Download as pdf or txt
You might also like
- AIPCP-Article-Template (Edit)Document5 pagesAIPCP-Article-Template (Edit)Dhika WistaNo ratings yet
- When Glass meets Pharma: Insights about glass as primary packaging materialFrom EverandWhen Glass meets Pharma: Insights about glass as primary packaging materialNo ratings yet
- Lesson 15: Principles of StainingDocument16 pagesLesson 15: Principles of StainingZairah Pascua100% (4)
- Physical Science Final Exam Review - 2018Document22 pagesPhysical Science Final Exam Review - 2018api-263282807No ratings yet
- Cambridge IGCSE Chemistry Study and Revision GuideDocument342 pagesCambridge IGCSE Chemistry Study and Revision GuideMayank Maddula33% (3)
- European Polymer Journal: Beibei Li, Xiaoyan Liu, Xinying Zhang, Wenbo ChaiDocument6 pagesEuropean Polymer Journal: Beibei Li, Xiaoyan Liu, Xinying Zhang, Wenbo ChaiDhurgham QuasimNo ratings yet
- Improve Glass-Lined ReactorDocument7 pagesImprove Glass-Lined ReactorRonaldo JanglinNo ratings yet
- Black PassivationDocument12 pagesBlack PassivationZineb100% (1)
- Fouling-Repellent Coating For Shell-And-Tube Heat ExchangersDocument3 pagesFouling-Repellent Coating For Shell-And-Tube Heat Exchangersزيد عدنان عبد الحسين100% (1)
- 1 Is 2629 - 1985Document6 pages1 Is 2629 - 1985Sarvesh AhluwaliaNo ratings yet
- Tajammal Imran, Bo Jacobson, Asad ShariffDocument10 pagesTajammal Imran, Bo Jacobson, Asad ShariffSteve OoiNo ratings yet
- PAPER CIGRE Experiences From On Site Transformer Oil Reclaiming 2002Document6 pagesPAPER CIGRE Experiences From On Site Transformer Oil Reclaiming 2002txr qcNo ratings yet
- Surface Preparation of MetalsDocument24 pagesSurface Preparation of MetalsMilton EncaladaNo ratings yet
- Experimental Study of Manufacturing of Chemical De-Scaling MaterialsDocument6 pagesExperimental Study of Manufacturing of Chemical De-Scaling MaterialsKiran DuggarajuNo ratings yet
- Inhibition of X80 Steel Corrosion in Oilfield Acidizing Environment PDFDocument9 pagesInhibition of X80 Steel Corrosion in Oilfield Acidizing Environment PDFLê CôngNo ratings yet
- Axel Elgi 2013Document18 pagesAxel Elgi 2013Virender KumarNo ratings yet
- High Pressure Die Casting: Improvement of Tools Life by Thermal Sprayed CoatingsDocument5 pagesHigh Pressure Die Casting: Improvement of Tools Life by Thermal Sprayed CoatingsevanNo ratings yet
- EgunlaeandKutelu2008Anodizingcell 4thFORUM2008Document6 pagesEgunlaeandKutelu2008Anodizingcell 4thFORUM2008tseeree1 palam1No ratings yet
- Nanofibrillar Cellulose AerogelsDocument5 pagesNanofibrillar Cellulose Aerogelsbrunorodrigoh1No ratings yet
- The Effect of Corrosion On Crude Oil Distillation Plants 1715509028Document9 pagesThe Effect of Corrosion On Crude Oil Distillation Plants 1715509028Ahmed ELmlahyNo ratings yet
- Determination of Accelerated Iron Corrosion in Petroleum Product As Per ASTM D7548Document9 pagesDetermination of Accelerated Iron Corrosion in Petroleum Product As Per ASTM D7548Farwa NaeemNo ratings yet
- United States Patent Office: Patented Mar. 21, 1972Document4 pagesUnited States Patent Office: Patented Mar. 21, 1972danyNo ratings yet
- Nitro Car Buri ZingDocument9 pagesNitro Car Buri ZingJesus Alberto Perez AlvarezNo ratings yet
- Caustic SCCPaper 080 ACACorrosion Control 0072007 Sydney AustraliaDocument8 pagesCaustic SCCPaper 080 ACACorrosion Control 0072007 Sydney AustraliajaNo ratings yet
- Effect of Aging in Bituminous MixesDocument15 pagesEffect of Aging in Bituminous MixesyadavameNo ratings yet
- Contact Angle Measurements Alkyd PaintsDocument7 pagesContact Angle Measurements Alkyd Paintsvarvara viNo ratings yet
- United States Patent: Borchert Et AlDocument3 pagesUnited States Patent: Borchert Et Almayank jainNo ratings yet
- Meille Review CorrectedDocument45 pagesMeille Review CorrectedThiago AlvesNo ratings yet
- Chatterjee: Hot Dip Galvanizing Chatterjee: Hot Dip GalvanizingDocument19 pagesChatterjee: Hot Dip Galvanizing Chatterjee: Hot Dip GalvanizingRupak PanjaNo ratings yet
- Corriosion 1Document9 pagesCorriosion 1Dima Al KibbiNo ratings yet
- Jounel Paper CompleteDocument6 pagesJounel Paper CompleteBABLU YADAVNo ratings yet
- Materials and Design: Steven A. Bradley, Mark W. Mucek, Hiroyuki Anada, Takahiro OsukiDocument8 pagesMaterials and Design: Steven A. Bradley, Mark W. Mucek, Hiroyuki Anada, Takahiro Osukiqueno1No ratings yet
- Improving Component Wear Performance Through Cryogenic TreatmentDocument7 pagesImproving Component Wear Performance Through Cryogenic Treatmenthhelp12255No ratings yet
- Ensc 851 PDFDocument13 pagesEnsc 851 PDFMubina SarwarNo ratings yet
- Caustic SCC Paper 080, (ACA, Corrosion Control 007, 2007 Sydney, Australia)Document8 pagesCaustic SCC Paper 080, (ACA, Corrosion Control 007, 2007 Sydney, Australia)APINo ratings yet
- Solids-Free, High-Density Brines For Packer-Fluid ApplicationsDocument8 pagesSolids-Free, High-Density Brines For Packer-Fluid ApplicationsRicardo FernandezNo ratings yet
- The Nitriding Process Is Perhaps One of The Most Misunderstood Thermochemical SurfaceDocument25 pagesThe Nitriding Process Is Perhaps One of The Most Misunderstood Thermochemical Surfaceabdul azisNo ratings yet
- Curing of Lead Acid BatteryDocument19 pagesCuring of Lead Acid Batterymuksadur rahmanNo ratings yet
- Us 5282882Document5 pagesUs 5282882DhrupadSoniRaviNo ratings yet
- Thermal Oxidation: Laas Microfabrication Oxide Silicon Dioxide WaferDocument9 pagesThermal Oxidation: Laas Microfabrication Oxide Silicon Dioxide WaferRajhans SharmaNo ratings yet
- B254Document6 pagesB254hamidharvard100% (1)
- Investigation of Corrosion Behavior of Low CarbonDocument18 pagesInvestigation of Corrosion Behavior of Low CarbonHazimNo ratings yet
- Beer Industry Corrosion ProblemDocument6 pagesBeer Industry Corrosion ProblemHemlata ChandelNo ratings yet
- Corrosion Behavior of 2205 Duplex Stainless Steels in HCL Solution Containing SulfideDocument27 pagesCorrosion Behavior of 2205 Duplex Stainless Steels in HCL Solution Containing SulfideAbraham RojasNo ratings yet
- TIO2 Shen2005Document8 pagesTIO2 Shen2005adis ramadhaniNo ratings yet
- US2019618 Sodium Aluminate FirebrickDocument6 pagesUS2019618 Sodium Aluminate FirebrickonixexenNo ratings yet
- Effect Casting Conditions Melt Quality JMat Proc Technol 2007 AluminioDocument7 pagesEffect Casting Conditions Melt Quality JMat Proc Technol 2007 Aluminiopaola montserrat flores moralesNo ratings yet
- Black Oxide Coating and Its Effectiveness On Prevention of Hydrogen UptakeDocument15 pagesBlack Oxide Coating and Its Effectiveness On Prevention of Hydrogen UptakeCHao TaoNo ratings yet
- Galvatech2015 Proceeding FinalDocument11 pagesGalvatech2015 Proceeding FinalSijo Kaviyil JosephNo ratings yet
- CAPE Chemistry Module 3Document18 pagesCAPE Chemistry Module 3mcphersonsheroniNo ratings yet
- Metallurgical Changes in Steels Due To Cryogenic Processing Its Applications Full ReportDocument14 pagesMetallurgical Changes in Steels Due To Cryogenic Processing Its Applications Full Reportmuna222No ratings yet
- 49 C Baudin - JECS - 31 - 697 - 703 - 2011Document8 pages49 C Baudin - JECS - 31 - 697 - 703 - 2011Adrian CaraballoNo ratings yet
- 26 1 17petrol1334 4359 1 PBDocument9 pages26 1 17petrol1334 4359 1 PBHichem RGNo ratings yet
- Duplex SystemDocument9 pagesDuplex Systemnightmanmx100% (1)
- Be - First Year Engineering - Semester 2 - 2017 - December - Applied Chemistry II CbcgsDocument14 pagesBe - First Year Engineering - Semester 2 - 2017 - December - Applied Chemistry II CbcgsKenneth C.LinojNo ratings yet
- Denofvit CDocument112 pagesDenofvit CAnuj SawantNo ratings yet
- Stress Corrosion CrackingDocument10 pagesStress Corrosion Crackingmohamed.eldesouky9120100% (1)
- Role of DSS in RefineryDocument24 pagesRole of DSS in Refineryramadoss_alwar7307100% (1)
- Review of Naphthenic Acid Corrosion in Oil RefiningDocument7 pagesReview of Naphthenic Acid Corrosion in Oil RefiningNoorain AhmadNo ratings yet
- Article CIS 13 Pp.6-8 1Document3 pagesArticle CIS 13 Pp.6-8 1ehsanNo ratings yet
- Discoloration in Lube OilDocument3 pagesDiscoloration in Lube Oildabir1230% (1)
- Zhang2007-, Evaluation of Inhibition Efficiency Of...Document10 pagesZhang2007-, Evaluation of Inhibition Efficiency Of...Paulo JuniorNo ratings yet
- 023 - Isomerization Unit (ISOM)Document5 pages023 - Isomerization Unit (ISOM)Raghavan VenkatramanNo ratings yet
- Corrosion in Refinery Units: GVHD: PH.D Huynh QuyenDocument61 pagesCorrosion in Refinery Units: GVHD: PH.D Huynh QuyenPham TinNo ratings yet
- Zinc Over Coating Reduction For ImprovinDocument111 pagesZinc Over Coating Reduction For ImprovinAhmed AllamNo ratings yet
- Galvanization ReportDocument1 pageGalvanization ReportAhmed AllamNo ratings yet
- Galvanizing ProcedureDocument12 pagesGalvanizing ProcedureAhmed AllamNo ratings yet
- Quality Reprot & Raw MaterialDocument9 pagesQuality Reprot & Raw MaterialAhmed AllamNo ratings yet
- DOC002Document1 pageDOC002Ahmed AllamNo ratings yet
- Adhesion TestDocument3 pagesAdhesion TestAhmed AllamNo ratings yet
- Coating TestDocument54 pagesCoating TestAhmed AllamNo ratings yet
- 31052022-Technical Handbook Baril ENDocument21 pages31052022-Technical Handbook Baril ENAhmed AllamNo ratings yet
- PaintingDefects 10115185Document54 pagesPaintingDefects 10115185Ahmed AllamNo ratings yet
- Training Coating InspectionDocument4 pagesTraining Coating InspectionAhmed AllamNo ratings yet
- Section 09900Document25 pagesSection 09900Ahmed AllamNo ratings yet
- Graduation ProjectDocument8 pagesGraduation ProjectAhmed AllamNo ratings yet
- 9701 s14 QP 11Document16 pages9701 s14 QP 11SajidAbdullahNo ratings yet
- Solid Phase ExtractionDocument12 pagesSolid Phase ExtractionNgọc MaiNo ratings yet
- 5.4. Supplemental NotesDocument3 pages5.4. Supplemental NotesRachelle CoNo ratings yet
- Evaluation Report - Lifotronic H9Document4 pagesEvaluation Report - Lifotronic H9Michael Tanglao100% (1)
- Pearlstick For Footwear Sole Bonding Solution Data Sheet PDFDocument3 pagesPearlstick For Footwear Sole Bonding Solution Data Sheet PDFAndrei LazoNo ratings yet
- SKC HG Passive Sampler InstructionDocument4 pagesSKC HG Passive Sampler InstructionZenal AbidinNo ratings yet
- SSPC Paint 22 Nov 2004 PDFDocument6 pagesSSPC Paint 22 Nov 2004 PDFMuhammad PervaizNo ratings yet
- N-Methylaniline. Comparative Analysis of Selected Octane Enhancing Fuel Additives As Substitute To Methylcyclopentadienyl Manganese Tricarbonyl (MMT)Document8 pagesN-Methylaniline. Comparative Analysis of Selected Octane Enhancing Fuel Additives As Substitute To Methylcyclopentadienyl Manganese Tricarbonyl (MMT)LuizGustavoVicenteNo ratings yet
- Am Am Charla 2011Document10 pagesAm Am Charla 2011Raul Diaz TorresNo ratings yet
- 6746 Kerr Fire Filmfoam C6 A 913Document2 pages6746 Kerr Fire Filmfoam C6 A 913Luis Alberto Serrano MesaNo ratings yet
- Solution Brown Solution: Sample Used Time Oxidized Apple Banana Potato GuavaDocument7 pagesSolution Brown Solution: Sample Used Time Oxidized Apple Banana Potato GuavaLaelannie MagpayoNo ratings yet
- Iringa Chem 2aDocument2 pagesIringa Chem 2aClemence BukukuNo ratings yet
- Solutions 2 Ms Chauhanpdf PDF FreeDocument142 pagesSolutions 2 Ms Chauhanpdf PDF FreeAranya KarraNo ratings yet
- Part # Total Sorted Total RejectsDocument9 pagesPart # Total Sorted Total RejectssohaibNo ratings yet
- Identifying Laboratory Equipment: Holt Chemistry Textbook Laboratory Equipment (For Modeling and Demonstration)Document9 pagesIdentifying Laboratory Equipment: Holt Chemistry Textbook Laboratory Equipment (For Modeling and Demonstration)Lara GreyjoyNo ratings yet
- Production of High Quality FoamDocument73 pagesProduction of High Quality FoamMOHAMMED YUSUF MAIAGOGONo ratings yet
- Void FractionDocument4 pagesVoid Fractionauro auroNo ratings yet
- The Activity and Safety of The Antimicrobial Agent: Bronopol (2.bromo.2.nitropropan.1, $-Diol)Document22 pagesThe Activity and Safety of The Antimicrobial Agent: Bronopol (2.bromo.2.nitropropan.1, $-Diol)Ahmad AlShahrourNo ratings yet
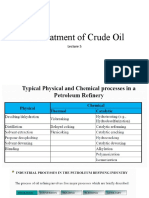
- Pre-Treatment of Crude OilDocument25 pagesPre-Treatment of Crude OilAbhisek AgarwalNo ratings yet
- Fuji Catalogue 2021Document45 pagesFuji Catalogue 2021MirkoNo ratings yet
- Smear Preparation and StainingDocument20 pagesSmear Preparation and StainingDjNo ratings yet
- Gr. 7 Science LM (Q1 To 4) PDFDocument270 pagesGr. 7 Science LM (Q1 To 4) PDFMary Jane84% (45)
- Mark Scheme (Provisional) Summer 2021Document14 pagesMark Scheme (Provisional) Summer 2021Mashhood Babar ButtNo ratings yet
- M Pharm Pharmaceutical Chemistry - Detailed SyllabusDocument36 pagesM Pharm Pharmaceutical Chemistry - Detailed SyllabusIndrabhan KushwahaNo ratings yet
- Chemical Process Laboratory Che 410Document7 pagesChemical Process Laboratory Che 410Claren OpeñaNo ratings yet
- Mobil Grease X HP 222Document2 pagesMobil Grease X HP 222sapu11jagat5855No ratings yet