level
control valve LCV-09 maintains a minimum flow (50 T/hr) of condensate
through CEP at all modes of operation. Two flow transmitters installed across
the flow orifice downstream of GSC in ‘one out of two’ mode to feed signal to
controller which modulates Minimum recirculation control valve.
1.02.02.7 Control valve LCV-130-61 is operated by Flow controller FIC-130-
61.
1.03.00 DEAERATOR LEVEL CONTROL :
1.03.01 For initiating alarms, interlocks, controls and protective action
following are provided on the deaerator feed storage tank.
BHEL::Hyderabad HY-LM-ST-001, REV.00/03-2011 Sheet 68
LEARNING MODULE FOR STEAM TURBINE
1.03.01.1 Three level switches, in selective averaging for “VERY LOW
LEVEL” (LSLL -130-04 A/B/C)annunciation and boiler feed pump trip interlock.
1.03.01.2 One level switch at “LOW LEVEL” (LSL –130-03) for annunciation.
1.03.01.3 One level switch at “HIGH LEVEL” (LSH –130-12) for
annunciation.
1.03.01.4 One level switch at 50 mm above HIGH LEVEL (LSH –130-02) for
deaerator overflow valve open interlock and annunciation.
1.03.01.5 One level switch at 50 mm below HIGH LEVEL (LSL–130-06) for
deaerator overflow valve close interlock.
1.03.01.6 One level switch at NORMAL LEVEL (LSL –130-07) for boiler feed
pump start permissive interlock.
1.03.01.7 Two level switches one on each stand pipe in OR logic for VERY
HIGH LEVEL (LSHH –130-01 A/B) for annunciation and interlock action.
1.03.01.8 Two level transmitters (LT –130-09 A/B) one on each stand pipe in selective
averaging for deaerator level control.
1.03.02.0 CONTROL AND INTERLOCK FUNCTIONS :
1.03.02.1 Under normal operating conditions the level in the deaerator feed storage tank
is maintained by the controller, by positioning the control valve LCV-130-09 to
supply water to deaerator.
1.03.02.2 HIGH LEVEL in the feed storage tank shall be annunciated in the control room.
BHEL::Hyderabad HY-LM-ST-001, REV.00/03-2011 Sheet 69
LEARNING MODULE FOR STEAM TURBINE
1.03.02.3 When level in the feed storage tank rises further high to a preset value (50 mm
above HL) deaerator overflow drain valve LCV-10 opens and annunciation shall
be given in the control room.
1.03.02.4 The deaerator overflow valve closes when the level in the feed storage tank falls
50mm below HIGH LEVEL.
1.03.02.5 When level in the deaerator further rises to “VERY HIGH LEVEL”
impulse shall be given for the following:
i.) Annunciation in the control room.
ii) Closing of motor operated extraction valve EX-119 on the steam supply
line to deaerator from turbine and Quick closing NRV’s EX-03, EX-04
(Refer steam flow diagram 1-391-00-00169).
iii) Overriding command for closing of deaerator pegging control valve PCV-
120-02B on steam supply line to deaerator from auxiliary steam header.
(Refer steam flow diagram 1-391-00-00169).
iv) Repeat command for opening of deaerator overflow valve LCV-10.
v) Opening of motor operated drain valve EX-112.
vi) Closing of Motor operated Valve FW-119 on incoming condensate to
deaerator.
vii) Closing of Control valve ‘LCV-46’ and Opening of Control valve ‘LCV-45’.
1.03.02.5 ‘LOW-LEVEL’ in the feed storage tank shall be annunciated in the control room.
1.03.02.6 When level in the feed storage tanks falls to ‘VERY LOW LOW LEVEL’ the working
boiler feed pump shall trip under interlock action and shall be annunciated in
the control room.
1.03.02.7 NORMAL LEVEL in the feed storage tank shall be used for ‘START PERMISSIVE’
interlock for BFP.
1.04.00 CONDENSATE EXTRACTION PUMPS :
1.04.01 2 x 100% condensate extraction pumps are provided one of which is a working
pump and other is kept as a standby pump. Any one of the pump can be
selected as working pump with the help of selector switch. Standby pump shall
BHEL::Hyderabad HY-LM-ST-001, REV.00/03-2011 Sheet 70
LEARNING MODULE FOR STEAM TURBINE
cut into service when the header pressure falls below a set value based on
signal given by pressure transmitter PT 81.
1.04.02 Choking of the CEP suction strainer shall give an alarm and the working pump is
to be tripped and isolated manually after bringing the standby pump in
operation.
1.04.03 a) The following shall be ensured for starting of the pump.
i) Suction valve is open(Signal is taken from LS on suction valve).
ii) Hotwell level is ‘Not Low’ (Signal to be taken from LS on low level).
iii) Minimum recirculation valve is fully open.
iv) Differential pressure across CEP suction strainer NOT HIGH.
b) When pressure at the discharge of the pump is more than a preset value,
the following shall be done .
i) Opening of discharge valve.
c) Standby condensate pump shall be switched ON automatically in any of
the following conditions when level in the hotwell rises to HIGH LEVEL or
Discharge header pressure LOW.
1.04.04 Pump shall trip when any of the following condition exists :
i) Hotwell level falls below a preset Low level.
ii) Motor protection circuit operated.
1.04.05 Bypass valves for CEP discharge valves are provided only for initial priming of
system. These valves are to be kept normally closed.
1.05.00 AIR EVACUATION SYSTEM :
1.05.01 Air evacuation system consists of 2 x 100% capacity main ejectors and 1 x 100%
starting ejector. During normal operation of the unit only one main ejector is
sufficient to maintain the condenser vacuum. The other main ejector is kept as
a standby and is pressed into service when condenser vaccum deteriorates
BHEL::Hyderabad HY-LM-ST-001, REV.00/03-2011 Sheet 71
LEARNING MODULE FOR STEAM TURBINE
beyond a specified level. Starting ejector is used during unit startup for
acceleration the initial vacuum building.
1.05.02 STEAM SIDE OPERATION :
Motive steam at 11 Ata and 345 C is supplied to main. / starting ejectors from
auxiliary steam header.
1.05.03 OPERATING REGIMES :
1.05.03.1 During start up of the unit to pull vacuum in a short time, starting ejector is put
into service by first opening the steam side valve and then air side valve.Limit
switch in the valve CD-13 and CD-14 shall be used to ensure that the valve is
open before the ejector is put into service.
1.05.03.2 When condenser vacuum reaches 500 mm Hg, one of the two ejectors is
brought into service by opening the respective steam side valve.
1.05.03.3 When condenser vacuum reaches 600 mm Hg, starting ejector is taken out of
service by first closing the air side valve and then closing the steam side.
BHEL::Hyderabad HY-LM-ST-001, REV.00/03-2011 Sheet 72
LEARNING MODULE FOR STEAM TURBINE
BHEL::Hyderabad HY-LM-ST-001, REV.00/03-2011 Sheet 73
LEARNING MODULE FOR STEAM TURBINE
BHEL::Hyderabad HY-LM-ST-001, REV.00/03-2011 Sheet 74
LEARNING MODULE FOR STEAM TURBINE
2.00.00) FEED-HEATING-SYSTEM (Ref Drg 1-391-00-00170) :
2.01.0 SYSTEM DESCRIPTION :
2.01.01 The feed heating system consists of one low pressure heater, a deaerator and
one high pressure heater. Steam for feed heating is bled from various stages of
turbine cylinder. All the extractions are uncontrolled extractions. A quick closing
power assisted non return valve and NRV (Swing check type) is provided in
extraction to HP Heater . In deaerator line, two power assisted QCNRV ‘s are
provided. In LP Heater line one QCNRV is provided.
2.01.02 The LP Heater is condensing heater with an external drain cooler. The heater
and drain cooler is of horizontal design. Normal drains of LP Heater are
cascaded to condenser.
2.01.03 Condensate after passing through LP Heater enters the deaerator feed storage
tank via., deaerator.
2.01.04 Deaerator is designed to operate under constant pressure mode and heating
steam is bled from turbine cylinder. When turbine extraction is not available,
deaerator is pegged from external source i.e., auxiliary steam header through
deaerator pegging steam control station.
2.01.05 Steam heating is envisaged in the feed storage tank for heating and deaerating
stored water prior to and during cold startup. Heating steam is supplied from
auxilliary steam header at 11ata, 3450C through motor operated valve(AS-105).
2.01.06 Normal drains of HP heater are cascaded to deaerator. Under high level
conditions alternate path provided on heater diverts the drains directly to
drains flash tank of condenser via a control valve.
2.01.07 In case of high level conditions, the HP heater gets automatically isolated on
steam, and feed water side and simultaneously by passed on feed water side.
2.02.0 LEVEL CONTROL OF L.P. HEATER :
2.02.01 For initiating alarms, protective actions and controls the following are provided
on each Low Pressure Heater.
2.02.02 One level switch for LOW-LEVEL (LSL –130-50) annunciation.
BHEL::Hyderabad HY-LM-ST-001, REV.00/03-2011 Sheet 75
LEARNING MODULE FOR STEAM TURBINE
2.02.03 One level switch for HIGH-LEVEL (LSH – 130-48) annunciation.
2.02.04 Two level switches for ‘HIGH-HIGH LEVEL’ (LSHH – 130-47 A/B) annunciation
and inter-lock action.
2.02.05 Two level transmitter one at ‘NORMAL-LEVEL’ & other at ‘HIGH-LEVEL’ (LT– 130-
51A,B) for heater level control.
2.02.06 CONTROL AND INTERLOCK FUNCTIONS OF L.P HEATER :
2.02.07 ‘LOW LEVEL’ in the heater shall be annunciated in e control room.
2.02.08 Normal level in LP Heater is maintained by level controller by cascading the
drain to condenser surge pipe via control valve LCV-130-51.
2.02.09 HIGH LEVEL in LP Heater is annunciated in the control room.
2.02.10 At HIGH-HIGH LEVEL, The following actions shall take place.
i. Annunciation in the control room.
ii. To close extraction steam block valve EX-121
iii. To open drain valve EX-122 on extraction line.
iv. Heater is bypassed on feed water side by opening hand operated valve
FW-117 and closing hand operated inlet/outlet isolating valves FW-115
& 116.
2.03.0 LEVEL CONTROL OF H.P HEATER :
2.03.01 For initiating alarms, protective actions and controls, following are provided on
each High Pressure Heater.
2.03.02 One level switch for LOW LEVEL (LSL – 130-44) annunciation.
2.03.03 One level switch to HIGH LEVEL (LSH – 130-42) annunciation.
2.03.04 Two level switches for HIGH-HIGH LEVEL (LSHH – 130-41 A/B) annunciation and
interlock action.
BHEL::Hyderabad HY-LM-ST-001, REV.00/03-2011 Sheet 76
LEARNING MODULE FOR STEAM TURBINE
2.03.05 Two level transmitters one at “NORMAL LEVEL” (LT – 130-46) and another at
HIGH LEVEL (LT – 130-45) for heater level control.
2.03.06 CONTROL AND INTERLOCK FUNCTIONS OF H.P HEATER :
2.03.07 LOW LEVEL in the heater shall be annunciated in the control room.
2.03.08 Normal level in HP Heater is maintained by normal level controller by cascading
the drains to deaerator storage tank via control valve LCV-130-46.
2.03.09 High level in HP Heater is annunciated in the control room and level is
maintained at this level by high level controller by diverting drains to drain flash
tank through control valve LCV-130-45.
2.03.10 When High Level controller comes into operation to open alternate drain to
condenser, the normal drain cascade control valve LCV-130-46 will also remain
open.
2.03.11 At HIGH-HIGH LEVEL, isolation of the HP Heater starts and impulse is given
simultaneously for following interlock actions:-
i. Annunciation in the control room.
ii. To close extraction steam block valves EX-102 and Quick closing NRV
EX-01.
iii. To open drain valve EX-103 and DR-17 on extraction line.
iv. Repeat command is given to alternate drain (HP heater drains to drain
flash box) control valve LCV-130-45 to open fully.
v. HP Heater is bypassed on feed water side by opening motor operated
bypass valve FW-20 and closing motor operated isolating valves
FW-18 & FW-19 .
BHEL::Hyderabad HY-LM-ST-001, REV.00/03-2011 Sheet 77
LEARNING MODULE FOR STEAM TURBINE
BHEL::Hyderabad HY-LM-ST-001, REV.00/03-2011 Sheet 78
LEARNING MODULE FOR STEAM TURBINE
3.00.00) STEAM SYSTEM :
3.01.00 TURBINE EXTRACTION SYSTEM : (Refer Drawing No: 1-391-00-00169)
The turbine is a single cylinder machine which offers the following extractions:-
i) Extraction I Uncontrolled extraction to LP Heater
ii) Extraction II Uncontrolled extraction to Deaerator
iii) Extraction III Uncontrolled extraction to HP Heater
3.01.01 EXTRACTION NO.1 :
Extraction 1 is taken from turbine casing and connected LP Heater. A motorised
isolating valve EX-121 is provided at the heater end.. It will close under interlock
action, when the water level reaches High-High level to safeguard turbine
against water ingress.
3.01.02 EXTRACTION NO.2 :
Extraction 2 is taken from turbine casing and connected to deaerator. In the
extraction line, there are two non return valves Ex-03 and EX-04 at the turbine
end. Both these non return valves are hydraulically operated. A motorised
isolating valve EX-119 and a flap NRV EX-116 are also provided in the extraction
line at the deaerator end. The non return valve along with motorised isolating
valve closes under interlock action, when deaerator level reaches High- High
level to safeguard turbine against water ingress. In case of low load operation or
turbine trip condition, the deaerator is supplied steam from Auxiliary steam
header.
3.01.03 EXTRACTION NO.3 :
Extraction 3 is taken from Turbine casing connecting to HP heater. The
extraction line is provided with a hydraulically operated non-return valve EX-01
located at turbine end., and a motorised isolating valve EX-102 located at heater
end. Motorised isolating valves and hydraulically operated non return valve
close under interlock action when the water level reaches High-High level set
point in the heater to safeguard against water ingress into turbine.
BHEL::Hyderabad HY-LM-ST-001, REV.00/03-2011 Sheet 79
LEARNING MODULE FOR STEAM TURBINE
3.01.04 EXTRACTION DRAIN SYSTEM :
3.01.04.01 All the extraction lines are provided with drain points to drain condensate
during warming up of the pipes, during heater out condition and during turbine
trip condition.
3.01.04.02 Extractions lines are provided with drain points between motorised isolating
valves and non-return valves. These drains are provided with motorised valves
EX-103, 112, 122. In case of extraction 1, a continuously flowing drain through a
restriction orifice has been provided. It is recommended to keep all the M.O.
drain valves in these segments open upto 10% of block load on turbine to avoid
any accumulation of drain in these segments. However these drain valves
should be closed immediately after attainment of above condition. In addition,
interlocks have been provided to open these valves on heater/water level High-
High level. However, extraction no. 2 is provided with a trap drain to take care
of drain formation during initial startup as dead leg is formed between the NRV
AS-112 and EX-116. (Because the deaerator is pegged from aux. header). Drains
of extraction lines are connected to drain flash tank. The drains upstream of
extraction NRVs are connected to condenser surge pipe.
3.02.00 AUXILIARY STEAM SYSTEM :
3.02.01 GENERAL :
Auxiliary steam system is intended to provide auxiliary steam to turbine
auxilliaries, during start up, low loads and during normal operation.
3.02.02 The system is designed for maximum of 16.7 T/hr flow.
3.02.03 The steam is tapped from main steam and reduced to 11 Ata through control
valve PCV-120-09.
3.02.04 The temperature is reduced to 345 C through a de-superheating station DS-
120-01.
3.02.05 Spray water is taken from BFP discharge and pressure is reduced to about 20
ata through control valve TCV-120-06.
3.02.06 Spray water flow is controlled by a temperature control valve TCV-120-06.
3.02.07 A safety valve is provided to protect the downstream system against excessive
pressure rise.
BHEL::Hyderabad HY-LM-ST-001, REV.00/03-2011 Sheet 80
LEARNING MODULE FOR STEAM TURBINE
3.02.08 The steam is utilised for Turbine gland sealing during startup, for deaerator
initial heating and pegging and for ejectors.
3.03.00 DEAERATOR-PRESSURE-CONTROL :
3.03.01 The pressure of extraction from turbine is reduced to 2.0 ata through control
valve PCV-120-02A.
3.03.02 When extraction from turbine is not available, the deaerator pressure shall be
maintained at 2.0 ata with steam supplied from auxiliary steam header through
pegging steam pressure control valve PCV-120-02B
3.03.03 The pegging steam control valve PCV-120-02B is also interlocked with HIGH-
HIGH LEVEL in the deaerator feed storage tank.
BHEL::Hyderabad HY-LM-ST-001, REV.00/03-2011 Sheet 81
LEARNING MODULE FOR STEAM TURBINE
BHEL::Hyderabad HY-LM-ST-001, REV.00/03-2011 Sheet 82
LEARNING MODULE FOR STEAM TURBINE
15. LUBE OIL SYSTEM
(Ref.Drg.: Lube oil scheme : 1-317-00-00223)
GENERAL
A satisfactory and continuous supply of oil is essential for the safe and reliable running of a turbine
and its driven equipment. The oil supply system should ensure the operational safety of bearings.
The system is of the closed circuit type i.e., a definite amount of oil quantity which is previously
determined is continuously recirculated.
Apart from this, the oil supply system has to ensure the oil required for the governing system and
the safety devices of the turbine at an increased pressure.
The Oil Supply System includes the following equipment: -
Main Oil tank (4310), housing the oil volume required for lubricating oil and governing systems,
Lube oil pumps, MOP (4220) and AOP (4230) driven by AC motors (4221/4231) for pumping oil that
required for governing and lubricating oil systems,
Emergency oil pump (4240) driven by DC motor (4241) supplies oil to the turbine bearings after
turbine trip during coasting down of the turbine, when all sources of oil fail,
Twin oil coolers (4400& 4401), in which the heat absorbed in turbine oil system is dissipated,
Duplex type oil filters (4510 & 4511) to supply clean oil to the bearings,
Adjustable bearing oil throttles, which permit adjustment in the oil quantity, required for the
respective bearings,
Oil vapor extraction fans (4340 & 4342) to remove oil vapors settled over the oil surface in oil tank.
OIL TANK :
The Oil tank is located on the ground.
The Oil tank serves for storing the oil volume required for governing and lubricating systems. It
allows the impurities to be deposited at the bottom of the tank along with the oil sludge. A gradient
is provided at the bottom of the tank to enable the impurities to be collected for easy drain-off.
Baffle plates are provided to give a longer time in the tank so that the entrapped air is effectively
released. The level in the tank is indicated by level gauges (LG- STL851 A,B).
Oil vapours accumulated in the oil tank are evacuated by the oil vapour extraction fans (4340,4342)
mounted on the oil tank top plate. the exhaust is led to safe location out side TG hall.
The oil tank is provided with connection for oil centrifuging. The oil centrifuge inlet connection
provided in the oil tank is of loop configuration in order to prevent emptying of the oil tank in case of
leakage in the oil purification circuit. The top of the loop is in line with minimum oil level in the oil
BHEL::Hyderabad HY-LM-ST-001, REV.00/03-2011 Sheet 83
LEARNING MODULE FOR STEAM TURBINE
tank. If the oil level in the tank falls below the minimum level, flow to centrifuge circuit is interrupted
as air enters into the loop through the hole provided at top of the loop. The low and high levels, (LSL-
STL855 & LSH-STL853) are annunciated in the control room. Whenever the level falls below
minimum oil level, the level shall be raised to normal operating level by adding clarified oil.
LUBE OIL PUMP :
The Lube oil pump is a single stage centrifugal pump driven by AC motor. The pump delivers the
total oil required for governing and lubricating oil systems. Tap-off for governing circuit is taken
immediately after pump discharge. For lubricating purpose, oil is taken downstream the oil cooler
after suitable pressure reduction using an adjustable throttle.
A check valve in the pump discharge ensures safety of the pump against reverse rotation when the
pump is kept as standby.
If the standby pump also fails, the turbine will be tripped (PSLL-STL-864A,B,C-set at 0.8 Kg/cm2 g).
EMERGENCY OIL PUMP :
During coasting down of turbine, when lube oil pump is not available, lubricating oil is provided by
Emergency oil pump.
The electric supply to the drive motor is fed from a DC source. The emergency oil pump cuts in
automatically by the lube oil pressure switch PSLL-STL863set at 0.65 Kg/cm2 2(g). In order to ensure
positive supply of oil to the bearings, this pump is connected directly to the lube oil header without
going through cooler and filters.
OVERHEAD OIL TANK:
When Emergency oil pump also fails, as a last resort to protect bearings, an overhead oil tank is
provided. The tank is kept at an elevation of 6.5m(w.r. to center line of m/c)to provide lubricating oil
by gravity.
The tank is filled using lube oil pump during initial start up. The oil filling completion is indicated by
overflowing of oil through flow glass. Once the tank is full, the inlet valve is closed and a small
amount of oil is allowed to continuosly over flow through the tank.
Machine start permissive is taken through a level switch LSL-STL-856.
OIL COOLER:
The heat absorbed in the bearings is dissipated in the oil cooler which is of shell and tube design. The
system consists of two oil coolers each of 100% capacity. A change over device (double 3 way
transflow valve arrangement.) is provided for switching over to stand by oil cooler manually. The
BHEL::Hyderabad HY-LM-ST-001, REV.00/03-2011 Sheet 84
LEARNING MODULE FOR STEAM TURBINE
change over device is so designed that under all circumstances oil is led to either of the coolers. The
switching over to the standby oil cooler shall be carried out during stand still condition of the turbine
to the extent possible. If it proves unavoidable that the switching be made in the course of turbine
operation, it should be done with utmost care. Before switching over to standly oil cooler, this must
be generously vented and the bearing oil pressure must be observed during a considerable period
afterwards.
A parallel path (through a Temperature control valve) by passing the cooler is provided to maintain
the oil outlet temperatures constant at all ambient conditions.
OIL FILTERS:
The duplex type of Oil filter with disposable cartridge type with filtration of 10 microns(nom.)is
provided. A change over device is fitted for switching over to standby filter in case of choking of the
working filter. A differential pressure switch (PDSH- STL-852) set at 1.5 Kg/cm2 is provided to
annunciate high differential pressure across filter.
TURNING DEVICE:
During turbine start up and shut down operations, the rotor has to be turned. If a hot turbine is shut
down and the turbine rotor is not turned, distortion of the rotor will occur after some time and is of
high significance. If any immediate restart is required the resultant eccentricity of the rotor can
cause serious damage to the blade tip sealing or to the blades themselves due to rubbing. In
addition, the excessive vibration due to unbalance of the rotor can lead to premature wear of the
bearings.
Continuous or regular intermittent turning of the turbine rotor in these circumstances will allow the
turbine to be restarted with out danger.
Hydraulic turbine type turning gear is envisaged. The hydraulic turbine is an impulse stage one uses
oil as motive fluid. During turning operation, the oil is supplied from lube oil pump discharge through
a motor operated valve MOV-STL-31.
A manual turning device is provided to turn the turbine rotor when motive oil is not available.
BHEL::Hyderabad HY-LM-ST-001, REV.00/03-2011 Sheet 85
LEARNING MODULE FOR STEAM TURBINE
BHEL::Hyderabad HY-LM-ST-001, REV.00/03-2011 Sheet 86
LEARNING MODULE FOR STEAM TURBINE
BHEL::Hyderabad HY-LM-ST-001, REV.00/03-2011 Sheet 87
LEARNING MODULE FOR STEAM TURBINE
16. JACKING OIL SYSTEM
(Ref.: Jacking oil scheme: 2-317-00-00064
Lube oil scheme : 1-317-00-00209)
FUNCTION :
Before a turbine is started up the shaft journals are in contact with the white metal of the bearings
due to the weight of the rotor. The low pressure of the lubricating oil supply when the set is
stationary is insufficient to stop the metal to metal contact between journals and bearing shells. This
means that there is a frictional torque caused by the metal to metal contact to be overcome when
starting. This "break away torque" is so high especially in the case of highly loaded journal bearings
that the turning gear would have to be uneconomically large unless other measures were adopted.
Furthermore, starting and stopping in the presence of metal-to-metal contact would result in
increased wear of the white metal surface.
In order to prevent the metal to metal contact between journal and bearing shell during start up and
shutdown, which is damaging in the long term, an oil pocket machined into the bottom shell of the
journal bearing is supplied with oil under high pressure. This lifts the shafting system slightly and it
floats on a film of oil. The "break away torque" now depends simply on the shear stress in the oil
film, so the torque, which the turning gear must exert, is considerably less. Only a small volume of oil
is needed to perform the lifting of the shaft.
SYSTEM DESCRIPTION :
The supply of high-pressure oil to the bottom side of the individual shaft journals is provided by a
positive displacement pump unit, an oil pump unit (4710) is provided. This pump is driven by AC
motor. The pump is provided with pressure relief valves in the discharge line to protect the pump
against excessive pressure build up. The set pressure of the safety relief valve is135Kg/cm 2(g). The
supply of oil to the pump is taken from a tap-off after the duplex filter.
From the pump the lifting oil passes to the various bearings. A pressure relief valve (4720) connected
between gear pump and throttling valves prevents excessive pressure shock being transmitted into
the pipe work when the jacking oil pump is started up. Surplus oil from this valve is returned to the
oil drain header. The pressure relief valve is set for 120 Kg/Cm2(g).
The lifting oil pressures required are set individually with the throttling valves at each bearing
Pressure gauges provided downstream of these throttles shall be referred for setting the throttle
position.
The check valves fitted between the throttling valves and the bearings prevent oil from the bearings
flowing back into the jacking oil system when the turbine is running and jacking oil system has been
shut down.
BHEL::Hyderabad HY-LM-ST-001, REV.00/03-2011 Sheet 88
LEARNING MODULE FOR STEAM TURBINE
BHEL::Hyderabad HY-LM-ST-001, REV.00/03-2011 Sheet 89
LEARNING MODULE FOR STEAM TURBINE
17. CRH NON-RETURN VALVE IN 2 CYLINDER 120-150MW STs
(LBC10AA051, LBC10AA05)
CRH NRV provided in the steam system between HP exhaust and the reheater shall separate the
turbine from the steam grid during shutdown, and idle running. It also prevents back flow of cooled
steam into relatively hot HP-turbine stages after shutdown of plant or during bypass condition.
Two non-return valves in series are provided as double protection.
The non-return valve is equipped with pneumatic actuator. It opens with compressed air and closes
with spring action. The control of opening is interlocked with position set point of live steam (HP)
control valve. The NRV is opened when the position set point of live steam control valve reaches that
corresponding to an output of about 10% and closed when set point falls below a value
corresponding to an output of approx. 5%.
During start-up the, non-return valve is kept in the closing direction till the opening criterion is
reached.
The operation of NRV can be tested from the control room. During testing operation, command is
given to drain the compressed air through solenoid valve and NRV starts moving in closing direction.
Once NRV reaches an intermediate position the testing operation stops. The time taken for travel
from full open position to the intermediate position is measured and compared with standard time.
One NRV at a time is tested. It is recommended to test these NRVs once in 6 weeks.
For reliability purpose, two solenoid valves in 1 out of 2 are provided in the control airline. In case of
turbine trip, the signal is given from Turbine control & protection system to the solenoid valve to
drain the signal air and thus closing NRV.
The open and close positions of the NRV are indicated in the control room via. Limit switches
provided on the valve.
18. SEAL STEAM SYSTEM (MAW) IN 2 CYLINDER 120-150MW STs
Ref:
1) Shaft seal steam scheme:
2-131-00-79623
2) Steam leak off to GSC Scheme:
2-131-00-79624
3) Spindle leak off Scheme:
2-131-00-79622
BHEL::Hyderabad HY-LM-ST-001, REV.00/03-2011 Sheet 90
LEARNING MODULE FOR STEAM TURBINE
BHEL::Hyderabad HY-LM-ST-001, REV.00/03-2011 Sheet 91
LEARNING MODULE FOR STEAM TURBINE
BHEL::Hyderabad HY-LM-ST-001, REV.00/03-2011 Sheet 92
LEARNING MODULE FOR STEAM TURBINE
BHEL::Hyderabad HY-LM-ST-001, REV.00/03-2011 Sheet 93
LEARNING MODULE FOR STEAM TURBINE
It is necessary to seal the turbine glands at vacuum with steam to prevent ingress of atmospheric air
into the turbine and thus affecting the vacuum. For this purpose, steam at pressure slightly above
atmospheric is supplied from a header which is maintained at 35 mbar (g).
During start up, all glands need sealing. As the load increases, the front & rear glands of HP/IP
turbine start leaking into the header. Also the spindle leak off from HP stop & control valve and IP
stop valve is connected to the seal steam header. The front & rear gland of LP turbine requires
sealing at all turbine loads.
The seal steam controller (MAW 20 CP001) maintains the header pressure at 1.035 bar by
positioning the two control valves, namely supply control valve (MAW10 AA151) and excess steam
dump control valve (MAW50AA151). The excess steam is dumped to condenser.
For the protection of the turbine shaft and the shaft seals against too cold gland steam, an interlock
of opening of supply control valve (MAW10AA151) is provided with steam supply temperature
(MAW10CT001). If the temperature is lower than the preset value, the control valve cannot be
opened. It is expected to warm up the seal steam supply line up to the control valve. During this
period, any drain collected in the line is sent to HP drain flash tank via a motor operated control
valve (MAW10AA011).
An isolation valve (MAW10AA502) shall isolate the turbine from steam grid during shutdown period.
The position of the control valves (MAW10AA151) and (MAW50AA151) is indicated in the control
room.
To ensure in no case air is ingresses into turbine, evacuation of the gland at the outer end is
provided. This will also prevent oozing of steam outside gland along the rotor shaft. Outer glands of
HP/IP turbine and LP turbine are connected to an evacuation header through regulating butterfly
valves (MAW81/82/83/84AA501). This header is connected to gland steam condenser
(MAW80AC001) wherein the steam is condensed and the non condensed steam and air mixture is
discharged to atmosphere by means of exhaust fans (MAW80AN001/AN002). 2X100% exhaust fans
are provided.
The regulating butterfly valve is positioned such that there will not be any steam leakage outside and
at the same time too much of air is not sucked in. The chamber pressure is set at approx. 5 mbar
atmosphere. The pressure of evacuation header shall be at 0.98 bar.
When the gland steam condenser is not available the steam air mixture is diverted to atmosphere
(above roof) via isolation valve (MAW80AA503).
An oversized drain line (MAW80BR037) shall take care of diverting the condensate into a drain
channel in case of eventuality of tube rupture in gland steam condenser. The high level in gland
steam condenser is also annunciated in control room (MAW80CL011).
BHEL::Hyderabad HY-LM-ST-001, REV.00/03-2011 Sheet 94
LEARNING MODULE FOR STEAM TURBINE
The condensate which is condensed in GSC is led to condenser via a steam trap.
19. TURBINE WATER DRAIN SYSTEM (MAL) IN 2 CYLINDER 120-150MW STs
Ref. Turbine Water Drain Scheme 2-131-00-79631(2Sheets)
Condensation Scheme 2-131-00-79632
The function of this system is to drain the accrued condensate in order to avoid damages or even
operating disturbances of the turbine system. The steam in the turbine and in the pipe line
condenses, when the temperature of the impinged components is lower than the saturation
temperature of the steam.
Insufficient draining can cause the following operating disturbances or damages to the turbine
system.
a) Single side cooling and resultant deformation of turbine casing due to condensate
accumulation in the lower section of casings.
b) Entry of condensate from main steam lines into the turbine. The components are suddenly
subjected to considerable cooling by which local thermal shock phenomena occur and
casing sections get deformed.
c) Condensate collection in seal steam piping leading to disturbances of the steam pressure
control of seal steam.
Hence, drain system should be operated during shutdown, startup and during operation as long
as steam condensates in the turbine or in the pipe line.
Draining is undertaken at points where maximum condensate collects. Draining is undertaken
irrespective of temperature differences and in case of extraction in relation to QCNRV positions.
Drains are led to condenser through motor operated control valves via., a drain flash tank. The
motor operated control valve is hooked up with Turbine control. The following is the classification
of drain groups based on control criteria.
Classification of Drain Groups Based on Criteria
Group KKS No. Description
I MAL 11 Drain upstream of HP control valve 1.
MAL12 Drain upstream of HP control valve 2.
II MAL 15 Drain downstream of HP control valve 1/2
BHEL::Hyderabad HY-LM-ST-001, REV.00/03-2011 Sheet 95
LEARNING MODULE FOR STEAM TURBINE
III MAL 22 HP casing drain.
IV MAL 65 Upstream of check valve.
V MAL 31 Drain downstream of IP control valves1/2.
MAL 26 Drain before IP control valves.
MAL 27
VI MAL28 CRH nozzle sleeve drain.
MAL 34 Outer casing drain.
MAL 35 IP casing drain.
VII MAL 70 Up stream LP control valve
VIII MAL81 Drain from seal steam header
IX MAL51 Drain from extraction to deaerator line
The control criterion for above groups is given below:
Group I
These drains are required for draining the piping directly upstream of the main stop valve and for
draining of the space between the main control valve casing and the main stop valve casing, as well
as for draining with closed main steam valve combination below rated speed.
The sub-loop control for the drain system operates as a function of position of the main control
valve, the main stop valve and turbine speed. Following plant shutdown, the automated controls
open the valves so as to ensure reliable draining at standstill.
Group II
This is a lowest point drain. Both drain points can be routed together through one drain valve as the
spaces are at the same pressure and temperature. The drain valve is controlled as a function of
saturated steam temperature. This is done by deriving the saturated steam temperature from the
BHEL::Hyderabad HY-LM-ST-001, REV.00/03-2011 Sheet 96
LEARNING MODULE FOR STEAM TURBINE
pressure upstream of the HP blading and compared the temperature of the HP front inner casing
100% or the HP stationary blade carrier.
Group III
This is the lowest point drain. Control is through the HP outer casing temperature center 50% top
and bottom.
Group IV
This is the lowest point drain. This drain valve is controlled in accordance to the description in ASME
TDP-1 code.
The control is interlocked with position of CRH NRV i.e., the drain control valve is closed when
CRHNRV opens and vice versa.
Group V
Control is performed here as a function of saturated steam temperature. This is done by deriving
the saturation steam temperature from the pressure upstream of the IP blading and comparing it
with the temperature of the front IP inner casing 100%.
Group VI
The cold reheat nozzle sleeve drain and IP steam turbine casing drain are lowest point drains.
Control is performed as a function of saturated steam temperature. This is done by deriving the
saturated steam temperature from the pressure in the IP exhaust steam area and comparing it with
the temperature in the drain line directly below the turbine.
Group VII
These drains are lowest point drains and are controlled as a function of saturated steam
temperature. The saturated steam temperature is determined from the LP injection exhaust steam
pressure and compared with the temperature of the drain point.
Group VIII
This drain is a lowest point drains which is controlled as a function of temperature in the seal steam
line.
Group IX
This drain is purely a lowest point drain. The drain valve is controlled as a function of position of the
extraction check valves.
BHEL::Hyderabad HY-LM-ST-001, REV.00/03-2011 Sheet 97
LEARNING MODULE FOR STEAM TURBINE
20. OIL SYSTEM (MAV) IN 2 CYLINDER 120-150MW STs
Ref. Drawings: Lube Oil Scheme - 2-131-00-79601 (2 Sheets)
Oil Vapor Exhaust Scheme - 2-131-00-79602
Oil Discharge / Oil vent Scheme - 2-131-00-79603
Oil Purification Scheme - 2-131-00-79604
Dirty Fluid Scheme - 2-131-00-79605
Lifting Oil Scheme - 2-131-00-79606
Main Oil Tank Scheme - 2-131-00-79607
Lube Oil Cooler Scheme - 2-131-00-79608
LUBE OIL SYSTEM
Ref: Lube Oil Scheme 2-131-00-79601 (2Sheets).
General:
A satisfactory and continuous supply of oil is essential for the safe and reliable running of the
turbines and their driven equipment. The oil supply should ensure the operational safety of
bearings. The system is of closed circuit type, i.e., a definite amount of oil quantity which is
previously determined is continuously recirculated and thus the bearings are lubricated and cooled.
The lube oil system comprises of following equipments and components:
- Main oil tank MAV10 BB001
- Full load lube oil pump-1 MAV21 AP021
- Full load lube oil pump-2 MAV21 AP022
- Emergency oil pump 1&2 MAV24 AP001,AP002
- Lube Oil Cooler -1 MAV41 AC001
- Lube Oil Cooler -2 MAV41 AC002
- Transflow valve for Lube oil coolers MAV41 AA521
- Temperature control valve MAV41 AA001
- Lube oil filter – 1 MAV42 AT001
- Lube oil filter – 2 MAV42 AT002
BHEL::Hyderabad HY-LM-ST-001, REV.00/03-2011 Sheet 98
LEARNING MODULE FOR STEAM TURBINE
BHEL::Hyderabad HY-LM-ST-001, REV.00/03-2011 Sheet 99
LEARNING MODULE FOR STEAM TURBINE
BHEL::Hyderabad HY-LM-ST-001, REV.00/03-2011 Sheet 100
LEARNING MODULE FOR STEAM TURBINE
- Transflow valve for Lube oil filters MAV42 AA521
- Lube oil throttles MAV42 AA502 (#1 Bearing)
MAV42 AA503 (#2 Bearing)
MAV42 AA505 (#3 Bearing)
MAV44 AA501 (#4 Bearing)
MAV44 AA502 (#5 Bearing)
MAV44 AA503 (#6 Bearing)
- Hydromotor MAD11 AE001
MAIN OIL TANK
Ref: Main Oil Tank scheme 2-131-00-79607
Main oil tank
The main oil tank contains oil necessary for lubricating, cooling and lifting oil systems. It not only
serves as a storage tank but also for deaerating the oil.
The capacity of the tank is such that the retention time from entry into the tank to suction by the
pumps is 8 minutes. This time allows sedimentation and detrainment of the oil.
Oil returning to the tank from the oil supply system first flows through a submerged inlet into the
riser section of the tank where the first stage of deaeration takes place as the oil rises to the top of
the tank. Oil overflows from the riser section through the oil strainer into the adjacent section of
the tank where it is then drawn off on the opposite side by the oil pumps.
The lube and lifting oil pumps are submerged in the tank and are driven by electric motors which
are fixed to base plates of the tank cover. The pumps draw oil from the deepest point in order to
obtain oil as free of air as possible.
The basket type oil strainer is mounted in the tank. It is brass wire mesh of 0.25 mm filtration
particle size and can be exchanged by opening the tank cover.
The whole tank is made as air tight as possible. Oil vapor exhaust produce slight negative pressure
in the tank, in the return drain lines and in the spaces in the bearing pedestals so that oil vapor
arising is drawn off.
The main oil tank has a direct reading oil level indicator (MAV10CL521) and oil level sensors. These
sensors transmit signals to control room for various applications.
MAV10CL021 - For indication in control room.
MAV10CL021 - Trip of turbine at low-low level.
BHEL::Hyderabad HY-LM-ST-001, REV.00/03-2011 Sheet 101
LEARNING MODULE FOR STEAM TURBINE
BHEL::Hyderabad HY-LM-ST-001, REV.00/03-2011 Sheet 102
LEARNING MODULE FOR STEAM TURBINE
MAV10CL023 - Alarm at low level.
MAV10CL022 - Alarm at high level.
Extra tank volume is provided between the normal operating level and the tank cover to accept oil
from the entire oil supply system when the turbine is shutdown. The tank is constructed with a
sloping bottom with drain connections in riser and main sections.
A sampling connection is provided to the main oil tank to take out oil and analyze for its
properties.
LUBE OIL PUMP (MAV21AP021/AP022)
The lube oil pump is a vertical one stage centrifugal pump with a radial impeller and spiral casing.
It is fixed to the cover of the oil tank and submerges into the oil with the pump body. It is driven by
an A.C. motor that is bolted to the cover plate. The oil enters the suction connection from
underneath and is supplied to oil system via the discharge pipe. 2 x 100% lube oil pumps are
provided.
A check valve is provided in pump discharge to prevent back flow of oil into the pump when it is
not in operation. The standby pump is started automatically when the pressure in the discharge
header falls below 5.0 bar through pressure switch MAV21CP001.
Emergency oil pump (MAV24AP001)
The emergency oil pump is of the vertical, centrifugal submerged type and serves for lubrication
and cooling of bearings when all sources of oil supply fail. The pump and motor unit is attached to
mounting plate which is bolted to the top of the main oil tank.
The pump construction shall be similar to that of lube oil pump.
To increase reliability of lube oil to bearings, the emergency oil pump discharge is directly
connected to lube oil header by passing cooler and filter.
Emergency oil pump shall be started automatically when the pressure falls below 1.2 bar through
pressure switch MAV42CP011.
Oil Cooler (MAV41AC001/AC002):
The heat absorbed by the oil in the bearings and elsewhere in the oil system is dissipated in the oil
cooler which is of shell and tube design. The system consists of two oil coolers each of 100%
capacity. A change over device (double 3 way Transflow valve arrangement) is provided for
BHEL::Hyderabad HY-LM-ST-001, REV.00/03-2011 Sheet 103
LEARNING MODULE FOR STEAM TURBINE
switching over to standby oil cooler whenever it is necessary to take the main oil cooler for
maintenance. The change over device is so designed that under any circumstances both the
coolers are not allowed to be shutdown. Whenever feasible, the switching over to the standby oil
cooler is to be carried out during the stand still condition of the turbine. If it proves unavoidable
that the switching be made in the course of turbine operation, it should be done with utmost care.
Before switching over to another oil cooler, this must be generously vented and the bearing oil
pressure must be observed during a considerable period afterwards. A temperature high Alarm
(MAV42 CT001) is provided for lube oil cooler outlet temperature.
BHEL::Hyderabad HY-LM-ST-001, REV.00/03-2011 Sheet 104
LEARNING MODULE FOR STEAM TURBINE
BHEL::Hyderabad HY-LM-ST-001, REV.00/03-2011 Sheet 105
LEARNING MODULE FOR STEAM TURBINE
Lube oil temperature control valve (MAV41 AA001)
A-3 way temperature control valve is provided to maintain the lube oil cooler outlet
temperature. The control valve bypasses the cooler, by connecting cooler outlet with uncooled oil
whenever the cooler outlet temperature drops due to fall in cooling water temperature. Converse
also shall take place. The control valve is of thermostatic type. For more details refer suppliers
Catalogue of AKO Germany.
Oil Filter (MAV42 AT001/AT002):
The duplex type of Oil filter with reusable filter element with filtration of 25 microns is provided.
This is in addition to the oil strainer arrangement provided in the oil tank. A change over device is
fitted for switching over to standby Oil filter in case of choking of the working filter. The change
over device is so designed that under any circumstances both the filters are not allowed to be
shutdown. A differential pressure switch (MAV42 CP013) set at 0.9 Kg/cm2 (g) is provided to
annunciate high differential pressure.
BHEL::Hyderabad HY-LM-ST-001, REV.00/03-2011 Sheet 106
LEARNING MODULE FOR STEAM TURBINE
BHEL::Hyderabad HY-LM-ST-001, REV.00/03-2011 Sheet 107
LEARNING MODULE FOR STEAM TURBINE
Hydromotor (MAD11AE001):
If a hot turbine is shutdown and the turbine rotor is not turned distortion of the rotor will occur
after some time and is of a particular importance. If any immediate restart is required the resultant
eccentricity of the rotor can cause serious damage to the blade tip sealing or to the blades
themselves due to rubbing. Also the excessive vibration due to unbalance of the rotor can lead to
premature wear of the bearings. Continuous or regular intermittent turning of the turbine rotor in
these circumstances will allow the turbine to be restarted with out danger.
For turning of turbine rotor, Hydromotor is employed. Hydromotor gets motive fluid from lifting oil
circuit. For construction details refer 2-1440-01.
Motive oil to Hydromotor is provided through a solenoid valve MAV51AA501 which is hooked up
with Turbine startup system.
The following pressure sensors are provided on lube oil header:
MAV42CP001 for pressure indication in control room.
MAV42CP011/12 for lube oil pressure low – EOP start.
MAV42CP016/17/18 for lube oil pressure very low – turbine trip.
MAV42CP019 for lube oil pressure low – standby AOP start.
Oil Vapour Exhaust fans (MAV82AN001/AN002):
Ref drg. No.2-131-00-79602
The oil vapor exhaust fan produces a slight vacuum in the main oil tank and in the bearing housings
so that accumulation of oil vapor is prevented. The butterfly valves provided in each of the
extraction line can be adjusted such that the pressure in the bearing housings is about 5 to 10 mm
of water column below atmospheric pressure.
2 x 100% oil vapor exhaust fans are provided which are mounted on the oil tank.
The smooth function is monitored with a flow switch in the discharge of OVE fans (MAV82CF001).
Whenever the flow is less than the set value, the second fan will start automatically.
BHEL::Hyderabad HY-LM-ST-001, REV.00/03-2011 Sheet 108
LEARNING MODULE FOR STEAM TURBINE
BHEL::Hyderabad HY-LM-ST-001, REV.00/03-2011 Sheet 109
LEARNING MODULE FOR STEAM TURBINE
21. LIFTING OIL SYSTEM IN 2 CYLINDER 120-150MW STs
In Stand still state, the turbine shaft journals are in contact with white metal of the bearings due
to the weight of rotor. Lubricating oil can not reach these contact areas because of low pressure.
A Considerable torque would be required to beak off the shaft from stand still state.
To facilitate the start up, oil is admitted with high pressure below the bearing journals of the
shaft, whereby the shaft floats on oil film. In this condition, the shaft assembly can be turned with
much lesser torque. To provide high pressure oil 2 x 100% lifting oil pumps are provided.
Lifting oil pump (MAV31/32 AP001)
The pump is self priming, screw spindle pump with three spindles and internal bearings. The
pump is connected to the cover plate via a support and is driven by an electric motor through
flexible coupling. The entire assembly is installed vertically in the oil tank. The oil entering the
pump is transported by the rotating spindle to the pressure chamber from where it is forced into
the pressure pipe, which is bolted to the pump and welded to the support.
The pump is driven by AC and DC Motor and 2x100% pumps are provided Source of AC should be
different. One pump will be driven by DC motor.
If the main pump cannot build up the required oil pressure, then the Stand by pump is started by
pressure sensor (MAV35CP001) provided on the lifting oil header. The pressure oil piping of the
pump which is not in operation is closed by the stop cum check valve (MAV31/32AA003). As the
oil system is designed only for 100% delivery rate, the pumps are interlocked for avoiding parallel
operation. In order to protect the lifting oil system from damage due to improper switching on of
the lifting oil pump when the check valve is closed, spring loaded safety valves (MAV31/32 AA390)
are situated in the piping between the pump and check valve. The acceleration of the pump
against full pressure of lifting oil pressure is inadmissible. Thus, the pump operation is interlocked
until it falls below 100 bar.
The necessary pressure in the system is kept constant by means of the pressure limiting valve
(MAV35AA001). The pressure limiting valve can be relieved by the bypass valve (MAV35AA501).
The superfluous flow from the pump is returned to main oil tank.
The necessary lifting oil pressures are set for each bearing by the needle valves (MAV66AA501
etc).Check valves (MAV66AA001 etc) in the lifting oil lines prevent oil from flowing out of the
bearings into the header during turbine operation when the lifting oil system is switched off.
The lifting oil header pressure is indicated in control room by (MAV35CP001).A duplex type oil
filter is provided in the pump discharge to protect the bearings against the entry of unclean oil.
Differential pressure sensor (MAV35CP006) is provided for annunciating the pressure-high alarm
in control room. This should prompt the operator for switching over to standby filter. Lifting oil
pump also provides motive fluid for hydro motor during turning operation.
BHEL::Hyderabad HY-LM-ST-001, REV.00/03-2011 Sheet 110
LEARNING MODULE FOR STEAM TURBINE
BHEL::Hyderabad HY-LM-ST-001, REV.00/03-2011 Sheet 111
LEARNING MODULE FOR STEAM TURBINE
Annexure for Legend for Schemes:
BHEL::Hyderabad HY-LM-ST-001, REV.00/03-2011 Sheet 112
LEARNING MODULE FOR STEAM TURBINE
BHEL::Hyderabad HY-LM-ST-001, REV.00/03-2011 Sheet 113
LEARNING MODULE FOR STEAM TURBINE
BHEL::Hyderabad HY-LM-ST-001, REV.00/03-2011 Sheet 114
LEARNING MODULE FOR STEAM TURBINE
BHEL::Hyderabad HY-LM-ST-001, REV.00/03-2011 Sheet 115
LEARNING MODULE FOR STEAM TURBINE
BHEL::Hyderabad HY-LM-ST-001, REV.00/03-2011 Sheet 116
LEARNING MODULE FOR STEAM TURBINE
BHEL::Hyderabad HY-LM-ST-001, REV.00/03-2011 Sheet 117
LEARNING MODULE FOR STEAM TURBINE
BHEL::Hyderabad HY-LM-ST-001, REV.00/03-2011 Sheet 118
LEARNING MODULE FOR STEAM TURBINE
BHEL::Hyderabad HY-LM-ST-001, REV.00/03-2011 Sheet 119
You might also like
- Sea Doo 2012 PWC Service Repair ManualDocument805 pagesSea Doo 2012 PWC Service Repair ManualSergey83% (6)
- PE-6100 Service ManualV2.0Document52 pagesPE-6100 Service ManualV2.0RashidNo ratings yet
- Manual Inglês MB-BF REV16Document73 pagesManual Inglês MB-BF REV16matheus oliveiraNo ratings yet
- Technical Manual For Repairing ModulesDocument75 pagesTechnical Manual For Repairing Modulesscan soft100% (7)
- ValiHelp PDFDocument1,211 pagesValiHelp PDFBilal AbdullahNo ratings yet
- Instruction Book Aq 20710590Document142 pagesInstruction Book Aq 20710590davidNo ratings yet
- Operations & Maintenance Manual: Funtime Handels GMBH Project Starflyer Mobile DubaiDocument153 pagesOperations & Maintenance Manual: Funtime Handels GMBH Project Starflyer Mobile Dubaibugse100% (1)
- Manual D403-N3046 PDFDocument103 pagesManual D403-N3046 PDFBob Wiggins0% (1)
- A049z057 - I1 - 201711-T035 Gas Power PlantDocument160 pagesA049z057 - I1 - 201711-T035 Gas Power PlantthainarimeNo ratings yet
- A340 Air Fuel EngineDocument1 pageA340 Air Fuel EngineDAVID FAJARDO PUERTO100% (1)
- Soil Mechanics ManualDocument72 pagesSoil Mechanics Manualkashi BhojiaNo ratings yet
- A25 SVC Manual PDFDocument142 pagesA25 SVC Manual PDFJoshua Narvaez100% (1)
- Detailed Description Manual MP CW2200SPDocument177 pagesDetailed Description Manual MP CW2200SPJorgeNo ratings yet
- Ex Proof Teknik KatalogDocument140 pagesEx Proof Teknik KatalogPranay GuptaNo ratings yet
- Process Control and Instrumentation of BoilersDocument68 pagesProcess Control and Instrumentation of Boilerstagne simo rodrigueNo ratings yet
- TMHydraulicSystem RST.01enDocument52 pagesTMHydraulicSystem RST.01enPalm House CoffeeNo ratings yet
- Inline 2023 - Official Regulation ArtisticDocument52 pagesInline 2023 - Official Regulation ArtisticAsesoresNo ratings yet
- NGC JtecDocument176 pagesNGC JtecJorge GarciaNo ratings yet
- Solar Power Based Ups SystemDocument83 pagesSolar Power Based Ups Systemrasoashley100% (4)
- H2000 (H) Series 4-5t IC Forklift Operation and MaintenanceDocument78 pagesH2000 (H) Series 4-5t IC Forklift Operation and MaintenanceJohn fredy cuervoNo ratings yet
- The Barcode-Based Product Classification System Using ArduinoDocument54 pagesThe Barcode-Based Product Classification System Using Arduinothanhbinhnguyen220729No ratings yet
- 2018deq 2Document226 pages2018deq 2Joe SmithNo ratings yet
- SFRI HEMIX-5 - SM - Ver14.02 - DistribDocument239 pagesSFRI HEMIX-5 - SM - Ver14.02 - Distribalfalabservice611No ratings yet
- Schematic Diagram, Graph and Table: Page No Page No 1.0 General InformationDocument2 pagesSchematic Diagram, Graph and Table: Page No Page No 1.0 General Informationchris110No ratings yet
- Series Pegasus: Air ConditionerDocument76 pagesSeries Pegasus: Air ConditionerMarouane OubaidiNo ratings yet
- Perkins 2300 Series: Mechanical and Electronic Installation ManualDocument116 pagesPerkins 2300 Series: Mechanical and Electronic Installation ManualDavid Arbildo100% (1)
- Oabr I - 15 ManualDocument52 pagesOabr I - 15 Manualbrian lesterNo ratings yet
- Hemix 5-60 Service Manual Eng v18.00Document234 pagesHemix 5-60 Service Manual Eng v18.00umair shakeelNo ratings yet
- Instruction Manual Instruction Manual: Operating & Maintenance Operating & MaintenanceDocument166 pagesInstruction Manual Instruction Manual: Operating & Maintenance Operating & MaintenanceHugo Miguel Dias Pereira100% (1)
- Instructions Manual Instructions Manual: ICP224-BR1EN4.pdf ICP224-BR1EN4 PDFDocument131 pagesInstructions Manual Instructions Manual: ICP224-BR1EN4.pdf ICP224-BR1EN4 PDFZivina KyteNo ratings yet
- Engine Cooling System: Service Manual (Mp7, Mp8 and Mp10 Series Engines)Document148 pagesEngine Cooling System: Service Manual (Mp7, Mp8 and Mp10 Series Engines)daveNo ratings yet
- 337-02 LDC - GB - XXXXDocument93 pages337-02 LDC - GB - XXXXAsif Javed100% (1)
- Danfoss Scroll Compressors: CXH140 - Single and Manifold InstallationDocument58 pagesDanfoss Scroll Compressors: CXH140 - Single and Manifold InstallationNguyễn Trường AnNo ratings yet
- Base 4x4 Panther Specification PDFDocument55 pagesBase 4x4 Panther Specification PDFSumanta BhayaNo ratings yet
- Model S30 Non-Metallic Design Level 2: Service & Operating ManualDocument38 pagesModel S30 Non-Metallic Design Level 2: Service & Operating ManualFrederik CañabiNo ratings yet
- Hatem Diab ThesisDocument83 pagesHatem Diab ThesisLaquesta AinshtaeinNo ratings yet
- BAS Best Practices Guide v1.0Document94 pagesBAS Best Practices Guide v1.0Eljameely JamaleldeenNo ratings yet
- 2002 KJ JeepDocument606 pages2002 KJ JeepFranciscoLeonNuñezNo ratings yet
- Security Filtration Standard Operating ManualDocument245 pagesSecurity Filtration Standard Operating ManualsreenuNo ratings yet
- 2022 SCB Speedway RegulationsDocument175 pages2022 SCB Speedway RegulationsAlex RabyNo ratings yet
- 2800 Installation ManualDocument117 pages2800 Installation ManualDavid Arbildo100% (1)
- Frame and Running Gear: Downloaded From Manuals Search EngineDocument72 pagesFrame and Running Gear: Downloaded From Manuals Search EngineAlberto Sánchez PrietoNo ratings yet
- Ferez ChinaDocument80 pagesFerez ChinaAlireza KazemiNo ratings yet
- Homestyle Stacked Washer/ Dryers: Refer To Page 6 For Model NumbersDocument120 pagesHomestyle Stacked Washer/ Dryers: Refer To Page 6 For Model NumbersOlier SoteloNo ratings yet
- Energy Efficiency HandbookDocument64 pagesEnergy Efficiency HandbookEduard GatuellasNo ratings yet
- Skyair Rzfa SeriesDocument213 pagesSkyair Rzfa SeriesLê Anh TuấnNo ratings yet
- Pyi1701 0000 Ins CD 0001 - 0Document56 pagesPyi1701 0000 Ins CD 0001 - 0bastianNo ratings yet
- 211 AIRTEK Service Instructions Rev FDocument90 pages211 AIRTEK Service Instructions Rev FCarolina CreșcrencoviciNo ratings yet
- Zyj680b IiDocument78 pagesZyj680b IiCung Manh TuanNo ratings yet
- LF90D ManualDocument55 pagesLF90D ManualLuis BarajasNo ratings yet
- RivCross Operating ManualDocument223 pagesRivCross Operating ManualShivam AwasthiNo ratings yet
- Obd System DieselDocument241 pagesObd System DieselJavier SanchezNo ratings yet
- Beko WT Series ManualDocument88 pagesBeko WT Series ManualBOSCHCLASSIXX1200No ratings yet
- Service Manual: EnglishDocument8 pagesService Manual: Englishalazhar laisonNo ratings yet
- Ajustes HidraulicosDocument58 pagesAjustes Hidraulicosedwin100% (1)
- BioSystems A-15 Analyzer - Service ManualDocument129 pagesBioSystems A-15 Analyzer - Service ManualAlvaro Restrepo GarciaNo ratings yet
- Manuel Reparation ChariotDocument75 pagesManuel Reparation ChariotFedi KleiNo ratings yet
- Hvac EquipmentsDocument16 pagesHvac EquipmentsRahul Prajapati100% (1)
- Appurtanances Water Supply EngineeringDocument9 pagesAppurtanances Water Supply EngineeringNaveen KrishnaNo ratings yet
- CaterpillarDocument11 pagesCaterpillarRiahi Rezeg100% (4)
- Pneumatic Report Mem 665 1Document13 pagesPneumatic Report Mem 665 1Nazif NazriNo ratings yet
- Analysis of Turbofan Engine: Two Dissimilar Jets Pushing The Aircraft .. Who Is Strong ? The Situation Will DecideDocument29 pagesAnalysis of Turbofan Engine: Two Dissimilar Jets Pushing The Aircraft .. Who Is Strong ? The Situation Will Decidevinod kapateNo ratings yet
- Spirax PSVDocument62 pagesSpirax PSVvrushi kadamNo ratings yet
- AIM: To Conduct Performance Test On A Single Stage Centrifugal Pump Test RigDocument4 pagesAIM: To Conduct Performance Test On A Single Stage Centrifugal Pump Test RigmuralidharanNo ratings yet
- Basic Vocational: HydraulicDocument33 pagesBasic Vocational: HydraulicIbnu Awalla100% (1)
- R.S.khurmi - Mechanical Engineering Objective - Team Examdays-5 2Document3 pagesR.S.khurmi - Mechanical Engineering Objective - Team Examdays-5 2Sunil PatelNo ratings yet
- SKU Name & Description Link To Website Price in R (Excl. Vat)Document29 pagesSKU Name & Description Link To Website Price in R (Excl. Vat)icumba6180No ratings yet
- B. Prestart Checks of Boiler LightupDocument14 pagesB. Prestart Checks of Boiler LightupPrudhvi RajNo ratings yet
- Torrent Pumps: Deep Well Vertical Turbine PumpsDocument1 pageTorrent Pumps: Deep Well Vertical Turbine Pumpsg1ann1sNo ratings yet
- PRV Cheat SheetDocument5 pagesPRV Cheat SheetswathiNo ratings yet
- Alex Test Protocol 070921Document6 pagesAlex Test Protocol 070921NeelixNo ratings yet
- Data Sheet - Rev 01Document158 pagesData Sheet - Rev 01Martin DanzeNo ratings yet
- Cooling Tower Working and Types - Chemical Engineering WorldDocument13 pagesCooling Tower Working and Types - Chemical Engineering WorldniratNo ratings yet
- Excavator Cat 322c Diagram HydDocument2 pagesExcavator Cat 322c Diagram HydJhon VillamizarNo ratings yet
- How To Determine The Pressure Acting On The Seal Cavity FoDocument6 pagesHow To Determine The Pressure Acting On The Seal Cavity FoGerman ToledoNo ratings yet
- Product Group Industrial Vacuum Cleaners, 0415-156Document8 pagesProduct Group Industrial Vacuum Cleaners, 0415-156هبال حمزةNo ratings yet
- Flow Measurements Manual Rev 24 Nov 2017 1Document12 pagesFlow Measurements Manual Rev 24 Nov 2017 1mike.stavrianakos2717No ratings yet
- Q/2 7/3600 M V 38.7 at Max Power, A S (/4) (0.008) 1 M Rad U R V 19.34 (0.18 M), Solve 107 (B) 2 S SDocument2 pagesQ/2 7/3600 M V 38.7 at Max Power, A S (/4) (0.008) 1 M Rad U R V 19.34 (0.18 M), Solve 107 (B) 2 S SwaloNo ratings yet
- XOMOX XLB Lined Ball Valves TechDocument1 pageXOMOX XLB Lined Ball Valves Techdedy setiawanNo ratings yet
- Lts Product Liner 1Document2 pagesLts Product Liner 1claudio godinezNo ratings yet
- CSE Catalog - IndiaDocument67 pagesCSE Catalog - IndiaDheeraj SivadasNo ratings yet
- X PumpsDocument4 pagesX Pumpspankaj chacholiyaNo ratings yet
- Gd825a-2 Hydraulic CircuitDocument1 pageGd825a-2 Hydraulic CircuitAhmad khairudin100% (1)
- IFRC - Customer Technical Training (RP - CPP2)Document24 pagesIFRC - Customer Technical Training (RP - CPP2)firdausshukri14No ratings yet
- Chapter 4 Fluid Power TechnologyDocument35 pagesChapter 4 Fluid Power Technologymuhammad irfan hakimi bin nor yazidNo ratings yet
- RacDocument22 pagesRacFaaltu ZaanNo ratings yet