Download as pdf or txt
You might also like
- C Optistar LeDocument272 pagesC Optistar LeHellen NogueiraNo ratings yet
- Helmut Zander, Anthroposophie in DeutschlandDocument14 pagesHelmut Zander, Anthroposophie in DeutschlandBibliorare100% (1)
- 4L80EDocument156 pages4L80EJames Winsor100% (14)
- 1 MobilizationDocument8 pages1 MobilizationAnthony Macatangay100% (1)
- RX Imola Op Manual v1.0 TYB40Document398 pagesRX Imola Op Manual v1.0 TYB40spiris100% (1)
- Belmont Searcher DX-068Document20 pagesBelmont Searcher DX-068vicki fairleyNo ratings yet
- Maintenance - Manual AC Servo Amplifier & Spindle ControllerDocument227 pagesMaintenance - Manual AC Servo Amplifier & Spindle ControllerBa Duy100% (1)
- FAT DocumentDocument4 pagesFAT DocumentKhaled Kamal100% (1)
- Duke XC SL Race ServiceDocument10 pagesDuke XC SL Race ServicesilverapeNo ratings yet
- EP2005 0300 SP 02 - Bow TiesDocument13 pagesEP2005 0300 SP 02 - Bow Tiesshailendra100% (1)
- 097 Belray II Op ManualDocument20 pages097 Belray II Op ManualIzzeldin ZakiNo ratings yet
- SIL-assignment Example Using Risk Graph MatrixDocument4 pagesSIL-assignment Example Using Risk Graph MatrixTFattahNo ratings yet
- Bed Belray2 097Document20 pagesBed Belray2 097Daniel GonzálezNo ratings yet
- JSA Template HVH CoverDocument10 pagesJSA Template HVH CoverAisha purconNo ratings yet
- Assg1 HIRACDocument12 pagesAssg1 HIRACFairuza MNasirNo ratings yet
- spr2-135 861 01 01 02Document8 pagesspr2-135 861 01 01 02vlad69.vl77No ratings yet
- EL O MaticDocument217 pagesEL O MaticAhmed KhairiNo ratings yet
- #401 Odme Mal Operation Due To Lack of Maintenace (Revised)Document2 pages#401 Odme Mal Operation Due To Lack of Maintenace (Revised)Tolias EgwNo ratings yet
- Generic RA FSDocument5 pagesGeneric RA FSStephenNo ratings yet
- A Simple Method of Risk/Hazard Assessment in DredgingDocument5 pagesA Simple Method of Risk/Hazard Assessment in DredgingAbdul JabbarNo ratings yet
- Risk-Based Techniques For LV/MV Cable Prioritization and Aging ManagementDocument27 pagesRisk-Based Techniques For LV/MV Cable Prioritization and Aging ManagementOsama SharafNo ratings yet
- Dental X-Ray: Operator!S InstructionsDocument16 pagesDental X-Ray: Operator!S InstructionsalizanurianiNo ratings yet
- Hira Aruisom - 2Document67 pagesHira Aruisom - 2Hemant PatilNo ratings yet
- RA 19 - General Electrical WorkDocument7 pagesRA 19 - General Electrical WorkHafiz M WaqasNo ratings yet
- 08 - SIN - SRM Tools - 1apr15 - R1 PDFDocument49 pages08 - SIN - SRM Tools - 1apr15 - R1 PDFGramalia GaramelaNo ratings yet
- Assistant Manual X-RayDocument16 pagesAssistant Manual X-RayBarbara AlayoNo ratings yet
- Method Statement & Risk AssDocument8 pagesMethod Statement & Risk AssUsman QayyumNo ratings yet
- AWE Individual Health Safety Risk Assessment Control Form 2Document5 pagesAWE Individual Health Safety Risk Assessment Control Form 2RAMIYA PANNUNo ratings yet
- User S Manual: Model RAMC Metal Short Stroke ROTAMETERDocument178 pagesUser S Manual: Model RAMC Metal Short Stroke ROTAMETERWira Nur IndrawanNo ratings yet
- Crew Transfer by DoryDocument1 pageCrew Transfer by Doryasritokkong980No ratings yet
- #408 Steering Gear Overhaul or MaintenanceDocument3 pages#408 Steering Gear Overhaul or MaintenanceTolias EgwNo ratings yet
- Powersub Vacuum Substation Circuit Breaker, Type FVR: 15-38 KV, 110-150 KV BIL, 1200-4000 A Class 6065Document80 pagesPowersub Vacuum Substation Circuit Breaker, Type FVR: 15-38 KV, 110-150 KV BIL, 1200-4000 A Class 6065Andika Permana NugrahaNo ratings yet
- 01 - Intro - ProtectionDocument65 pages01 - Intro - ProtectionshanmuonmNo ratings yet
- Kodak Automixer III Plus - User ManualDocument10 pagesKodak Automixer III Plus - User ManualNikolay PenevNo ratings yet
- Electro2, Auxmach1Document74 pagesElectro2, Auxmach1Paul OlimposNo ratings yet
- Principles of Protection by AREVA. 2008Document792 pagesPrinciples of Protection by AREVA. 2008hicham boutouche100% (7)
- Annex 2 HIRADEC FormatDocument9 pagesAnnex 2 HIRADEC Formatamit100% (1)
- EEE Parts Risk Assessment MatrixDocument2 pagesEEE Parts Risk Assessment MatrixL BragaNo ratings yet
- #410 Heavy LiftDocument3 pages#410 Heavy LiftTolias EgwNo ratings yet
- #409 Electrical Equipment MaintenanceDocument3 pages#409 Electrical Equipment MaintenanceTolias EgwNo ratings yet
- Luxpower Compatible Battery List-SADocument2 pagesLuxpower Compatible Battery List-SALouis PotgieterNo ratings yet
- CAMS For HIS Operation - 261113 PDFDocument26 pagesCAMS For HIS Operation - 261113 PDFใบบอนสิชลNo ratings yet
- HKN 93 Series Manual de ServiciopdfDocument86 pagesHKN 93 Series Manual de ServiciopdfантонNo ratings yet
- Run Diesel Driven Fishing Unit Risk AssesmentDocument2 pagesRun Diesel Driven Fishing Unit Risk Assesmentmikewebster76No ratings yet
- Operating and Maintenance Manual - PART 2Document98 pagesOperating and Maintenance Manual - PART 2khanh nguyenNo ratings yet
- On Scene: Incident Commander: Take ActionDocument2 pagesOn Scene: Incident Commander: Take ActionZhuuid ChannelNo ratings yet
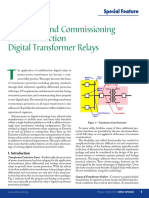
- Protection and Commissioning of Multifunction Digital Transformer RelaysDocument13 pagesProtection and Commissioning of Multifunction Digital Transformer Relaysrobertovm2002No ratings yet
- 9 - Exercise SolutionsDocument16 pages9 - Exercise SolutionsmmblakoshaNo ratings yet
- 043 Railway SILDocument16 pages043 Railway SILAgung WibowoNo ratings yet
- Decoding Quantitative Risk Assessment: Ken Ho Deputy Head, Geotechnical Engineering OfficeDocument133 pagesDecoding Quantitative Risk Assessment: Ken Ho Deputy Head, Geotechnical Engineering OfficeYUK LAM WONGNo ratings yet
- Simon IADC Prevention of Dropped Objects Sing Apr 2011 Updated 5 4 2011Document16 pagesSimon IADC Prevention of Dropped Objects Sing Apr 2011 Updated 5 4 2011Yeriss RamirezNo ratings yet
- Diagramas e Esquemas H 155Document93 pagesDiagramas e Esquemas H 155leonardoNo ratings yet
- 01 FMS-HOS-F-022 Ver01 Risk and Impact Assessment FormDocument2 pages01 FMS-HOS-F-022 Ver01 Risk and Impact Assessment FormMark RusianaNo ratings yet
- Safety Hierarchy 2012Document42 pagesSafety Hierarchy 2012jovanarga66No ratings yet
- Sffs 207Document16 pagesSffs 207numero159No ratings yet
- Failure Mode and Effect Criticality Analysis FMECADocument14 pagesFailure Mode and Effect Criticality Analysis FMECARaedyAnwarNo ratings yet
- #024 Hot Work On Fixture - Fittings in The Main Deck Area (New)Document1 page#024 Hot Work On Fixture - Fittings in The Main Deck Area (New)Tolias EgwNo ratings yet
- Risk Assessment SampleDocument11 pagesRisk Assessment SampleFred Vincent BaldomeroNo ratings yet
- Historical Incidents and Incentives For ChangeDocument8 pagesHistorical Incidents and Incentives For ChangealexmontellNo ratings yet
- LOPA Tutorial: Figure 1. Layers of Protection Example VisualDocument11 pagesLOPA Tutorial: Figure 1. Layers of Protection Example VisualAbdelsalam ShihaNo ratings yet
- Line6 M5 Handbook PDFDocument10 pagesLine6 M5 Handbook PDFRica The SickNo ratings yet
- Crane SafetyDocument9 pagesCrane SafetyAzadh MoosaNo ratings yet
- Systemic Liquidity Risk and Bipolar Markets: Wealth Management in Today's Macro Risk On / Risk Off Financial EnvironmentFrom EverandSystemic Liquidity Risk and Bipolar Markets: Wealth Management in Today's Macro Risk On / Risk Off Financial EnvironmentNo ratings yet
- Reliability Assessment of Safety and Production Systems: Analysis, Modelling, Calculations and Case StudiesFrom EverandReliability Assessment of Safety and Production Systems: Analysis, Modelling, Calculations and Case StudiesNo ratings yet
- Managers Guide To PSM - January 2006Document10 pagesManagers Guide To PSM - January 2006rw992049No ratings yet
- Forklift Audit Sheet ESH-048Document2 pagesForklift Audit Sheet ESH-048rw992049No ratings yet
- Electrical Safety OffshoreDocument2 pagesElectrical Safety Offshorerw992049No ratings yet
- TL Files Struktol Content Maerkte-Produkte Kautschuk-Additive en Technische-Merkblaetter 01032 WB16FLAKES GB TECHDocument2 pagesTL Files Struktol Content Maerkte-Produkte Kautschuk-Additive en Technische-Merkblaetter 01032 WB16FLAKES GB TECHJoban AroraNo ratings yet
- Employee Training & DevelopmentDocument27 pagesEmployee Training & DevelopmentEnna Gupta100% (2)
- SOP - Internal FAT-MachineDocument12 pagesSOP - Internal FAT-MachineSarvesh DaradeNo ratings yet
- Selection Post IX Graduation 08-02-2022 EngDocument156 pagesSelection Post IX Graduation 08-02-2022 EngVijay singh TomarNo ratings yet
- Mick Thomson's Guitars and GearDocument10 pagesMick Thomson's Guitars and GearAleksandar LjubinkovicNo ratings yet
- Performance: Task in Math 8 House Floor PlanDocument10 pagesPerformance: Task in Math 8 House Floor PlanJoshua Emmanuel LedesmaNo ratings yet
- Reasons For Diminishing Returns To A FactorDocument2 pagesReasons For Diminishing Returns To A FactorRobert AyalaNo ratings yet
- Vacant Seats: 5-Year Integrated M.Sc. (Hons.) ProgrammesDocument2 pagesVacant Seats: 5-Year Integrated M.Sc. (Hons.) Programmesmana khantNo ratings yet
- Hangman Interactive TemplateDocument17 pagesHangman Interactive Templatekedisharobinson1No ratings yet
- MATH4971 Response 5965Document16 pagesMATH4971 Response 5965Rindy SimNo ratings yet
- International Strategic Alliances 1Document21 pagesInternational Strategic Alliances 1mukesh93567No ratings yet
- Update Instructions Safety Update - CL092/20/S: Test Definition Version 1.0.EL/EM (System Version 7.1.1.2 and Higher)Document88 pagesUpdate Instructions Safety Update - CL092/20/S: Test Definition Version 1.0.EL/EM (System Version 7.1.1.2 and Higher)esther jaimeNo ratings yet
- Thesis PDFDocument120 pagesThesis PDFPrajwal NiraulaNo ratings yet
- Emerging Horizons in HRM FinalDocument72 pagesEmerging Horizons in HRM Finalprernanew100% (5)
- Unit 1 Nissim Ezekiel and Eunice de Souza: 1.0 ObjectivesDocument14 pagesUnit 1 Nissim Ezekiel and Eunice de Souza: 1.0 ObjectivesJasmineNo ratings yet
- Item Part No Location No - Available No. Used Remaining Min No. Required Reordered No Cost Per Item Total CostDocument1 pageItem Part No Location No - Available No. Used Remaining Min No. Required Reordered No Cost Per Item Total CostRockyNo ratings yet
- Development of Sensory TestingDocument35 pagesDevelopment of Sensory TestingEmmae ThaleenNo ratings yet
- 13.4.2 WBS 6.6 Cerberus Corperation Case Study Managing Stakeholder ConflictDocument7 pages13.4.2 WBS 6.6 Cerberus Corperation Case Study Managing Stakeholder ConflictJorge Alejandro Betancur JaramilloNo ratings yet
- SCIETECHNODocument19 pagesSCIETECHNOChini ChanNo ratings yet
- Aras Innovator Programmers GuideDocument105 pagesAras Innovator Programmers Guidem0de570No ratings yet
- ECE 5325/6325 Fall 2009: Exam 1 SolutionsDocument2 pagesECE 5325/6325 Fall 2009: Exam 1 Solutionswilfred godfreyNo ratings yet
- CCE Catalogue DetailedDocument28 pagesCCE Catalogue DetailedIshaan SinghNo ratings yet
- Sensor Nivel Murphy LS200Document3 pagesSensor Nivel Murphy LS200Sergio PluchinskyNo ratings yet
- Half-Cell Potential Test From The Upper-Side and The Lower-Side of Reinforced Concrete Slabs: A Comparative StudyDocument6 pagesHalf-Cell Potential Test From The Upper-Side and The Lower-Side of Reinforced Concrete Slabs: A Comparative StudyANNADURAINo ratings yet
- Bill of QuantityDocument6 pagesBill of QuantityKhairoden SangcopanNo ratings yet
- Shortest Route ProblemDocument7 pagesShortest Route ProblemkaushalmightyNo ratings yet
- Application of Irradiation For Food Preservation: Seminar ONDocument19 pagesApplication of Irradiation For Food Preservation: Seminar ONPrashant KumarNo ratings yet