Download as docx, pdf, or txt
You might also like
- Csa CHMC 1-2014Document46 pagesCsa CHMC 1-2014孔帅No ratings yet
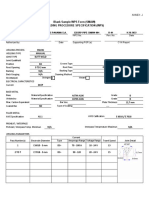
- Blank Sample WPS Form (GMAW & FCAW) Welding Procedure Specification (WPS)Document1 pageBlank Sample WPS Form (GMAW & FCAW) Welding Procedure Specification (WPS)GMNo ratings yet
- AWS D1.1 - Example PQR & WPS DocumentsDocument4 pagesAWS D1.1 - Example PQR & WPS DocumentsPaul Cassells0% (1)
- Aws D1.6 - SS316 WPSDocument1 pageAws D1.6 - SS316 WPSBoby Thomas0% (1)
- WPS GMAW FCAW D1.1 2015 Form PDFDocument1 pageWPS GMAW FCAW D1.1 2015 Form PDFHoque AnamulNo ratings yet
- Reinforced ConcreteDocument13 pagesReinforced ConcreteRenukadevi Rpt17% (18)
- Welding Procedure Specification SampleDocument2 pagesWelding Procedure Specification SampleBrown's P LikoNo ratings yet
- WPS Sample SMAW - OtherDocument1 pageWPS Sample SMAW - OtherLuis MirandaNo ratings yet
- Welding Procedure Specification (WPS) Yes Prequalified or Procedure Qualification Records (PQR) YesDocument2 pagesWelding Procedure Specification (WPS) Yes Prequalified or Procedure Qualification Records (PQR) YesRuben Purca0% (1)
- Welding Procedure Specification Sample - New EditionDocument2 pagesWelding Procedure Specification Sample - New EditiondanteNo ratings yet
- WPS SAW D1.1 2015 FormDocument1 pageWPS SAW D1.1 2015 FormHoque AnamulNo ratings yet
- Afcons Infrastructure Limited: Procedure Qualification Record (PQR)Document21 pagesAfcons Infrastructure Limited: Procedure Qualification Record (PQR)GaapchuNo ratings yet
- Wps API-mwt 2020Document24 pagesWps API-mwt 2020afshohil anamNo ratings yet
- Actual Welding Records For Procedure Qualification Test As Per Asme Section IxDocument2 pagesActual Welding Records For Procedure Qualification Test As Per Asme Section IxR.BALASUBRAMANINo ratings yet
- M 2 SAW D1.1 2015 Form PDFDocument1 pageM 2 SAW D1.1 2015 Form PDFyounessNo ratings yet
- Welding Procedure Specifications (WPS) : AWS D1.1Document2 pagesWelding Procedure Specifications (WPS) : AWS D1.1BS AhnNo ratings yet
- PQR WPSDocument2 pagesPQR WPSMiguel Alejandro SierraNo ratings yet
- Draf WPSDocument2 pagesDraf WPSMj EdinNo ratings yet
- d1 4 Wps 675 070 12 Digital FormDocument1 paged1 4 Wps 675 070 12 Digital FormAamer MohammedNo ratings yet
- Aws D1.1Document1 pageAws D1.1พันธุ์เทพ คําพองNo ratings yet
- Document Title: Welding Procedure Specification: Champion West Phase Iii Dev. Project C030005/ESP MSE BSP (ESP/2)Document1 pageDocument Title: Welding Procedure Specification: Champion West Phase Iii Dev. Project C030005/ESP MSE BSP (ESP/2)Ed FangNo ratings yet
- QC E7018 CJP B-L1a OverheadDocument1 pageQC E7018 CJP B-L1a Overheadwmajordan13No ratings yet
- Procedure Qualification SpecificationDocument4 pagesProcedure Qualification Specificationriyas.hvacworkNo ratings yet
- Quy trình hàn vết nứt vành lò dùng que KNCF3 PDFDocument3 pagesQuy trình hàn vết nứt vành lò dùng que KNCF3 PDFDương Quang KhánhNo ratings yet
- Prequalified Qualified by TestingDocument5 pagesPrequalified Qualified by Testingcarlosoliveros1967No ratings yet
- Annex Form J2 D1.1 D1.1M 2020 PDFDocument3 pagesAnnex Form J2 D1.1 D1.1M 2020 PDFDarioNo ratings yet
- Tips Wps FormatDocument5 pagesTips Wps FormatWaqas WaqasNo ratings yet
- A36 WPSDocument1 pageA36 WPSJamesNo ratings yet
- Welding Procedure Specification (WPS) : Posco Engineering & Construction Co., LTDDocument2 pagesWelding Procedure Specification (WPS) : Posco Engineering & Construction Co., LTDMoroko690% (1)
- Computer Engineering, Inc.: P WPS D1.1 - C - AWS 5.2.0 Form 2000 Rev. 0Document1 pageComputer Engineering, Inc.: P WPS D1.1 - C - AWS 5.2.0 Form 2000 Rev. 0Erick GoyesNo ratings yet
- Welding Procedure Specification (WPS) : JointsDocument2 pagesWelding Procedure Specification (WPS) : JointsNiel100% (1)
- Welding Procedure Specification KLPK 2Document2 pagesWelding Procedure Specification KLPK 2Zans 2001No ratings yet
- Welding Procedure Specification (WPS) : Section IX, ASME Boiler and Pressure Vessel CodeDocument1 pageWelding Procedure Specification (WPS) : Section IX, ASME Boiler and Pressure Vessel CodeKishan ChauhanNo ratings yet
- Wps Blank Form 2sheetDocument4 pagesWps Blank Form 2sheetdidi sudiNo ratings yet
- WPS NMB 001Document6 pagesWPS NMB 001mohamed nasserNo ratings yet
- Quinco Steel Inc.: Welding Procedure Specification (WPS)Document1 pageQuinco Steel Inc.: Welding Procedure Specification (WPS)wmajordan13No ratings yet
- Preliminary - Welding Procedure Specification (WPS)Document1 pagePreliminary - Welding Procedure Specification (WPS)Rudi DaNo ratings yet
- PQR DT Macro 60mm Smaw Astm A 516 Gr60Document4 pagesPQR DT Macro 60mm Smaw Astm A 516 Gr60Boran YelkenciogluNo ratings yet
- Annex Form J2 D1.1 D1.1M 2020Document3 pagesAnnex Form J2 D1.1 D1.1M 2020Wegig WijanaNo ratings yet
- d1 6 PQR 675 070 13 Digital FormDocument2 pagesd1 6 PQR 675 070 13 Digital FormJimmy MyNo ratings yet
- Wps Aws d1.1 Ss400 To Ss400 Gmaw-RevDocument2 pagesWps Aws d1.1 Ss400 To Ss400 Gmaw-RevAnonymous zfC1zo9C100% (2)
- WPS - 600 MW ChampaDocument7 pagesWPS - 600 MW ChampaAmjad PathanNo ratings yet
- Wps Emp 01-16 s275jr - s275jr BW P Smaw Awsd1 1Document2 pagesWps Emp 01-16 s275jr - s275jr BW P Smaw Awsd1 1Touil HoussemNo ratings yet
- APL HEC: Hearoon Engineering Company Welding Procedure Specification Asme Sec - IxDocument2 pagesAPL HEC: Hearoon Engineering Company Welding Procedure Specification Asme Sec - Ixmc160403810 Usman AliNo ratings yet
- Computer Engineering, Inc.: C PQR D1.1 - C - AWS 5.2.0 Form 2002 Rev. 0Document2 pagesComputer Engineering, Inc.: C PQR D1.1 - C - AWS 5.2.0 Form 2002 Rev. 0Erick GoyesNo ratings yet
- Welding Procedure Specification (WPS) Yes Prequalified X Qualified by Testing or Procedure Qualification Records (PQR) YesDocument2 pagesWelding Procedure Specification (WPS) Yes Prequalified X Qualified by Testing or Procedure Qualification Records (PQR) YessdgshhNo ratings yet
- Blank Sample WPS Form (SAW) Welding Procedure Specification (WPS)Document1 pageBlank Sample WPS Form (SAW) Welding Procedure Specification (WPS)GMNo ratings yet
- Aluminum Weld Procedure Qualification Record: (AWS D1.2-2008)Document1 pageAluminum Weld Procedure Qualification Record: (AWS D1.2-2008)Amin ThabetNo ratings yet
- ASME Section IX (ASME Pressure Vessel Code) : Welding Procedure Specifications (WPS)Document2 pagesASME Section IX (ASME Pressure Vessel Code) : Welding Procedure Specifications (WPS)Virk Farms100% (1)
- Sample WPS Form (GMAW & FCAW) Welding Procedure Specification (WPS)Document1 pageSample WPS Form (GMAW & FCAW) Welding Procedure Specification (WPS)rabacet23No ratings yet
- SPL - PQR-WPS-SWPS SmawDocument7 pagesSPL - PQR-WPS-SWPS Smawgopuvinu4uNo ratings yet
- Lampiran 3. WPS of Pile JointDocument3 pagesLampiran 3. WPS of Pile JointDoni TriatmojoNo ratings yet
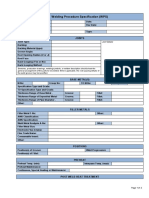
- FM-009 WQT DATA SHEETDocument2 pagesFM-009 WQT DATA SHEETsateeshNo ratings yet
- Sample WPS Form (GTAW & SMAW) Welding Procedure Specification (WPS)Document1 pageSample WPS Form (GTAW & SMAW) Welding Procedure Specification (WPS)Umi MaryanaNo ratings yet
- Sample WPS Form (GTAW & SMAW) Welding Procedure Specification (WPS)Document1 pageSample WPS Form (GTAW & SMAW) Welding Procedure Specification (WPS)Jithin VNo ratings yet
- M 2 GTAW SMAW D1.1 2015 Form PDFDocument1 pageM 2 GTAW SMAW D1.1 2015 Form PDFRameshBaskaranNo ratings yet
- M 2 GTAW SMAW D1.1 2015 FormWPS PDFDocument1 pageM 2 GTAW SMAW D1.1 2015 FormWPS PDFUmi MaryanaNo ratings yet
- Sample WPS Form (GTAW & SMAW) Welding Procedure Specification (WPS)Document1 pageSample WPS Form (GTAW & SMAW) Welding Procedure Specification (WPS)AZaiNo ratings yet
- Sample WPS Form (GTAW & SMAW) Welding Procedure Specification (WPS)Document1 pageSample WPS Form (GTAW & SMAW) Welding Procedure Specification (WPS)Luis Carlos Clericci LimonNo ratings yet
- How to prepare Welding Procedures for Oil & Gas PipelinesFrom EverandHow to prepare Welding Procedures for Oil & Gas PipelinesRating: 5 out of 5 stars5/5 (1)
- Construction and Building Materials: Pradip Nath, Prabir Kumar SarkerDocument10 pagesConstruction and Building Materials: Pradip Nath, Prabir Kumar SarkerkarskotNo ratings yet
- Magnets Class6Document34 pagesMagnets Class6Moumita DasNo ratings yet
- Adhesion and Abrasion of Sputter-Deposited Ceramic Thin Films On GlassDocument12 pagesAdhesion and Abrasion of Sputter-Deposited Ceramic Thin Films On GlassEnriqe PuentesNo ratings yet
- EXP of Shell and Tube Heat ExchangerDocument12 pagesEXP of Shell and Tube Heat ExchangerAbo HarounNo ratings yet
- Ac RC CircuitDocument4 pagesAc RC Circuitkalu kioNo ratings yet
- Ratna Maya Rai-15 ReportDocument45 pagesRatna Maya Rai-15 ReportMishal LimbuNo ratings yet
- Retracted: Progress in Materials ScienceDocument38 pagesRetracted: Progress in Materials ScienceMehar MajidNo ratings yet
- Three Phase Transformer (2) - 1Document8 pagesThree Phase Transformer (2) - 1Peter NdisoNo ratings yet
- 6061 Aluminum Plate - AMS 4027 - 6061-T651 PlateDocument3 pages6061 Aluminum Plate - AMS 4027 - 6061-T651 Platemini p shendeNo ratings yet
- Origin of Quantum Theory +++Document50 pagesOrigin of Quantum Theory +++sajalgiriNo ratings yet
- Speciality Chemicals Magazine - Texture Analysis of CosmeticDocument3 pagesSpeciality Chemicals Magazine - Texture Analysis of CosmeticMohammed SaeedNo ratings yet
- Sol-Gel Synthesis of Zno/Rgo Thin Film For Enhanced Photoelectrochemical Water SplittingDocument18 pagesSol-Gel Synthesis of Zno/Rgo Thin Film For Enhanced Photoelectrochemical Water SplittingchtououNo ratings yet
- Mech-Ultrasonic MachiningDocument20 pagesMech-Ultrasonic MachiningSymbol Of LoveNo ratings yet
- Pipe Mech Design AWWA M45 ADocument5 pagesPipe Mech Design AWWA M45 AalvinchuanNo ratings yet
- SFD and BMDDocument18 pagesSFD and BMDManash Protim GogoiNo ratings yet
- PY1001&PY1002 - Physics+ LabDocument6 pagesPY1001&PY1002 - Physics+ LabMayank AgarwalNo ratings yet
- Glass Technology RoadmapDocument81 pagesGlass Technology RoadmapReaderEagerNo ratings yet
- Electrical Part ListDocument20 pagesElectrical Part ListPablo Alfredo LoboNo ratings yet
- Rachmawati 2021 IOP Conf. Ser. Mater. Sci. Eng. 1115 012068 PDFDocument9 pagesRachmawati 2021 IOP Conf. Ser. Mater. Sci. Eng. 1115 012068 PDFKristel ComitanNo ratings yet
- Diagrama de MoodyDocument1 pageDiagrama de MoodyCircus_MaximusNo ratings yet
- ASTM A335 Pipe Specification1 PDFDocument8 pagesASTM A335 Pipe Specification1 PDFRoberto EliasNo ratings yet
- 4 Heat of Hydration PDFDocument48 pages4 Heat of Hydration PDFDani Abdurrahman MNo ratings yet
- FCH Mse604a Jan 2018 PDFDocument2 pagesFCH Mse604a Jan 2018 PDFAdarsh BarnwalNo ratings yet
- SIM1 Tschuy BrendanDocument5 pagesSIM1 Tschuy BrendantschuyNo ratings yet
- Experiment On Friction in PipesDocument15 pagesExperiment On Friction in PipesVijay ShetNo ratings yet
- Advanced Quantum Mechanics II PHYS 40202Document3 pagesAdvanced Quantum Mechanics II PHYS 40202মোহাম্মদমহসিনNo ratings yet
- Harris QCA 8e Chapter 17 NewDocument2 pagesHarris QCA 8e Chapter 17 NewClarisse WongNo ratings yet