Download as pdf or txt
You might also like
- NFT 58-000Document10 pagesNFT 58-000arun123123100% (3)
- All About MasterbatchDocument22 pagesAll About Masterbatchkafiislam100% (1)
- Flexo and Gravure Inks FormulationDocument14 pagesFlexo and Gravure Inks FormulationMd Ali RazuNo ratings yet
- Acrylic Resins ElementisDocument53 pagesAcrylic Resins ElementisEmilio Hipola100% (2)
- PU Recoatable FinishDocument4 pagesPU Recoatable FinishthowchinNo ratings yet
- Präsentation Railprotector 2022 v3Document32 pagesPräsentation Railprotector 2022 v3Martin SchwarzNo ratings yet
- Control of The Mat Gloss BalanceDocument3 pagesControl of The Mat Gloss Balancejulio100% (1)
- Pigment Printing of TextilesDocument45 pagesPigment Printing of Textilesyadi haryadiNo ratings yet
- TDS Wet On Wet Primer - GBDocument3 pagesTDS Wet On Wet Primer - GBชัชชัย พรายมีNo ratings yet
- NP ArocoatDocument4 pagesNP ArocoatJohn HaNo ratings yet
- Hydro FinishDocument2 pagesHydro FinishphilipNo ratings yet
- 56 - Basics of Paint Technology PDFDocument16 pages56 - Basics of Paint Technology PDFmurali manogarNo ratings yet
- Nippon EA9 Finish HBDocument3 pagesNippon EA9 Finish HBHamza GhaniNo ratings yet
- Lecture 9 & 10 - Cements (Slides)Document52 pagesLecture 9 & 10 - Cements (Slides)JustDen09No ratings yet
- EA9 Red Oxide PrimerDocument3 pagesEA9 Red Oxide PrimerTamizh ManiamNo ratings yet
- Mplast NB-4 Tech enDocument1 pageMplast NB-4 Tech enSıdıka Sertkol KavuşNo ratings yet
- Nippon 8048Document3 pagesNippon 8048Armanda SiryogiawanNo ratings yet
- Nippon Paint Ea9 Finish HB: Technical Data SheetDocument4 pagesNippon Paint Ea9 Finish HB: Technical Data SheetTony JamesNo ratings yet
- Powder Coating Is A Type of Coating That Is Applied As A Free-Flowing, Dry Powder. The Main DifferenceDocument2 pagesPowder Coating Is A Type of Coating That Is Applied As A Free-Flowing, Dry Powder. The Main Differenceashar077No ratings yet
- Abs An Engineering PlasticDocument69 pagesAbs An Engineering PlasticPritha DasNo ratings yet
- Nippon Arocoat: Product DescriptionDocument3 pagesNippon Arocoat: Product DescriptionHamza GhaniNo ratings yet
- Guene 1 PDFDocument66 pagesGuene 1 PDFbehzadNo ratings yet
- Product Summary Catalogue: Creating Solutions For ConstructionDocument46 pagesProduct Summary Catalogue: Creating Solutions For Constructionpiyu114No ratings yet
- Chemflake SpecialDocument5 pagesChemflake SpecialBiju_PottayilNo ratings yet
- Jotun Muki EPS PDS Promain 09 09 2022Document5 pagesJotun Muki EPS PDS Promain 09 09 2022이선엽No ratings yet
- Class III Composite RestffDocument49 pagesClass III Composite Restff66wg28rzpqNo ratings yet
- Module TCN1422 Term ReportDocument13 pagesModule TCN1422 Term ReporterickhadinataNo ratings yet
- Chemflake Special: Technical Data SheetDocument5 pagesChemflake Special: Technical Data SheetSalmanNo ratings yet
- UV Flexo Ink CompositionDocument9 pagesUV Flexo Ink CompositionMuhammad HalimNo ratings yet
- Nippon ArocoatDocument3 pagesNippon ArocoatHANIF IZANI ISHAKNo ratings yet
- ZA TDS Interpon D1025 GlossDocument2 pagesZA TDS Interpon D1025 Glossahmed hargaNo ratings yet
- Nippon Hydro-Finish 2022.04Document2 pagesNippon Hydro-Finish 2022.04Richard LeongNo ratings yet
- 1 Brushbond (M)Document3 pages1 Brushbond (M)marzuki0202No ratings yet
- 31 WMS For Galvanizing PaintDocument3 pages31 WMS For Galvanizing PaintHồng Trung DươngNo ratings yet
- NP PU Rec FinishDocument4 pagesNP PU Rec FinishChip ChopNo ratings yet
- KRL ProductsDocument3 pagesKRL ProductsLokesh KNo ratings yet
- Nippon Epoxy Sealcoat - MIO-1Document3 pagesNippon Epoxy Sealcoat - MIO-1JabranYounasNo ratings yet
- OA 9010 Road Marking Paint White Product Data: (Exterior/InteriorDocument1 pageOA 9010 Road Marking Paint White Product Data: (Exterior/Interior7981No ratings yet
- PDF 04 0 Extrusion Static Mixer Technical BulletinDocument12 pagesPDF 04 0 Extrusion Static Mixer Technical BulletinTadamine MakiNo ratings yet
- EpoPerm 333 Revision 2Document2 pagesEpoPerm 333 Revision 2Muhammad ZeeshanNo ratings yet
- Bentocryl 86Document1 pageBentocryl 86mevice63No ratings yet
- 12 - Epoxy Zinc Phosphate PrimerDocument3 pages12 - Epoxy Zinc Phosphate Primerhello geeNo ratings yet
- 2K Plastic Primer (Eng)Document4 pages2K Plastic Primer (Eng)tabitnabilNo ratings yet
- Hydro Gloss Solid WoodDocument2 pagesHydro Gloss Solid WoodphilipNo ratings yet
- Condur_EA1Document2 pagesCondur_EA1Shanaei MiskinNo ratings yet
- Gehotex w8 enDocument2 pagesGehotex w8 enVincent BachellerieNo ratings yet
- Manuale HRI Rondoni Ing v.2.2!11!2010 - MQDocument24 pagesManuale HRI Rondoni Ing v.2.2!11!2010 - MQDiego ArriagadaNo ratings yet
- (IS 101/1987, Part 1, Sec 6) : Exterior - Aesthetics Issued - 01 2017Document2 pages(IS 101/1987, Part 1, Sec 6) : Exterior - Aesthetics Issued - 01 2017Amit DhangarNo ratings yet
- RegrindDocument6 pagesRegrindAndré Akio TamashiroNo ratings yet
- Fosroc Renderoc HBS Mar 10Document4 pagesFosroc Renderoc HBS Mar 10Nikola ArsovskiNo ratings yet
- Asia Pacific Coatings Journal 1657985992Document3 pagesAsia Pacific Coatings Journal 1657985992Nguyen Ho Hoang HaiNo ratings yet
- Bondit Bond Repair: Description CharacteristicsDocument3 pagesBondit Bond Repair: Description CharacteristicsNaggi IññoçêntNo ratings yet
- Arocoat - Repair Paint Data SheetDocument3 pagesArocoat - Repair Paint Data SheetIsboNo ratings yet
- Bber Compounding LPE 4th Year 2022Document20 pagesBber Compounding LPE 4th Year 2022afia rahmanNo ratings yet
- Material Integral Tamara MORARIU enDocument15 pagesMaterial Integral Tamara MORARIU enConstantin DanNo ratings yet
- Nippon 8048 Data SheetDocument3 pagesNippon 8048 Data SheetJulian SihombingNo ratings yet
- Additive and Colour Preparations: For Extruded Polystyrene FoamsDocument22 pagesAdditive and Colour Preparations: For Extruded Polystyrene FoamsKarim HakimNo ratings yet
- Water-based Acrylic Dispersions: Applications in Architectural CoatingsFrom EverandWater-based Acrylic Dispersions: Applications in Architectural CoatingsNo ratings yet
- Submittals Underground PolyethyleneDocument17 pagesSubmittals Underground Polyethylene5ch275pk7hNo ratings yet
- Farming ProductsDocument10 pagesFarming Products5ch275pk7hNo ratings yet
- Pages From ALPHA TEKNIK Submittals Underground Polyethylene 111Document1 pagePages From ALPHA TEKNIK Submittals Underground Polyethylene 1115ch275pk7hNo ratings yet
- Ug InstallationDocument2 pagesUg Installation5ch275pk7hNo ratings yet
- Acerotomold Riser Act 16054Document1 pageAcerotomold Riser Act 160545ch275pk7hNo ratings yet
- Po 20140910Document30 pagesPo 20140910mcontrerjNo ratings yet
- CI2003Document10 pagesCI2003DamonNo ratings yet
- Maxillofacial Prosthesis MaterialsDocument23 pagesMaxillofacial Prosthesis MaterialsAbdinajiib MahamedNo ratings yet
- Synthetic PolymersDocument4 pagesSynthetic Polymersjossera50% (8)
- (첨부파일) 공부꺼리 > PhenoxyDocument2 pages(첨부파일) 공부꺼리 > Phenoxyapi-19988231No ratings yet
- Studi Pengaruh Jenis Kemasan Dan Ketebalan Plastik Terhadap KARAKTERISTIK MUTU REBUNG BAMBU TABAH (Gigantochloa Nigrociliata KURZ) KeringDocument10 pagesStudi Pengaruh Jenis Kemasan Dan Ketebalan Plastik Terhadap KARAKTERISTIK MUTU REBUNG BAMBU TABAH (Gigantochloa Nigrociliata KURZ) KeringlulalalaNo ratings yet
- Identify Different Types of Glass & UsesDocument3 pagesIdentify Different Types of Glass & UsesSubhajit DuttaNo ratings yet
- Lecture 4 Material ExtrusionDocument29 pagesLecture 4 Material Extrusionshanur begulajiNo ratings yet
- BakeliteDocument10 pagesBakelitesddsNo ratings yet
- Specification For Polyethylene Material For Moulding and ExtrusionDocument18 pagesSpecification For Polyethylene Material For Moulding and ExtrusionSAURAVENDRA TOMARNo ratings yet
- Villa MEP-BOQDocument3 pagesVilla MEP-BOQMohamedNo ratings yet
- Daftar Harga PT - Enseval Medika Prima 2003Document7 pagesDaftar Harga PT - Enseval Medika Prima 2003umarNo ratings yet
- Plastic Pipes Plastic Pipes For Piping Engineering IssuesDocument48 pagesPlastic Pipes Plastic Pipes For Piping Engineering IssuesMelvin MagbanuaNo ratings yet
- Rep Stock de ArticulosDocument12 pagesRep Stock de ArticulosFernando Jesus UribeNo ratings yet
- Raw Material CL Stock 31.12.2015Document36 pagesRaw Material CL Stock 31.12.2015anon_891611055No ratings yet
- CH 08Document62 pagesCH 08Engr Fazal AkbarNo ratings yet
- 7 520Document10 pages7 520МихаилЖелтышевNo ratings yet
- Metal To Plastic ChoiceDocument4 pagesMetal To Plastic ChoicealdozenNo ratings yet
- Aditivi Materiale PlasticeDocument4 pagesAditivi Materiale PlasticeLavinia CalinNo ratings yet
- Plastic PackagingDocument47 pagesPlastic PackagingRajaSekarsajja100% (1)
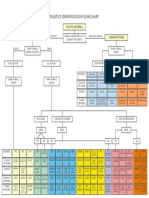
- Plastics Identification Flow ChartDocument1 pagePlastics Identification Flow ChartchiralicNo ratings yet
- CH419-Jan2021 L8Document3 pagesCH419-Jan2021 L8shubhamNo ratings yet
- CLEAR CAST 2012 Polytek CatalogDocument72 pagesCLEAR CAST 2012 Polytek CatalogMark MihalkoNo ratings yet
- O Rings 06-09-2020Document39 pagesO Rings 06-09-2020Offman Monagas chonaNo ratings yet
- 01.introduction To Plastic Materials, Properties and Applications PDFDocument112 pages01.introduction To Plastic Materials, Properties and Applications PDFAnand kumar100% (1)
- Plastic Mark SpecDocument16 pagesPlastic Mark SpecwvsonqNo ratings yet
- Polymers and CompositesDocument21 pagesPolymers and CompositesDorothy SaikiaNo ratings yet
- Mpact Plastic Wadeville Site Visit 08102013Document17 pagesMpact Plastic Wadeville Site Visit 08102013Ana Garrido QueirogaNo ratings yet
- Vessels MWG en 301019Document33 pagesVessels MWG en 301019Hamza ShahidNo ratings yet