Download as pdf or txt
You might also like
- Tank Settlement Report As Per API 653Document2 pagesTank Settlement Report As Per API 653AMALENDU PAUL100% (8)
- Etihad Towers Project: Inspection & Test Plan - Ceramic Tiles (For Walls)Document4 pagesEtihad Towers Project: Inspection & Test Plan - Ceramic Tiles (For Walls)jini100% (2)
- Summary of ASME Section VIIIDocument3 pagesSummary of ASME Section VIIIAMALENDU PAUL100% (4)
- Itp Installation of Fiber Optic CablesDocument4 pagesItp Installation of Fiber Optic Cablesqasim078100% (2)
- ITP Mini Pile PDFDocument2 pagesITP Mini Pile PDFscriptd_ozd3nNo ratings yet
- Bsibv Itp 08-2 Itp For CWC Dpe Rev. 0Document9 pagesBsibv Itp 08-2 Itp For CWC Dpe Rev. 0AMALENDU PAULNo ratings yet
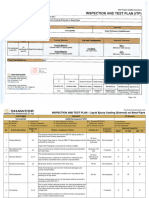
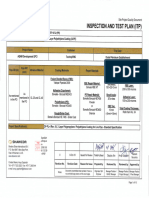
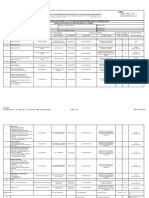
- BSIBV-ITP-09-1 For Liquid Epoxy Coating On Fittings Rev. 0Document5 pagesBSIBV-ITP-09-1 For Liquid Epoxy Coating On Fittings Rev. 0AMALENDU PAULNo ratings yet
- Inspection and Test Plan For Surface Preparation and PaintingDocument2 pagesInspection and Test Plan For Surface Preparation and PaintingNoor Rose Eka RoseNo ratings yet
- Qa&Qc-frm-0021 Quality Inspection Plan - Static Equipment-1Document3 pagesQa&Qc-frm-0021 Quality Inspection Plan - Static Equipment-1Ali Haider100% (1)
- Subcon ItpDocument6 pagesSubcon ItpManu MohanNo ratings yet
- CW213623 - Sokaij - Qa-5733-00001 - Inspection and Test PlanDocument15 pagesCW213623 - Sokaij - Qa-5733-00001 - Inspection and Test PlanjeszzymenNo ratings yet
- Inspection & Test Plan (Itp) - Iso 5167 - Fittings (SC / DC)Document1 pageInspection & Test Plan (Itp) - Iso 5167 - Fittings (SC / DC)Guru DevaNo ratings yet
- (Itp For Cast Insitu Foundation) 4172-Genon-1!25!0002-ADocument45 pages(Itp For Cast Insitu Foundation) 4172-Genon-1!25!0002-ARajesh SinghNo ratings yet
- Inspection Test Plan (Itp) at Shop: Remark No DescriptionDocument2 pagesInspection Test Plan (Itp) at Shop: Remark No Descriptionanang_pri100% (1)
- Itp For SanitaryDocument4 pagesItp For SanitaryDebesh Chaudhary100% (2)
- Attach-2 ITP For Building WaterDocument29 pagesAttach-2 ITP For Building WaterSukalyan BasuNo ratings yet
- Project Eagle: Quality Management Inspection ReportDocument2 pagesProject Eagle: Quality Management Inspection ReportrcpretoriusNo ratings yet
- Inspection-and-Test-Plan For Skid FabricationDocument3 pagesInspection-and-Test-Plan For Skid FabricationVinayaga MoorthiNo ratings yet
- Toaz - Info Itp For PVC Conduits PRDocument6 pagesToaz - Info Itp For PVC Conduits PRehtesham khanNo ratings yet
- Inspection and Testing Plan For ErectionDocument2 pagesInspection and Testing Plan For Erectionjerome pillienNo ratings yet
- QCP For StructureDocument4 pagesQCP For StructureHema Nandh100% (1)
- Cw213623 - Sokaij - Qa-5733-00001 - Inspection and Test PlanDocument19 pagesCw213623 - Sokaij - Qa-5733-00001 - Inspection and Test PlanjeszzymenNo ratings yet
- 4172-GENON-1-25-0019 - Rev 1Document16 pages4172-GENON-1-25-0019 - Rev 1Rajesh SinghNo ratings yet
- Inspected by QCP Approval 1-APC 1-Employer (APC) 2 - DAR 2 - Engineer (DAR) 3 - Contractor (NEGEMCO) 4 - Vendor 5 - Third PartyDocument8 pagesInspected by QCP Approval 1-APC 1-Employer (APC) 2 - DAR 2 - Engineer (DAR) 3 - Contractor (NEGEMCO) 4 - Vendor 5 - Third PartyAhmad DagamsehNo ratings yet
- Bsibv-Itp-07-2 Pe Itp For 3lpe Coating Dpe Rev. 0Document10 pagesBsibv-Itp-07-2 Pe Itp For 3lpe Coating Dpe Rev. 0AMALENDU PAULNo ratings yet
- UNQ-00-E-A - EP60-EQ-001-en-A-Erection ITPL - HV Switchyard PackageDocument18 pagesUNQ-00-E-A - EP60-EQ-001-en-A-Erection ITPL - HV Switchyard PackagerakibnjtechNo ratings yet
- Inspection and Test PlanDocument6 pagesInspection and Test PlanReduddboy100% (1)
- S-000-1676-0001V - 11 - ITP For Piping WorkDocument47 pagesS-000-1676-0001V - 11 - ITP For Piping WorkVO DINH TRI100% (2)
- Inspected by QCP Approval 1-APC 1 - APC 2 - DAR 2 - DAR Al-Handeseh 3 - Negemco 4 - Vendor 5 - Third PartyDocument6 pagesInspected by QCP Approval 1-APC 1 - APC 2 - DAR 2 - DAR Al-Handeseh 3 - Negemco 4 - Vendor 5 - Third PartyAhmad DagamsehNo ratings yet
- Inspection and Test Plan Fire Installation WorksDocument1 pageInspection and Test Plan Fire Installation WorksHabib BagciNo ratings yet
- M Storm Drainage System IC M SDS 00Document2 pagesM Storm Drainage System IC M SDS 00achusanachuNo ratings yet
- Inspection Test Plan LPSDocument3 pagesInspection Test Plan LPSsafetyofficer752No ratings yet
- Attach-1 ITP For Belt Conveyor InstallationDocument7 pagesAttach-1 ITP For Belt Conveyor InstallationSukalyan BasuNo ratings yet
- BSIBV-ITP-07-2 PP ITP For 3LPP Coating DPE Rev. 0Document10 pagesBSIBV-ITP-07-2 PP ITP For 3LPP Coating DPE Rev. 0AMALENDU PAULNo ratings yet
- Pp4 CM Ir 1004 001 - Rev. A - Itp For PipingDocument7 pagesPp4 CM Ir 1004 001 - Rev. A - Itp For PipingHungManhNo ratings yet
- Manufacturing Quality Plan: A Raw Material Incoming InspectionDocument4 pagesManufacturing Quality Plan: A Raw Material Incoming Inspectiongulatimanish1985No ratings yet
- VS 2281 162 31 Cabletraysupport Refoa30494 NaDocument2 pagesVS 2281 162 31 Cabletraysupport Refoa30494 NadekodivNo ratings yet
- Itp For Re-Slurry Tank - R-1Document8 pagesItp For Re-Slurry Tank - R-1Rejoy babyNo ratings yet
- ITP Work DownDocument5 pagesITP Work DownMuralimohan Pandian100% (1)
- Cathodic Protection & AC/DC Interference Mitigation Installation, Inspection & Test Plan (ITP)Document10 pagesCathodic Protection & AC/DC Interference Mitigation Installation, Inspection & Test Plan (ITP)wei gao100% (1)
- West Qurna I Section 1: Wqi Produced Water Treatment Project (Awq0109-1)Document8 pagesWest Qurna I Section 1: Wqi Produced Water Treatment Project (Awq0109-1)jacksonbello34No ratings yet
- Attachment 12.4 - QA - QC Checklist - FDBDocument3 pagesAttachment 12.4 - QA - QC Checklist - FDBehteshamNo ratings yet
- Material Submittal For Ductile Iron Fittings - Rev.1Document16 pagesMaterial Submittal For Ductile Iron Fittings - Rev.1unnicyriacNo ratings yet
- Egatra: Quality ControlDocument6 pagesEgatra: Quality ControlAndreas Schlager100% (3)
- ITP List For Electrical Works (Chimney)Document16 pagesITP List For Electrical Works (Chimney)Ivan BabicNo ratings yet
- Inspection & Test Plan FOR Wrapping / Coating of External Metal Surface (C.S Fire Hydrant Spools)Document5 pagesInspection & Test Plan FOR Wrapping / Coating of External Metal Surface (C.S Fire Hydrant Spools)Daniel Martinez50% (2)
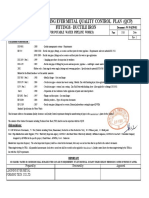
- Adwea Standard Quality Control Plan (SQCP) : For Ductile Iron FittingsDocument17 pagesAdwea Standard Quality Control Plan (SQCP) : For Ductile Iron FittingsAmro HarasisNo ratings yet
- ITP For Non-Fire Resistant CI CableDocument1 pageITP For Non-Fire Resistant CI CableMeng PamplonaNo ratings yet
- Interior Painting: Inspection & Test PlanDocument3 pagesInterior Painting: Inspection & Test PlanDominguez MegoNo ratings yet
- Dokumen - Tips 3itp-ElectricalDocument28 pagesDokumen - Tips 3itp-ElectricalKyle WadsworthNo ratings yet
- Quality Control Plan / Inspecting and Testing Plan - (Discipline) Structure Erection and InstallationDocument1 pageQuality Control Plan / Inspecting and Testing Plan - (Discipline) Structure Erection and InstallationTarun PatelNo ratings yet
- PDF Inspection Test Plan For Fabrication - CompressDocument4 pagesPDF Inspection Test Plan For Fabrication - Compressridwan maulanaNo ratings yet
- Duties of Welding ManagerDocument3 pagesDuties of Welding ManagerBalkishan DyavanapellyNo ratings yet
- NS2-DH01-P0ZEN-140003 - ITP FOR ELECTRICAL EQUIPMENT (MV, LV, PANEL, CUBICLE) - Rev.DDocument10 pagesNS2-DH01-P0ZEN-140003 - ITP FOR ELECTRICAL EQUIPMENT (MV, LV, PANEL, CUBICLE) - Rev.DAnh VàngNo ratings yet
- Magnetic Level Gauge: DOC NO. QR/QC/F/14Document1 pageMagnetic Level Gauge: DOC NO. QR/QC/F/14sunshine dreamNo ratings yet
- MDR FMP 15-086Document51 pagesMDR FMP 15-086miorNo ratings yet
- Training Copy Not For Execution: Sop No. Supersedes Effective Date Next Review DateDocument6 pagesTraining Copy Not For Execution: Sop No. Supersedes Effective Date Next Review Datemanohar kumarNo ratings yet
- 1.SRO-QPITP - Mechanical WorksDocument2 pages1.SRO-QPITP - Mechanical Worksachusanachu100% (1)
- 00-GE-EQA-001 (Rev.a) Site Inspection and Test Plan For Electrical and I&C WorkDocument12 pages00-GE-EQA-001 (Rev.a) Site Inspection and Test Plan For Electrical and I&C WorkAbdul Mohid SheikhNo ratings yet
- Inspection and Test Plan: Tile WorksDocument2 pagesInspection and Test Plan: Tile WorksAlvene Tagoc100% (2)
- L.V Power Cable Installation 01.09.2020Document7 pagesL.V Power Cable Installation 01.09.2020Ahmad DagamsehNo ratings yet
- 1 - Piping CBT API 571 AnsDocument5 pages1 - Piping CBT API 571 AnsAMALENDU PAULNo ratings yet
- CBT Piping QuestionsDocument3 pagesCBT Piping QuestionsAMALENDU PAULNo ratings yet
- BGAS Study Material Gist2Document4 pagesBGAS Study Material Gist2AMALENDU PAULNo ratings yet
- BSIBV-ITP-09-1 For Liquid Epoxy Coating On Fittings Rev. 0Document5 pagesBSIBV-ITP-09-1 For Liquid Epoxy Coating On Fittings Rev. 0AMALENDU PAULNo ratings yet
- Bsibv Itp 08-2 Itp For CWC Dpe Rev. 0Document9 pagesBsibv Itp 08-2 Itp For CWC Dpe Rev. 0AMALENDU PAULNo ratings yet
- Formula For Tecnical - 12 Mar 2019Document80 pagesFormula For Tecnical - 12 Mar 2019AMALENDU PAULNo ratings yet
- PAINTDocument10 pagesPAINTAMALENDU PAULNo ratings yet
- Report of Storage TankDocument44 pagesReport of Storage TankAMALENDU PAUL100% (1)
- Engineer Guide Summary DEC 2020Document25 pagesEngineer Guide Summary DEC 2020AMALENDU PAULNo ratings yet
- Edr 01 Dec 2018Document21 pagesEdr 01 Dec 2018AMALENDU PAULNo ratings yet
- Telltale HoleDocument3 pagesTelltale HoleAMALENDU PAULNo ratings yet
- Painting Course Important Topic: DFT WFT X 100Document6 pagesPainting Course Important Topic: DFT WFT X 100AMALENDU PAUL100% (1)
- ASME Material List in ExcelDocument69 pagesASME Material List in ExcelAMALENDU PAULNo ratings yet
- Power and Energy Meters: Model No. Remarks Sl. WH WH W Va Var 1. ET3021 ET4021Document1 pagePower and Energy Meters: Model No. Remarks Sl. WH WH W Va Var 1. ET3021 ET4021Ram KumarNo ratings yet
- All Customer Delivery 2022Document394 pagesAll Customer Delivery 2022Ayu WulandaryNo ratings yet
- Pes University: 6 Semester Project Report OnDocument70 pagesPes University: 6 Semester Project Report OnOmkar SangoteNo ratings yet
- SPTVE CSS 10 Quarter 4 Week 1 2Document10 pagesSPTVE CSS 10 Quarter 4 Week 1 2Sophia Colleen Lapu-osNo ratings yet
- Maths 78855Document11 pagesMaths 78855fake emailNo ratings yet
- Learning Log: Ask SMART Questions About Real Life Data SourcesDocument2 pagesLearning Log: Ask SMART Questions About Real Life Data SourcesDamilola Babalola0% (1)
- 1i308a 1i308b 1i308v 1i308g 1i308d 1i308e 1i308zh 1i308i 1i308kDocument1 page1i308a 1i308b 1i308v 1i308g 1i308d 1i308e 1i308zh 1i308i 1i308kThanhha NguyenNo ratings yet
- Sieve Analysis For 12.5 MMDocument4 pagesSieve Analysis For 12.5 MMShesha ShayanNo ratings yet
- RM AssignmentDocument15 pagesRM AssignmentAhmed HassanNo ratings yet
- MODULE 4&5 SyllabusDocument4 pagesMODULE 4&5 SyllabusSri Bhushan Prabhakar PatilNo ratings yet
- National Institute of Technology Hamirpur (HP) - 177003: Date Sheet (4, 6 & 8 Semester)Document11 pagesNational Institute of Technology Hamirpur (HP) - 177003: Date Sheet (4, 6 & 8 Semester)sahil thakurNo ratings yet
- Introduction To Oracle SQLDocument1 pageIntroduction To Oracle SQLnandakarsanNo ratings yet
- Millercondor g40 g75 Maintenance Repair Manual 44 22547Document22 pagesMillercondor g40 g75 Maintenance Repair Manual 44 22547michaelhaynes080283fbz100% (138)
- XT130C - XT131C - XT130D - XT131D:, Qvwdoolqj DQG 2shudwlqj, QvwuxfwlrqvDocument4 pagesXT130C - XT131C - XT130D - XT131D:, Qvwdoolqj DQG 2shudwlqj, QvwuxfwlrqvJennifer Eszter SárközyNo ratings yet
- WriteLikeAnArchitect Templates 201909A4Document6 pagesWriteLikeAnArchitect Templates 201909A4Nor Eddine BahhaNo ratings yet
- Block Working Manual: Eastern RailwayDocument200 pagesBlock Working Manual: Eastern RailwayMONI KUMARNo ratings yet
- Honeywell Pressuretrol Switch L404F 2004Document8 pagesHoneywell Pressuretrol Switch L404F 2004PlinioPadillaNo ratings yet
- Computer Fundamentals Lab FileDocument27 pagesComputer Fundamentals Lab FileNischay DhimanNo ratings yet
- Model Paralel ProsesorDocument12 pagesModel Paralel ProsesorKompetisi UI UXNo ratings yet
- LM555 PDFDocument12 pagesLM555 PDFKamila KNo ratings yet
- Class Test II 2008-2009Document1 pageClass Test II 2008-2009api-3728136No ratings yet
- Parker Pneumatic 06F, 07F General Industrial Particulate FiltersDocument2 pagesParker Pneumatic 06F, 07F General Industrial Particulate Filtersroberto carlos ortizNo ratings yet
- PhysioEx Exercise 5 Activity 3Document3 pagesPhysioEx Exercise 5 Activity 3Claudia becerraNo ratings yet
- Service Manual: DJ-596T / DJ-596EDocument37 pagesService Manual: DJ-596T / DJ-596ERidwan SsrNo ratings yet
- Maths Question Paper - QuestionDocument12 pagesMaths Question Paper - QuestionAjeet KumarNo ratings yet
- SIA102 Lab BlueseerDocument3 pagesSIA102 Lab Blueseerbondocken23No ratings yet
- Introduction To Networking: Lecture 5 - Addressing in NetworkingDocument23 pagesIntroduction To Networking: Lecture 5 - Addressing in NetworkingSamuel SilasNo ratings yet
- CS205 Sample PaperDocument10 pagesCS205 Sample PaperSaleha ImranNo ratings yet
- User Manual Bisonte Tamping RammerDocument24 pagesUser Manual Bisonte Tamping RammerDaniel PimsaNo ratings yet
- 9 Bus System CDFDocument1 page9 Bus System CDFkuchowNo ratings yet