Download as pdf or txt
You might also like
- Fall 2019 Che 461 Process Dynamics and Control Computer Modeling Assignment No. 2: Diabatic Continuous Stirred Tank Reactor SimulationDocument5 pagesFall 2019 Che 461 Process Dynamics and Control Computer Modeling Assignment No. 2: Diabatic Continuous Stirred Tank Reactor SimulationRenzo Jose Canro CalderonNo ratings yet
- Experiment 2 Single Stage CompressorDocument16 pagesExperiment 2 Single Stage CompressorTshepo Moloto100% (1)
- Ejercicio 2.3Document4 pagesEjercicio 2.3Duvan BayonaNo ratings yet
- Thermodynamics Sample ProblemsDocument42 pagesThermodynamics Sample ProblemsCarlo Quinsayas SablanNo ratings yet
- Process Modelling, Simulation and Control For Chemical Engineering. Worked Problems. Chapter 2: FundamentalsDocument7 pagesProcess Modelling, Simulation and Control For Chemical Engineering. Worked Problems. Chapter 2: FundamentalsItzela VazquezNo ratings yet
- Heat-Exchanger: 1.2.1 Input For A Design CalculationDocument8 pagesHeat-Exchanger: 1.2.1 Input For A Design CalculationMirza MesanovicNo ratings yet
- Modeling and Simulation of CSTRDocument27 pagesModeling and Simulation of CSTRSunil Pillai0% (1)
- CSTR Unit Ops LabDocument7 pagesCSTR Unit Ops LabKelly Sheine SisonNo ratings yet
- sm1 061Document3 pagessm1 061Paulo Henrique D. FavarettoNo ratings yet
- ODE Solver Matlab Praktikum MatrekDocument19 pagesODE Solver Matlab Praktikum MatrekAfiya Nadhifah SyarifNo ratings yet
- Specification SheetDocument7 pagesSpecification Sheetroaanaseem267No ratings yet
- 4 SolutionsDocument6 pages4 SolutionsKathleen HalwachsNo ratings yet
- Process Modelling, Simulation and Control For Chemical Engineering. Solved Problems. Chapter 5: Simulation Ex-AmplesDocument12 pagesProcess Modelling, Simulation and Control For Chemical Engineering. Solved Problems. Chapter 5: Simulation Ex-AmplesJohn100% (2)
- Hydrate Formation in Natural Gas PipelinesDocument3 pagesHydrate Formation in Natural Gas PipelinesTheophile MegueptchieNo ratings yet
- Deney 6Document6 pagesDeney 6cemhanerilmezNo ratings yet
- Homework #10Document10 pagesHomework #10Daniel Andres Canro CalderónNo ratings yet
- Units of Temperature: TJ"C T/K - 273,15Document21 pagesUnits of Temperature: TJ"C T/K - 273,15RudolfNo ratings yet
- Actividad1 - Deber-Laboratorio de Transferencia de CalorDocument7 pagesActividad1 - Deber-Laboratorio de Transferencia de CalorAnthonyOrtizRobayoNo ratings yet
- Answer Tutorial 8Document4 pagesAnswer Tutorial 8Nurul NajwaNo ratings yet
- Biyo Data-AnalysisDocument4 pagesBiyo Data-AnalysisMyra Jane CaboNo ratings yet
- PFinal IME 8310-2020-30 - RemoteDocument6 pagesPFinal IME 8310-2020-30 - RemoteWilliam Alejandro Contreras MaestreNo ratings yet
- (Download PDF) Process Systems Analysis and Control 3rd Edition Coughanowr Solutions Manual Full ChapterDocument39 pages(Download PDF) Process Systems Analysis and Control 3rd Edition Coughanowr Solutions Manual Full Chapterroychepachii100% (6)
- Project Huyndai TucsonDocument35 pagesProject Huyndai TucsonDuy Phong PhanNo ratings yet
- Chemical Exergy CalculationDocument7 pagesChemical Exergy CalculationmaheshNo ratings yet
- Pinch + LP Transshipment: Timo LaukkanenDocument28 pagesPinch + LP Transshipment: Timo LaukkanenAbhishek DahiyaNo ratings yet
- Heat Exchanger CalculationDocument7 pagesHeat Exchanger CalculationRsd HeRnNo ratings yet
- Determination of Principal Plant Component EfficienciesDocument9 pagesDetermination of Principal Plant Component EfficienciesThabo MosweuNo ratings yet
- Mathcad - Prob - 09 - 02Document3 pagesMathcad - Prob - 09 - 02luluNo ratings yet
- Midterm Questions SL 123Document5 pagesMidterm Questions SL 123tumblrtia101No ratings yet
- A. Air Handling Unit (AHU) : Maximum NTU 3 TDocument5 pagesA. Air Handling Unit (AHU) : Maximum NTU 3 TMuhamad ArifNo ratings yet
- CMET401 Heat Integration IIIDocument20 pagesCMET401 Heat Integration IIIAHMED ALI S ALAHMADINo ratings yet
- Case Study: CSTR StabilizationDocument8 pagesCase Study: CSTR StabilizationΜιχάλης ΝικολάουNo ratings yet
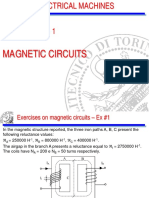
- Exercises On ELECTRICAL MACHINESDocument29 pagesExercises On ELECTRICAL MACHINESDavide100% (1)
- Radial ConductionDocument11 pagesRadial Conductionnajmadeen1No ratings yet
- CHAP10Document2 pagesCHAP10Sacil SadutNo ratings yet
- Try MeDocument9 pagesTry MeKrizzete HernandezNo ratings yet
- Exp.3.Heat ExchangerDocument10 pagesExp.3.Heat Exchangermohmmad othmanNo ratings yet
- Pdfbox 37 0Document9 pagesPdfbox 37 0Ionela CiudinNo ratings yet
- Influence of Mechanical Properties of Temperature On FatigueDocument3 pagesInfluence of Mechanical Properties of Temperature On FatigueLeo Zuni CcamaNo ratings yet
- AnggitWijaya 5213420048 QUIZ1Document6 pagesAnggitWijaya 5213420048 QUIZ1Anggit WijayaNo ratings yet
- Non-Ideal Reactors: Residence Time Distribution (RTD)Document10 pagesNon-Ideal Reactors: Residence Time Distribution (RTD)BigNo ratings yet
- Relay PID Auto TuningDocument8 pagesRelay PID Auto TuningKamran KhanNo ratings yet
- Pressure Drop Calculation For EvaporatorDocument5 pagesPressure Drop Calculation For EvaporatorCaleb FalcoteloNo ratings yet
- Lemper P1Document6 pagesLemper P1shulhaNo ratings yet
- Experiment 2 - Single Stage CompressorDocument16 pagesExperiment 2 - Single Stage CompressorWee Chuan YeanNo ratings yet
- Radial ConductionDocument5 pagesRadial ConductionJack Andreas100% (1)
- Osbone Reynolds 15Document28 pagesOsbone Reynolds 15hidayatNo ratings yet
- CL351: Chemical Engineering Lab-II Semester 1, 2014-2015 IIT GandhinagarDocument6 pagesCL351: Chemical Engineering Lab-II Semester 1, 2014-2015 IIT GandhinagarPradeep DiwakarNo ratings yet
- Ethane Specific Volume Using Law of Corresponding StatesDocument2 pagesEthane Specific Volume Using Law of Corresponding StatesImi_dash9No ratings yet
- Shell Long Residu: Lampiran A PerhitunganDocument12 pagesShell Long Residu: Lampiran A PerhitunganJulia Dwi LestariNo ratings yet
- DT C N Q: FormulaeDocument5 pagesDT C N Q: FormulaeVignesh KNo ratings yet
- $unitsystem Si K Pa J Mass Radian: (Liter)Document3 pages$unitsystem Si K Pa J Mass Radian: (Liter)Lord TominhoNo ratings yet
- Assignment Typing (Recovered)Document11 pagesAssignment Typing (Recovered)Ibrahim ElgarhiNo ratings yet
- Me315 E1 Fa2016 SolDocument8 pagesMe315 E1 Fa2016 SolMãnęl GüzęllikNo ratings yet
- Exp 3 and Data ShammaDocument4 pagesExp 3 and Data ShammaAhmed ShammaNo ratings yet
- Faculty of Electrical and Electronic Engineering 2020 - 2021Document9 pagesFaculty of Electrical and Electronic Engineering 2020 - 2021Thinh LêNo ratings yet
- Matlab Simulink TutorialDocument12 pagesMatlab Simulink TutorialrichardNo ratings yet
- Fall '22 Set 1Document3 pagesFall '22 Set 1ifte kharulNo ratings yet
- Heat Transfer Lab Lab Report Experiment # 01: Study of Heat Conduction Through Copper BarDocument5 pagesHeat Transfer Lab Lab Report Experiment # 01: Study of Heat Conduction Through Copper BaryushiNo ratings yet
- Predict Friction Lossin Slurry Pipes Darbyetal 1992Document5 pagesPredict Friction Lossin Slurry Pipes Darbyetal 1992Viajante_santosNo ratings yet
- Coek - Info - Pollution Control in Fertilizer ProductionDocument2 pagesCoek - Info - Pollution Control in Fertilizer ProductionViajante_santosNo ratings yet
- Investigation of Scale Formation in Heat Exchangers of Phosphoric Acid Evaporator PlantsDocument9 pagesInvestigation of Scale Formation in Heat Exchangers of Phosphoric Acid Evaporator PlantsViajante_santosNo ratings yet
- Thermodynamic Properties of Water Tabulation From The lAPWS Formulation 1 995 - NistirDocument102 pagesThermodynamic Properties of Water Tabulation From The lAPWS Formulation 1 995 - NistirViajante_santosNo ratings yet
- PISE1-En-US SiC Block Heat Exchanger - SE SeriesDocument2 pagesPISE1-En-US SiC Block Heat Exchanger - SE SeriesViajante_santosNo ratings yet
- WS4530-En Risk Analysis For CORRESIC SE Type Heat Exchanger According To PED 2014-68-EUDocument2 pagesWS4530-En Risk Analysis For CORRESIC SE Type Heat Exchanger According To PED 2014-68-EUViajante_santosNo ratings yet
- An Engineers Guide To Spray TechnologyDocument16 pagesAn Engineers Guide To Spray TechnologyViajante_santosNo ratings yet
- Black & Volatile Oil Compositional DifferenceDocument4 pagesBlack & Volatile Oil Compositional DifferenceMaisam AbbasNo ratings yet
- Computational Modeling of Microstructure Evolution in Solidification of Aluminum AlloysDocument8 pagesComputational Modeling of Microstructure Evolution in Solidification of Aluminum AlloysHarris DanielNo ratings yet
- Goddard III Wa 1986Document300 pagesGoddard III Wa 1986An TruongNo ratings yet
- PracticalsDocument158 pagesPracticalsBirajuNo ratings yet
- Laboratory Activity 1Document3 pagesLaboratory Activity 1malakas akoNo ratings yet
- AkfixDocument110 pagesAkfixWempy WiryaatmajaNo ratings yet
- Abe 106 - 04Document42 pagesAbe 106 - 04emmanuelNo ratings yet
- AP Thermo PractestDocument2 pagesAP Thermo PractestKummu SiriNo ratings yet
- The Rock CycleDocument31 pagesThe Rock CycleRoan Eam TanNo ratings yet
- Activity Chocolate Mantle Convection - EstrellaDocument2 pagesActivity Chocolate Mantle Convection - EstrellaClark Hailie Wayne Estrella100% (2)
- Conceptual Design I Project I: Prepared byDocument27 pagesConceptual Design I Project I: Prepared byAinulDiliansyah100% (2)
- Spesifikasi Alat Hitachi UH5300Document2 pagesSpesifikasi Alat Hitachi UH5300PriasalesNo ratings yet
- A EpoKwick-FC-Resin enDocument10 pagesA EpoKwick-FC-Resin enKaniaNo ratings yet
- Journal of Loss Prevention in The Process Industries: Anna Qiao, Steven ZhangDocument6 pagesJournal of Loss Prevention in The Process Industries: Anna Qiao, Steven ZhangPaulina MorenoNo ratings yet
- Shahjalal University of Science and Technology, SylhetDocument3 pagesShahjalal University of Science and Technology, SylhetSourav SutradharNo ratings yet
- 1967 - EQUILIBRIA BETWEEN BORATE and Poliol PDFDocument9 pages1967 - EQUILIBRIA BETWEEN BORATE and Poliol PDFLaura PerdomoNo ratings yet
- Catalyst For Automobile Emission ControlDocument23 pagesCatalyst For Automobile Emission ControlHerawan AdifNo ratings yet
- Condition Monitoring in Mechanical DomainDocument7 pagesCondition Monitoring in Mechanical DomainBhushan Shankar KambleNo ratings yet
- Microfluidic Chips For Cell SortingDocument20 pagesMicrofluidic Chips For Cell SortingAlfred chenNo ratings yet
- Patent Sodium Brommate Trong Straight 2Document8 pagesPatent Sodium Brommate Trong Straight 2Truong Thi Thuy TrangNo ratings yet
- What Is CatalysisDocument11 pagesWhat Is CatalysisAsim AliNo ratings yet
- 2 Levels of Structural OrganizationDocument2 pages2 Levels of Structural OrganizationLance StrikerNo ratings yet
- Inertia ForcesDocument6 pagesInertia ForcesFahadmeyoNo ratings yet
- D6839 16 PDFDocument13 pagesD6839 16 PDFadali0% (1)
- NEW Electroweld Pricelist - APR 25 2022Document7 pagesNEW Electroweld Pricelist - APR 25 2022ernst gencayaNo ratings yet
- Final Thesis Report 003Document55 pagesFinal Thesis Report 003manaqib ahmadNo ratings yet
- Estimation of Cu & ZNDocument7 pagesEstimation of Cu & ZNjhfgh67% (3)
- Storage and Display of Swimming Pool Chemicals: PermitsDocument3 pagesStorage and Display of Swimming Pool Chemicals: PermitsMina MagdyNo ratings yet
- Gem Webinar - 4Document36 pagesGem Webinar - 4venu r sNo ratings yet