Download as pdf or txt
You might also like
- MANUAL OCMIS Rain Control Computer PDFDocument26 pagesMANUAL OCMIS Rain Control Computer PDFTheoNo ratings yet
- Geomative GD-10 Geophysical Resistivity/IP Equipment Quick StartDocument80 pagesGeomative GD-10 Geophysical Resistivity/IP Equipment Quick StartMai DiNo ratings yet
- KhaziI Microfabricated2DDocument7 pagesKhaziI Microfabricated2DTarik BouchalaNo ratings yet
- PDF 109963 40346Document7 pagesPDF 109963 40346manikandanNo ratings yet
- 04 OPM 1 2016 BorowskiDocument14 pages04 OPM 1 2016 Borowskinmichal567No ratings yet
- Determination The Effect of Factors Affecting TheDocument8 pagesDetermination The Effect of Factors Affecting TheKelvin RamirezNo ratings yet
- Zbrowski Matecki Zastosowanie 10 2013Document12 pagesZbrowski Matecki Zastosowanie 10 2013hlegacy argNo ratings yet
- Archives 2015 04Document6 pagesArchives 2015 04Jan KoNo ratings yet
- Część 1Document39 pagesCzęść 1paulinamajocha0901No ratings yet
- Badania Twardosci PDFDocument4 pagesBadania Twardosci PDFDaniel ŻebrokNo ratings yet
- Woyciechowski Methodology SaE 3 2022Document7 pagesWoyciechowski Methodology SaE 3 2022MrPyrolieNo ratings yet
- Selected Problems of Abrasion ResisDocument11 pagesSelected Problems of Abrasion ResisroxasenableNo ratings yet
- Plasticity of Nickel Based SuperallDocument10 pagesPlasticity of Nickel Based SuperallmurajpremNo ratings yet
- KowalczykD BadaniaWadDocument4 pagesKowalczykD BadaniaWadjar_2No ratings yet
- HankusDocument16 pagesHankusDaniel CiarcińskiNo ratings yet
- TwardoscDocument16 pagesTwardoscAlbertKalwasNo ratings yet
- Krzysztof Mrozek Konstrukcja I Badania Form Wtryskowych Nagrzewanych IndukcyjnieDocument108 pagesKrzysztof Mrozek Konstrukcja I Badania Form Wtryskowych Nagrzewanych Indukcyjnieaudi aczteryNo ratings yet
- METODY KONTROLI JAKOŚCI ZGRZEIN Punktowych W Czasie Rzeczywistym AmbroziakDocument6 pagesMETODY KONTROLI JAKOŚCI ZGRZEIN Punktowych W Czasie Rzeczywistym AmbroziakKasia MazurNo ratings yet
- WojnarL ApplicationASTMDocument6 pagesWojnarL ApplicationASTMGowtham VishvakarmaNo ratings yet
- CW 2 PDFDocument29 pagesCW 2 PDFMichalNo ratings yet
- The Effect of The Blasthole Diameter OnDocument13 pagesThe Effect of The Blasthole Diameter OnmaferNo ratings yet
- SprawozdanieDocument9 pagesSprawozdanieMichał PołomskiNo ratings yet
- Brazing Joints ControlDocument5 pagesBrazing Joints ControlkepicstarwowNo ratings yet
- RozciąganieDocument13 pagesRozciąganiepajdosznNo ratings yet
- TwardośćDocument19 pagesTwardośćpajdosznNo ratings yet
- The Properties of Babbitt Bushes inDocument8 pagesThe Properties of Babbitt Bushes inAdisya Yuliasari RohimanNo ratings yet
- International Journal of Refractory Metals & Hard Materials: SciencedirectDocument12 pagesInternational Journal of Refractory Metals & Hard Materials: SciencedirectSiddharthNo ratings yet
- Badania MechaniczneDocument4 pagesBadania MechaniczneGrassor80No ratings yet
- 15 RadovanovicDocument6 pages15 Radovanovicm_michael_cNo ratings yet
- Napoiny Z Nadstopu Haynes 625 Na Scianach SzczelnyDocument5 pagesNapoiny Z Nadstopu Haynes 625 Na Scianach SzczelnyMichał KlebanNo ratings yet
- Pomiary TwardosciDocument8 pagesPomiary TwardosciTrocinBoyNo ratings yet
- Aplikasi CladdingDocument14 pagesAplikasi Claddinganon_402716677No ratings yet
- PSE-ST - Ograniczniki 110 220 400kV-2014Document26 pagesPSE-ST - Ograniczniki 110 220 400kV-2014GNo ratings yet
- ABS-STEEL Pair UNDER DRY FRICTION - Tribologia, 2020Document5 pagesABS-STEEL Pair UNDER DRY FRICTION - Tribologia, 2020vaxevNo ratings yet
- Bezpieczeństwo PporzDocument8 pagesBezpieczeństwo Pporzk.matusz766No ratings yet
- Badanie Twardosci Metoda DynamicznaDocument11 pagesBadanie Twardosci Metoda Dynamicznaweronikakorbecka07No ratings yet
- Ocena Trwalosci Elementow Czesci Cisnieniowej Kotlow Energetycznych W Procesie Dopuszczania Do Eksploatacji Poza Obliczeniowy Czas PracyDocument9 pagesOcena Trwalosci Elementow Czesci Cisnieniowej Kotlow Energetycznych W Procesie Dopuszczania Do Eksploatacji Poza Obliczeniowy Czas PracyKlaudiia KlimaNo ratings yet
- Post Buckling Deformation States ofDocument25 pagesPost Buckling Deformation States ofac3.evfrezNo ratings yet
- LekcjeDocument6 pagesLekcjeGrassor80No ratings yet
- 215-Article Text-425-1-10-20150503Document7 pages215-Article Text-425-1-10-20150503Paweł MrajskiNo ratings yet
- Instrukcja - Poliweglan PELNADocument25 pagesInstrukcja - Poliweglan PELNAPrzemyslaw WozniczakNo ratings yet
- Wpływ Wybranych Zabiegów TechnologicznychDocument187 pagesWpływ Wybranych Zabiegów Technologicznychwal1547No ratings yet
- Stope Stability Assessment and Effect of Horizontal To Vertical Stress RatioDocument17 pagesStope Stability Assessment and Effect of Horizontal To Vertical Stress RatioABEL ALONSO BALLON AGUIRRENo ratings yet
- 310-Article Text-611-1-10-20150604Document8 pages310-Article Text-611-1-10-20150604Wojtek ShuvarNo ratings yet
- Audytoria Całość PDFDocument169 pagesAudytoria Całość PDFmati1995100% (1)
- T. Miłek, B. Kowalik, B. KulińskiDocument8 pagesT. Miłek, B. Kowalik, B. KulińskiQA LAB ISMNo ratings yet
- Wymrażanie I Azotowanie Stali NarzędziowychDocument5 pagesWymrażanie I Azotowanie Stali NarzędziowychqljerryNo ratings yet
- Pytania Na DiagnostykęDocument2 pagesPytania Na Diagnostykęmartyna190201No ratings yet
- Blachy Elektrotechniczne 2019Document16 pagesBlachy Elektrotechniczne 2019Lucio PereiraNo ratings yet
- ReferatDocument8 pagesReferatblarzejadamNo ratings yet
- W6 - Badania BetonuDocument53 pagesW6 - Badania Betonupemperufka5No ratings yet
- 2 PLDocument15 pages2 PLkika418 sNo ratings yet
- Wind Turbine Blades Inspection Techniques: Przegląd Elektrotechniczny May 2016Document5 pagesWind Turbine Blades Inspection Techniques: Przegląd Elektrotechniczny May 2016Jeferson Tondo AlvesNo ratings yet
- Wymagania I Badania SpoinDocument8 pagesWymagania I Badania SpoinPiotr ZielińskiNo ratings yet
- Studium Przypadków - Badanie Złączy Austenitycznych Na Terminalu LNGDocument8 pagesStudium Przypadków - Badanie Złączy Austenitycznych Na Terminalu LNGKasia MazurNo ratings yet
- 2936 Artykul-2Document4 pages2936 Artykul-2tytojoNo ratings yet
- PN-B-01814 - 1992.antykorozyjne Zabezpiecenia W Budownictwie - Konstrukcje Betonowe I Zelbetowe - MatodDocument4 pagesPN-B-01814 - 1992.antykorozyjne Zabezpiecenia W Budownictwie - Konstrukcje Betonowe I Zelbetowe - MatodGuinnefsNo ratings yet
- Castrol Rustilo 66 Vci Pds Bpxe-9ucms5Document2 pagesCastrol Rustilo 66 Vci Pds Bpxe-9ucms5korray1No ratings yet
- CROSS CUTTING 2016-2017 Pre-PublicationDocument123 pagesCROSS CUTTING 2016-2017 Pre-Publicationkorray1No ratings yet
- BS EN 10277 4 2008 Bright Steel Products Case Hardening Steel Part 4 General PDFDocument10 pagesBS EN 10277 4 2008 Bright Steel Products Case Hardening Steel Part 4 General PDFkorray1No ratings yet
- Atos Gom Bevel GearDocument6 pagesAtos Gom Bevel Gearkorray1No ratings yet
- Backlash PDFDocument12 pagesBacklash PDFkorray1100% (1)
- Wto DMG Mori NLXDocument41 pagesWto DMG Mori NLXkorray10% (1)
- Lifting SocketsDocument34 pagesLifting Socketskorray1No ratings yet
- Sauter Face Mounted VDI 50 - DIN 5480 - Left - WTO - enDocument25 pagesSauter Face Mounted VDI 50 - DIN 5480 - Left - WTO - enkorray1No ratings yet
- 1 2367Document3 pages1 2367korray1No ratings yet
- Ms HR ManagementDocument8 pagesMs HR Managementkorray1No ratings yet
- Cqi 9Document39 pagesCqi 9korray1100% (1)
- Troubleshooting Manual AK06 UMKA03Document271 pagesTroubleshooting Manual AK06 UMKA03Jorge JimenezNo ratings yet
- 70kva 2 X Ups 400v 110v Dt318107 l09 0831 Iocl DHDT Plant VadodaraDocument154 pages70kva 2 X Ups 400v 110v Dt318107 l09 0831 Iocl DHDT Plant VadodarabahmanNo ratings yet
- Arduino Lesson - PIR Motion SensorDocument9 pagesArduino Lesson - PIR Motion SensorMaidah ZahidNo ratings yet
- A PROJECT REPORT ON Electronic Voting MachineDocument97 pagesA PROJECT REPORT ON Electronic Voting Machinereddu143No ratings yet
- PC3SF21YVZBFDocument15 pagesPC3SF21YVZBFVukica IvicNo ratings yet
- Module 3 (Series, Parallel and Series-Parallel Circuit)Document11 pagesModule 3 (Series, Parallel and Series-Parallel Circuit)Xavier Vincent VisayaNo ratings yet
- 7-Segment Display and Driving A 7-Segment DisplayDocument11 pages7-Segment Display and Driving A 7-Segment DisplayvpsampathNo ratings yet
- AsconDocument21 pagesAsconDaniel Alejandro OrozcoNo ratings yet
- Bladeless Wind Power Generation-An Independent Source For Rural ElectrificationDocument6 pagesBladeless Wind Power Generation-An Independent Source For Rural ElectrificationJagdish ThakurNo ratings yet
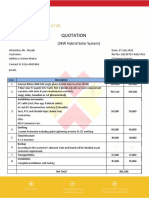
- Taxila 3kw Hybrid System 27 July 2023 (Tier-1)Document2 pagesTaxila 3kw Hybrid System 27 July 2023 (Tier-1)Shawn LeoNo ratings yet
- Apxvll14h - 43 C I20 PDFDocument5 pagesApxvll14h - 43 C I20 PDFmilosgmilanovicNo ratings yet
- Soalan PRA MySkills 2013 - Release PublisDocument11 pagesSoalan PRA MySkills 2013 - Release Publisnabilo20No ratings yet
- Specification For Electrical WorksDocument20 pagesSpecification For Electrical WorksSaumya Shrestha100% (1)
- Irene T. Langbid - Project StudyDocument38 pagesIrene T. Langbid - Project StudyRiojun AlemaniaNo ratings yet
- PROVA 1011: Solar System Analyzer EN 61010-1: 2010 EN 61010-2-030: 2010 Cat Ii 1000V, Cat Iii 300V Pollution Degree 2Document35 pagesPROVA 1011: Solar System Analyzer EN 61010-1: 2010 EN 61010-2-030: 2010 Cat Ii 1000V, Cat Iii 300V Pollution Degree 2Elshan jalilzadehNo ratings yet
- Viva Questions For Unity Gain AmplifierDocument1 pageViva Questions For Unity Gain AmplifierhksaifeeNo ratings yet
- Aactw PDFDocument2 pagesAactw PDFEglee PeckNo ratings yet
- FVMDocument107 pagesFVMawsanglingNo ratings yet
- Dali Epikore 11 - White PaperDocument38 pagesDali Epikore 11 - White PaperBay Bloor RadioNo ratings yet
- Iec 34-1Document57 pagesIec 34-1govindaraj171No ratings yet
- Notes-Ch 10. Sinusoidal Steady-State Analysis PDFDocument39 pagesNotes-Ch 10. Sinusoidal Steady-State Analysis PDFnanekNo ratings yet
- Vertex VX 2000 BrochureDocument2 pagesVertex VX 2000 BrochurelimazulusNo ratings yet
- EE311 Analog Electronics #4 Q1) : Assignment Due 6 May 2010Document6 pagesEE311 Analog Electronics #4 Q1) : Assignment Due 6 May 2010Babasrinivas GuduruNo ratings yet
- Project Report Laser Communication SystemDocument6 pagesProject Report Laser Communication SystempradyumnNo ratings yet
- Kinco FV20 VFD User Manual-20190424Document119 pagesKinco FV20 VFD User Manual-20190424Ade Muhamad Yunus100% (1)
- Datasheet Andrena 12V25Ah: Lightweight PowerDocument2 pagesDatasheet Andrena 12V25Ah: Lightweight PowerMayur DeokarNo ratings yet
- Lecture No.5: Current, Current Density, and ConductorsDocument12 pagesLecture No.5: Current, Current Density, and ConductorsAyhan AbdulAzizNo ratings yet
- Process Calibrator: Model 123Document37 pagesProcess Calibrator: Model 123Paulo CardosoNo ratings yet