Download as pdf or txt
You might also like
- Lecture 3 - Production ConceptsDocument16 pagesLecture 3 - Production ConceptsFatimaNo ratings yet
- Chapter 3 Work Flow and Batch Processing MNDocument87 pagesChapter 3 Work Flow and Batch Processing MNSaied Aly Salamah0% (1)
- Discussion 1Document19 pagesDiscussion 1Praveen P JoseNo ratings yet
- Manufacturing SystemDocument43 pagesManufacturing SystemateqahNo ratings yet
- 02 Introduction Factory Models With Solutions NEWDocument54 pages02 Introduction Factory Models With Solutions NEWbazil.abdullahahmedNo ratings yet
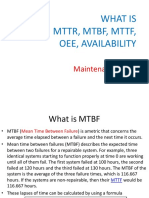
- MTTR, MTBF, MTTF, OeeDocument19 pagesMTTR, MTBF, MTTF, OeePurushhottam Parab100% (5)
- Chapter 4 Manual Assembly LinesDocument49 pagesChapter 4 Manual Assembly LinesRohit WadhwaniNo ratings yet
- Line Balancing: by Arun MishraDocument23 pagesLine Balancing: by Arun MishraArun MishraNo ratings yet
- 7th Sem Cim Module-III 3.2Document19 pages7th Sem Cim Module-III 3.2Abdul GaffarNo ratings yet
- GT Mod 2Document33 pagesGT Mod 2Sudheesh SNo ratings yet
- Stanley 2Document30 pagesStanley 2Deepak PathaniaNo ratings yet
- CAD CAM-18ME72 Module 1Document33 pagesCAD CAM-18ME72 Module 1Mohanakumara K CNo ratings yet
- Analysis of Transfer Lines: UNIT-3 Automation Manufracturing PvpsitDocument14 pagesAnalysis of Transfer Lines: UNIT-3 Automation Manufracturing PvpsitSravanth KondetiNo ratings yet
- Guidelines For OperationsDocument5 pagesGuidelines For OperationsYassine LachhabNo ratings yet
- CIM Unit 3.1Document96 pagesCIM Unit 3.1vrushNo ratings yet
- PPC Unit - 4Document29 pagesPPC Unit - 4TEJAANAND PEGUDANo ratings yet
- Problem Solving Tools (Part 2)Document46 pagesProblem Solving Tools (Part 2)NikkaLaTorreCuevasNo ratings yet
- 04 Process Variability With SolutionsDocument28 pages04 Process Variability With Solutionsbazil.abdullahahmedNo ratings yet
- Line BalancingDocument7 pagesLine BalancingPalak VinaikNo ratings yet
- MM 323 MAN SYS 2012 FALL 6 Automated Production Lines PART 2Document38 pagesMM 323 MAN SYS 2012 FALL 6 Automated Production Lines PART 2ogulcan_aytacNo ratings yet
- CIM Unit 3Document48 pagesCIM Unit 3vrushNo ratings yet
- 05 - Multiple-Stage Factory Models - With - Solutions - NewDocument74 pages05 - Multiple-Stage Factory Models - With - Solutions - Newbazil.abdullahahmedNo ratings yet
- MCE 493 MCE 593 CH 2 and 3Document47 pagesMCE 493 MCE 593 CH 2 and 3Toto TitiNo ratings yet
- Sistema de Manufactura: SystemDocument11 pagesSistema de Manufactura: SystemEdgar Nájera RamírezNo ratings yet
- Assembly LinesDocument34 pagesAssembly LineshabtamuNo ratings yet
- Assembly Systems and Assembly Line BalancingDocument37 pagesAssembly Systems and Assembly Line BalancingShaukat Ali ShahNo ratings yet
- Unit 2 Manufacturing Operations: SectionsDocument27 pagesUnit 2 Manufacturing Operations: SectionsSaeed AlshamsiNo ratings yet
- Chapter 3 - Lecture NotesDocument14 pagesChapter 3 - Lecture Noteszaccaro_86No ratings yet
- Introduction To Manufacturing SystemsDocument36 pagesIntroduction To Manufacturing SystemsflamingskyblueNo ratings yet
- Operation SchedulingDocument28 pagesOperation SchedulingGagan BhatiNo ratings yet
- MF40603 Lecture 3Document20 pagesMF40603 Lecture 3kicked.partnershipNo ratings yet
- 02b. Manufacturing OperationsDocument27 pages02b. Manufacturing OperationsUnmesh UnnikrishnanNo ratings yet
- 10iml68 Lab Manual - ModifiedDocument89 pages10iml68 Lab Manual - ModifiedRupa DnNo ratings yet
- Reporte #2 - Balanceo de Líneas: Espinoza Rocha José Manuel - Ing. Mecánica October 19, 2021Document13 pagesReporte #2 - Balanceo de Líneas: Espinoza Rocha José Manuel - Ing. Mecánica October 19, 2021JoséManuelEspinozaRochaNo ratings yet
- Lean Production: Week 4: StandardizationDocument34 pagesLean Production: Week 4: StandardizationQuynh Chau TranNo ratings yet
- Line BalancingDocument5 pagesLine Balancingsaravananpg8697No ratings yet
- Line BalancingDocument28 pagesLine BalancingMohammad FarooquiNo ratings yet
- Flexible Manufacturing SystemDocument42 pagesFlexible Manufacturing Systemsgr_kansagraNo ratings yet
- Lec # 5 Manufacturing Models and MatricesDocument35 pagesLec # 5 Manufacturing Models and MatricesEman ShahidNo ratings yet
- V Simulasi DGN Arena Rev s1Document39 pagesV Simulasi DGN Arena Rev s1Mutiara ShafuraNo ratings yet
- Exercises 1Document5 pagesExercises 1hoaithanh tonnuNo ratings yet
- Product Development and Cim: Dr. Sankha DebDocument23 pagesProduct Development and Cim: Dr. Sankha DebganeshNo ratings yet
- Simulation and Modelling: Chapter Two Simulation ConceptsDocument31 pagesSimulation and Modelling: Chapter Two Simulation ConceptsLet’s Talk TechNo ratings yet
- Computer: Manufacturing SystemsDocument39 pagesComputer: Manufacturing SystemsRajueswarNo ratings yet
- Analysis and Management of Production System: Lesson 11: Variability of Processing TimeDocument33 pagesAnalysis and Management of Production System: Lesson 11: Variability of Processing TimeEnri GjondrekajNo ratings yet
- MM 315 Engineering Economy 2021-22 Fall - 1. IntroductionDocument68 pagesMM 315 Engineering Economy 2021-22 Fall - 1. Introductionibrahim aktürkNo ratings yet
- SequencingDocument12 pagesSequencingKLE CBA PlacementNo ratings yet
- MaintenanceDocument21 pagesMaintenanceHarbani Wibawanto HadiNo ratings yet
- Chapter 4 Worker-Machine RelationshipDocument9 pagesChapter 4 Worker-Machine RelationshipRegina Jazzmin QuesadaNo ratings yet
- Queuing TheoryDocument95 pagesQueuing TheorymohamagdyNo ratings yet
- CH 3 MANUFACTURING SYSTEMSDocument55 pagesCH 3 MANUFACTURING SYSTEMSKhuê Đào Vũ MinhNo ratings yet
- Line Balancing-P2kDocument55 pagesLine Balancing-P2kFendi PatahNo ratings yet
- Design For Six Sigma - Contd..: Session13Document43 pagesDesign For Six Sigma - Contd..: Session13kapilkg8100% (1)
- 11 QueuingDocument39 pages11 QueuingArihant patilNo ratings yet
- PPT7 Assembly-Line BalancingDocument15 pagesPPT7 Assembly-Line BalancingHASEL CONENo ratings yet
- Functions of The Handling SystemDocument51 pagesFunctions of The Handling SystemJim MathilakathuNo ratings yet
- Module 01 NumericalsDocument12 pagesModule 01 NumericalsRahulNo ratings yet
- WK 10 Single Work (Chapters 14)Document36 pagesWK 10 Single Work (Chapters 14)Narasimha HariNo ratings yet
- Creating a One-Piece Flow and Production Cell: Just-in-time Production with Toyota’s Single Piece FlowFrom EverandCreating a One-Piece Flow and Production Cell: Just-in-time Production with Toyota’s Single Piece FlowRating: 4 out of 5 stars4/5 (1)
- Takt Time: A Guide to the Very Basic Lean CalculationFrom EverandTakt Time: A Guide to the Very Basic Lean CalculationRating: 5 out of 5 stars5/5 (2)