Download as pdf or txt
You might also like
- Estimate Guide-Dry WallsDocument1 pageEstimate Guide-Dry WallsVholts Villa Vitug100% (5)
- Vol CG017 Cable GlandsDocument12 pagesVol CG017 Cable Glandsjehad azoozNo ratings yet
- Epiroc Drill StringDocument4 pagesEpiroc Drill StringEDI HARTANTO100% (1)
- Tornillo 3.4 X 4Document1 pageTornillo 3.4 X 4Laura CondizaNo ratings yet
- Fenner Grid Coupling T10Document3 pagesFenner Grid Coupling T10Andy Wijaya HadrunNo ratings yet
- Clamp Brochure 2016.07.25 PDFDocument10 pagesClamp Brochure 2016.07.25 PDFKRUNAL SHAHNo ratings yet
- LILA SEOUL-Ship Particulars (110218)Document1 pageLILA SEOUL-Ship Particulars (110218)yudaelborneo100% (1)
- Cylinder Name Lift Cylinder Bucket Cylinder: Tube FosDocument11 pagesCylinder Name Lift Cylinder Bucket Cylinder: Tube FosSandipTakalikarNo ratings yet
- BYC DE - 30 50 175 120 170 SpecificationsDocument4 pagesBYC DE - 30 50 175 120 170 Specificationsmairimsp2003No ratings yet
- Free Flow Cum Pressure Drop Calculations For Filter & StrainerDocument18 pagesFree Flow Cum Pressure Drop Calculations For Filter & StrainergauravNo ratings yet
- Caterpillar C10 02 19 20221388Document15 pagesCaterpillar C10 02 19 20221388CARLOSNo ratings yet
- Purlin DesignDocument6 pagesPurlin DesignAnonymous mcHqIfbnV1No ratings yet
- Style Cl2: Wider Range .80" W/ Removable LugsDocument1 pageStyle Cl2: Wider Range .80" W/ Removable LugsAl JameelNo ratings yet
- Cylinder Name Lift Cylinder Bucket Cylinder: Tube FosDocument6 pagesCylinder Name Lift Cylinder Bucket Cylinder: Tube FosSandipTakalikarNo ratings yet
- Hyundai-Catalog Rocktool EnglishDocument34 pagesHyundai-Catalog Rocktool EnglishQicao 張ZangNo ratings yet
- VR-32 54.02 22.10.08 EncoderDocument61 pagesVR-32 54.02 22.10.08 EncoderRadoslav GalicNo ratings yet
- Pedoman Kerja Proses Produksi Kayu Lapis BagusDocument25 pagesPedoman Kerja Proses Produksi Kayu Lapis BagusliaNo ratings yet
- Company OIL Saudi Arabian: MNL JUL 86Document1 pageCompany OIL Saudi Arabian: MNL JUL 86narutothunderjet216No ratings yet
- PickAndPlace - PCB - PCB - 32U4 SMART - 2023-01-12 - 2023-01-12Document8 pagesPickAndPlace - PCB - PCB - 32U4 SMART - 2023-01-12 - 2023-01-12Hans DosalNo ratings yet
- Transmission BeltsDocument28 pagesTransmission BeltsAurobinda MaharanaNo ratings yet
- Industrial Silos: Technical SheetDocument31 pagesIndustrial Silos: Technical Sheetred patriotNo ratings yet
- Brick Ring Calculator Link 1Document5 pagesBrick Ring Calculator Link 1Thaigroup CementNo ratings yet
- Well DataDocument5 pagesWell Datamohamed elshemyNo ratings yet
- Catalog Profile Cu Pereti SubtiriDocument52 pagesCatalog Profile Cu Pereti Subtirinelutu12345100% (1)
- AUSREO Product Catalogue May2020 Final WebDocument36 pagesAUSREO Product Catalogue May2020 Final WebTemp UseNo ratings yet
- Wallthickness HRSG # 02Document13 pagesWallthickness HRSG # 02Muhammad RezaNo ratings yet
- 100 Ton JPBR - 1030 ManualDocument19 pages100 Ton JPBR - 1030 ManualKanul RiyazNo ratings yet
- JM Eagle Blue Brute C900 Onesheet Rev21Document2 pagesJM Eagle Blue Brute C900 Onesheet Rev21james.sakaiNo ratings yet
- Pipe TableDocument25 pagesPipe TableMarde Vinson OpamenNo ratings yet
- Precision Plumbing Price List 12.01.2024Document36 pagesPrecision Plumbing Price List 12.01.2024Anilkumar KolpuruNo ratings yet
- Standard Hook Details: in Accordance With ACI 318M Building CodeDocument2 pagesStandard Hook Details: in Accordance With ACI 318M Building CodeJUAN MNo ratings yet
- Tubing: Resists Weather and Ozone Get Superior Abrasion ResistanceDocument4 pagesTubing: Resists Weather and Ozone Get Superior Abrasion ResistanceHoracio Gonzalez NavarreteNo ratings yet
- Static Pressure CalculationDocument1 pageStatic Pressure CalculationMohsin ShaikhNo ratings yet
- BOLT StanderdDocument3 pagesBOLT Standerdmohasinattar17No ratings yet
- Circular Diffuser CatalogueDocument6 pagesCircular Diffuser CatalogueNayif MuhammedNo ratings yet
- DURAGRID Phenolic Grating I 5500 38x19mm 2010Document1 pageDURAGRID Phenolic Grating I 5500 38x19mm 2010Shailesh BhongadeNo ratings yet
- Input Parameter Valve and Flange: Fluid Density (KG/M) Insulation Density (KG/M)Document8 pagesInput Parameter Valve and Flange: Fluid Density (KG/M) Insulation Density (KG/M)ranjitkumar1977No ratings yet
- Advanced Demolition EquipmentDocument4 pagesAdvanced Demolition EquipmentJose Andres Pari VilcaNo ratings yet
- Product List Under SWR Fittings Standard IS 14735: 1999: MinimumDocument2 pagesProduct List Under SWR Fittings Standard IS 14735: 1999: MinimumPrakash KumarNo ratings yet
- Design of Flanges Tongue Groove TypeDocument19 pagesDesign of Flanges Tongue Groove TypeJunaid MateenNo ratings yet
- Handle (Fir)Document32 pagesHandle (Fir)newtech industriesNo ratings yet
- Simba S7DDocument88 pagesSimba S7DRicardo Ramirez100% (1)
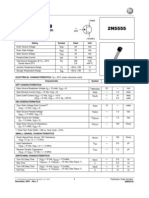
- 2n5555 JfetDocument9 pages2n5555 JfetRamon CubillaNo ratings yet
- Landing 16.07.22 July WBDocument5 pagesLanding 16.07.22 July WBduttarepairsNo ratings yet
- Avlock Lockbolt Data Sheet 2020Document2 pagesAvlock Lockbolt Data Sheet 2020Avlock IndiaNo ratings yet
- A2 MetricDocument1 pageA2 MetricGilang HendraNo ratings yet
- Avlock Lockbolt Data SheetDocument2 pagesAvlock Lockbolt Data SheetAvlock IndiaNo ratings yet
- Pipe System Friction Loss CalculationDocument4 pagesPipe System Friction Loss Calculationtorbenchr100% (1)
- Tipo de LHD Largo Ancho Radio Giro Capacidad Carga MM MM MM KG TamrockDocument8 pagesTipo de LHD Largo Ancho Radio Giro Capacidad Carga MM MM MM KG TamrockŽarko RadenkovićNo ratings yet
- Ficha General - Serie SL25033Document2 pagesFicha General - Serie SL25033st.hpexNo ratings yet
- Serie n24 E 1Document1 pageSerie n24 E 1Zlatko Mrki HrncicNo ratings yet
- Type Close Coupled/Dimensions - MillimetersDocument1 pageType Close Coupled/Dimensions - Millimeterssodiumion88No ratings yet
- (D04077400G 00) 3Document14 pages(D04077400G 00) 3Sajid AliNo ratings yet
- Tube Turns Division Tool-Less ClosureDocument4 pagesTube Turns Division Tool-Less Closureandreshuertascalderon02No ratings yet
- Fiori Fa 30Document1 pageFiori Fa 30Francisco BarrosNo ratings yet
- AL-905-R-11207 Spec AC04 Rev T02Document3 pagesAL-905-R-11207 Spec AC04 Rev T02altipatlarNo ratings yet
- Bbs of All StructureDocument420 pagesBbs of All StructureRitesh kumarNo ratings yet
- Group 2 SpecificationsDocument8 pagesGroup 2 SpecificationsJONHHY NGUYEN DANGNo ratings yet
- CCG GlandsDocument1 pageCCG Glandsjimnilsen100% (1)
- WPS Format For ASME IX - WQTDocument1 pageWPS Format For ASME IX - WQTThe Welding Inspections CommunityNo ratings yet
- PDF British Standards DLDocument6 pagesPDF British Standards DLአንዋርጀማልNo ratings yet
- CE 318 Structure Analysis and Design Ii Lab: Building PlanDocument13 pagesCE 318 Structure Analysis and Design Ii Lab: Building PlanMd. Murshedul Islam 173-47-091No ratings yet
- Mergermarket Deals Export 20230403 Ca931cadDocument57 pagesMergermarket Deals Export 20230403 Ca931cadEmanuele TattaNo ratings yet
- Glass MaterialsDocument9 pagesGlass MaterialsFrenz ValdezNo ratings yet
- TB #45 ASTM C920 Standard Specification For Elastomeric Joint Sealants SummaryDocument1 pageTB #45 ASTM C920 Standard Specification For Elastomeric Joint Sealants SummaryibrahimNo ratings yet
- Type 437Document22 pagesType 437Bouzaida MaherNo ratings yet
- Expansion Joints For HRSG BoilersDocument12 pagesExpansion Joints For HRSG BoilersBruhaspathy KatikaneniNo ratings yet
- Equal Angle Bar, Equal Angle SteelDocument2 pagesEqual Angle Bar, Equal Angle Steel20-08702No ratings yet
- Analysis and Design of Rigid Pavement: A Review: Ravpreet Singh Ahsan RabbaniDocument5 pagesAnalysis and Design of Rigid Pavement: A Review: Ravpreet Singh Ahsan RabbaniveereshNo ratings yet
- Unit 1 Background To RC Design - Lecture SlidesDocument108 pagesUnit 1 Background To RC Design - Lecture SlidesAristotle SironNo ratings yet
- Do You Supply Similar Materials?: SAE J1392 Grade 070ZL Hot-RolledDocument4 pagesDo You Supply Similar Materials?: SAE J1392 Grade 070ZL Hot-RolledALEX MURPHYNo ratings yet
- MFE-770 Novolac Vinyl Ester Resin: Technical Data SheetDocument2 pagesMFE-770 Novolac Vinyl Ester Resin: Technical Data SheetGanesh BodakheNo ratings yet
- Controlled Low Strength MaterialDocument4 pagesControlled Low Strength MaterialDevrim GürselNo ratings yet
- (Prestressed Concrete) Lecture 01 Dr. ZubairDocument38 pages(Prestressed Concrete) Lecture 01 Dr. ZubairAhmed RiadNo ratings yet
- Mats 8910Document12 pagesMats 8910Bill GetsNo ratings yet
- BOLTS (New Section) 972Document6 pagesBOLTS (New Section) 972Nisa_nisheNo ratings yet
- M6-M20 Bolt and Nut Making Machine - HuaruiDocument25 pagesM6-M20 Bolt and Nut Making Machine - HuaruiparhamadkNo ratings yet
- SABIC®-PP QR6731K Global Technical Data SheetDocument2 pagesSABIC®-PP QR6731K Global Technical Data SheetPhahad HasimNo ratings yet
- KB Rebar BrochureDocument4 pagesKB Rebar BrochureJun Xian Wai100% (1)
- Conduit Hubs - Malleable Iron Applications:: Suffix DescriptionDocument3 pagesConduit Hubs - Malleable Iron Applications:: Suffix DescriptionVictor David Vargas RamosNo ratings yet
- Mod 1-2Document4 pagesMod 1-2Gopal UttupurathNo ratings yet
- Lecture 7 - Flexible PavementDocument12 pagesLecture 7 - Flexible PavementAtina Tungga DewiNo ratings yet
- MATERIALS ENGINEER REVIEWER - II (Concrete & Concrete Products)Document25 pagesMATERIALS ENGINEER REVIEWER - II (Concrete & Concrete Products)pablojabNo ratings yet
- Duracarb Catalogue 2019Document116 pagesDuracarb Catalogue 2019PRO TECHNo ratings yet
- Is 10117 PDFDocument10 pagesIs 10117 PDFthani0% (1)
- MTO #6 Fase VII, Accesorios de Instrumentacion PDFDocument3 pagesMTO #6 Fase VII, Accesorios de Instrumentacion PDFdavidseins2009No ratings yet
- Grinding Machine Series 90Document7 pagesGrinding Machine Series 90AshrafNo ratings yet
- Welding Data Sheet 2 BDocument3 pagesWelding Data Sheet 2 BVishnuGKNo ratings yet