Download as pdf or txt
You might also like
- 644K Service Manual MPTS ™Document456 pages644K Service Manual MPTS ™F Labio Alex100% (4)
- K.muhlberg Corrosion Protection For WindmillsDocument12 pagesK.muhlberg Corrosion Protection For WindmillsTiago Lopes100% (1)
- Manual Vindusviskere Ocean Operator's Manual Straight Line Wiper OceanDocument10 pagesManual Vindusviskere Ocean Operator's Manual Straight Line Wiper OceantylerdurdaneNo ratings yet
- FSSAI Storage PDFDocument1 pageFSSAI Storage PDFatvenu16160No ratings yet
- Caracterisation Des Defauts Par UltrasonDocument17 pagesCaracterisation Des Defauts Par UltrasonMenad SalahNo ratings yet
- Ultrasonic Based Distance Measurement SystemDocument24 pagesUltrasonic Based Distance Measurement Systemyash bahetiNo ratings yet
- Distance Measurement of An Object or Obstacle by Ultrasound Sensors Using P89C51RD2Document5 pagesDistance Measurement of An Object or Obstacle by Ultrasound Sensors Using P89C51RD2vijay ARNo ratings yet
- Analysis of Ultrasonic Signals Based On Wavelet Cross SpectrumDocument5 pagesAnalysis of Ultrasonic Signals Based On Wavelet Cross SpectrumAnonymous lPvvgiQjRNo ratings yet
- Conference 6 OPTIM 2010 NDTDocument6 pagesConference 6 OPTIM 2010 NDTVlad PopescuNo ratings yet
- A Project Report On Ultrasonic RANGE FINDER Using Micrcontroller ATmel 89C2051Document56 pagesA Project Report On Ultrasonic RANGE FINDER Using Micrcontroller ATmel 89C2051Nishit Chittora47% (15)
- Circular Job PAUTDocument14 pagesCircular Job PAUTMohsin IamNo ratings yet
- Applsci 13 08240Document17 pagesApplsci 13 08240Aris NasNo ratings yet
- Ut PDFDocument88 pagesUt PDFphillipskincaid100% (1)
- 1 s2.0 S096386952200130X MainDocument8 pages1 s2.0 S096386952200130X Mainmtshyam1961No ratings yet
- Sensors 23 06030Document18 pagesSensors 23 06030mahiNo ratings yet
- Project Review On Ultrasonic Distance Measurement: Prakhar Shrivastava, Praveen Kumar, Ankit TiwariDocument3 pagesProject Review On Ultrasonic Distance Measurement: Prakhar Shrivastava, Praveen Kumar, Ankit TiwarirajatpreetNo ratings yet
- A Fully Non Contact Ultrasonic Propagation Imaging System For ClosedDocument12 pagesA Fully Non Contact Ultrasonic Propagation Imaging System For ClosedMinhazul Abedin RiadNo ratings yet
- Finite Element Numerical Simulation Analysis BasedDocument8 pagesFinite Element Numerical Simulation Analysis BasedBenjoy JohnNo ratings yet
- Only SCI Publications Single FileDocument6 pagesOnly SCI Publications Single FileVibhor BhardwajNo ratings yet
- Heat ExchangerDocument11 pagesHeat ExchangerTita Tokcher SnheuenNo ratings yet
- Solar CultivatorDocument41 pagesSolar CultivatorAnonymous ytZsBOVNo ratings yet
- Laboratory Manual - P1Document10 pagesLaboratory Manual - P1Bhushan RaisinghaniNo ratings yet
- Detection of Corrosion Damage in AircraftDocument17 pagesDetection of Corrosion Damage in AircraftLibin LalNo ratings yet
- Tesis Sobre Integridad Estructural - Phased ArrayDocument8 pagesTesis Sobre Integridad Estructural - Phased Arrayrotero_pujolNo ratings yet
- SHAFreelast1 Space OpticDocument25 pagesSHAFreelast1 Space OpticSUMITH K SNo ratings yet
- KidneystoneearlydetectionDocument11 pagesKidneystoneearlydetectionshesha prasadNo ratings yet
- Journal of Electromagnetic Waves and ApplicationsDocument9 pagesJournal of Electromagnetic Waves and ApplicationsAsit PandaNo ratings yet
- 1B-Essai Ultrasons-Acier PDFDocument6 pages1B-Essai Ultrasons-Acier PDFKhum ViwathNo ratings yet
- History: Ultrasonic Testing (UT) Is A Family ofDocument3 pagesHistory: Ultrasonic Testing (UT) Is A Family ofGowrisanthosh PalikaNo ratings yet
- Experimental ClaveDocument10 pagesExperimental ClaveJunior AjaWareNo ratings yet
- Fmats 07 00300Document13 pagesFmats 07 00300hung huyNo ratings yet
- Wideband Digital Beamforming in Sonar SystemsDocument136 pagesWideband Digital Beamforming in Sonar SystemsCarlos AraujoNo ratings yet
- ThesisDocument128 pagesThesisPawan ChaturvediNo ratings yet
- Broadband Picometer-Scale Resolution On-Chip Spectrometer With Reconfigurable PhotonicsDocument10 pagesBroadband Picometer-Scale Resolution On-Chip Spectrometer With Reconfigurable PhotonicsarashmokhtariNo ratings yet
- Characterization of Cracks and Delaminations Using Pwas Ad Lamb Wave Based Time-Frequency MethodsDocument33 pagesCharacterization of Cracks and Delaminations Using Pwas Ad Lamb Wave Based Time-Frequency MethodsDriss ABNo ratings yet
- Report File (2nd Year ECE)Document8 pagesReport File (2nd Year ECE)aryantheking0102No ratings yet
- Report Mini ProjectDocument16 pagesReport Mini ProjectAbhilash Chandran JNo ratings yet
- Ultrasonic Distance MeasurementDocument3 pagesUltrasonic Distance MeasurementKevin Yepez RuizNo ratings yet
- Designof Ultrasonic RadarDocument6 pagesDesignof Ultrasonic RadarDelaya Ningsi LohoNo ratings yet
- Sensors 20 05291Document18 pagesSensors 20 05291Otras CosasNo ratings yet
- Characterization of Aircraft Structural Damage Using Guided Wave Based Finite Element Analysis For In-Flight Structural Health ManagementDocument12 pagesCharacterization of Aircraft Structural Damage Using Guided Wave Based Finite Element Analysis For In-Flight Structural Health ManagementVictor Alberto Velasquez TorricoNo ratings yet
- SDR BasedSystemforSatelliteRangingMeasurements DraftDocument11 pagesSDR BasedSystemforSatelliteRangingMeasurements Draftmisaeljonatasandrade27No ratings yet
- Report Front SUMDocument5 pagesReport Front SUMRahul NairNo ratings yet
- EasyChair Preprint 11209Document7 pagesEasyChair Preprint 11209ryan avinoNo ratings yet
- A Comparative Study of Ultrasonic Contact and Immersion Method ForDocument6 pagesA Comparative Study of Ultrasonic Contact and Immersion Method ForMinhazul Abedin RiadNo ratings yet
- Structural Health Monitoring of Thin Plate Like Structures Using Active and Passive Wave Based MethodsDocument231 pagesStructural Health Monitoring of Thin Plate Like Structures Using Active and Passive Wave Based MethodsLaxmikant ManeNo ratings yet
- Laser Communications: Lourdes Matha College of Science & TechnologyDocument5 pagesLaser Communications: Lourdes Matha College of Science & Technologysameersallu123100% (1)
- An Investigation Into Non Destructive Te PDFDocument6 pagesAn Investigation Into Non Destructive Te PDFAshish RaghavNo ratings yet
- 11 Ver 2 Guided Wave UltrasonicDocument9 pages11 Ver 2 Guided Wave UltrasonicMuhammad ZariqNo ratings yet
- Journal Paper FormatDocument6 pagesJournal Paper FormatPeter Nai HoNo ratings yet
- Ultrasonic TestingDocument26 pagesUltrasonic TestingPraveen PrasadNo ratings yet
- Encon51501 2020 9299340Document5 pagesEncon51501 2020 9299340RamyaNo ratings yet
- Thesis Title: Channel Estimation in Mobile Wireless Systems: Mekelle University Eit-MDocument41 pagesThesis Title: Channel Estimation in Mobile Wireless Systems: Mekelle University Eit-Mየእውነት መንገድNo ratings yet
- Design and Application of The CSRR BasedDocument9 pagesDesign and Application of The CSRR BasedAishik PaulNo ratings yet
- 1 s2.0 S221201731300649X Main PDFDocument6 pages1 s2.0 S221201731300649X Main PDFNinNo ratings yet
- Notes Pulse Echo ModeDocument2 pagesNotes Pulse Echo ModePradeep SiddhamNo ratings yet
- Dont Know Whos Journal Is ThisDocument6 pagesDont Know Whos Journal Is Thisirawan pandu buditomoNo ratings yet
- 16 Mishra2016Document14 pages16 Mishra2016Abu MansyurNo ratings yet
- Mwoc ManualDocument66 pagesMwoc Manualrajasekhar annagariNo ratings yet
- Longely Rice 1Document11 pagesLongely Rice 1TilalNo ratings yet
- Kidney Stone Early DetectionDocument11 pagesKidney Stone Early DetectionTanvir Sikder MehediNo ratings yet
- Distance Range Test of SW-420 Sensor-Based Vibration Detection SystemDocument8 pagesDistance Range Test of SW-420 Sensor-Based Vibration Detection SystemSultan Nanda AlamsyahNo ratings yet
- Instruments, Measurement Principles and Communication Technologies for Downhole Drilling EnvironmentsFrom EverandInstruments, Measurement Principles and Communication Technologies for Downhole Drilling EnvironmentsNo ratings yet
- Guidelines for the Determination of Standardized Semiconductor Radiation Hardness ParametersFrom EverandGuidelines for the Determination of Standardized Semiconductor Radiation Hardness ParametersNo ratings yet
- En10163 2 2004Document10 pagesEn10163 2 2004Tiago LopesNo ratings yet
- 2012 - Friction Connection in Tubular Towers For A Wind Turbine - Veljkovic-Simoesdasilva - STAHLBAU - 290Document15 pages2012 - Friction Connection in Tubular Towers For A Wind Turbine - Veljkovic-Simoesdasilva - STAHLBAU - 290Tiago LopesNo ratings yet
- CAD CAM AutomationDocument4 pagesCAD CAM AutomationTiago LopesNo ratings yet
- Admit Card: Examination Centre: Centre CodeDocument1 pageAdmit Card: Examination Centre: Centre CodeKrishna KumarNo ratings yet
- SCOT RevisedDocument2 pagesSCOT Revisedashwini25No ratings yet
- Keep The Heat AnswersDocument6 pagesKeep The Heat AnswersCarl WeinfieldNo ratings yet
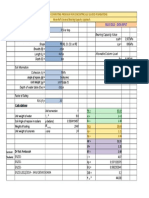
- Ultimate Bearing Capacity Xls ProgramDocument1 pageUltimate Bearing Capacity Xls Programaggrey noah100% (1)
- COVID-19: Triple Offset Butterfly Valve MarketDocument9 pagesCOVID-19: Triple Offset Butterfly Valve MarketAhmed ShawkyNo ratings yet
- Condensadora Vertical Lennox 13acx de 1.5 A 5 Ton R410a 13 Seer MonofasicaDocument36 pagesCondensadora Vertical Lennox 13acx de 1.5 A 5 Ton R410a 13 Seer MonofasicaJorgee RossaNo ratings yet
- LeafletsDocument2 pagesLeafletsAmir FarajiNo ratings yet
- Liebherr LN 252-1 Zinco AltoDocument6 pagesLiebherr LN 252-1 Zinco AltowiroNo ratings yet
- CHE 260 Week 11 Solutions-1Document4 pagesCHE 260 Week 11 Solutions-1erfanyeganehfarNo ratings yet
- Polystyrene Beehives Key Facts Bee Hive SuppliesDocument3 pagesPolystyrene Beehives Key Facts Bee Hive Suppliesabuye aberaNo ratings yet
- Tunnel ConstructionDocument2 pagesTunnel ConstructionPrasannaVenkatesanNo ratings yet
- TorefaksiDocument4 pagesTorefaksirifkasyaputriNo ratings yet
- B7A13Document5 pagesB7A13Himanshu MishraNo ratings yet
- Electrical Engineering and Computer Science 6.685 Electric Machines, Fall 2005Document1 pageElectrical Engineering and Computer Science 6.685 Electric Machines, Fall 2005Lisandro ZaguilanNo ratings yet
- Asm MD Backup Restore CommandDocument13 pagesAsm MD Backup Restore Commandraviranchi02No ratings yet
- Impco Global CatalogDocument96 pagesImpco Global CatalogJose Luis RattiaNo ratings yet
- Configuration - TrailersDocument2 pagesConfiguration - TrailersJohan ConradieNo ratings yet
- Samggh Catlog .Document84 pagesSamggh Catlog .Man BurstNo ratings yet
- High Tech Tool CatalogDocument40 pagesHigh Tech Tool CatalogMadirley PimentaNo ratings yet
- Orsco GeneralDocument3 pagesOrsco GeneralJDGM01No ratings yet
- RF Cavity Simulations For Superconducting Cyclotron c400Document8 pagesRF Cavity Simulations For Superconducting Cyclotron c400Hossein NazemiNo ratings yet
- Evaluation of Natural Zeolite As Warm Mix Asphalt Additive and Its Comparison With Other Warm Mix AdditivesDocument11 pagesEvaluation of Natural Zeolite As Warm Mix Asphalt Additive and Its Comparison With Other Warm Mix Additivesalberto1234567No ratings yet
- 2011 09 Task 2001 Geotechnical StructuresDocument306 pages2011 09 Task 2001 Geotechnical StructuresFazalrahman RangNo ratings yet
- 18Document5 pages18anto wicaksonoNo ratings yet
- IGCSE Physics NotesDocument7 pagesIGCSE Physics NotesRhea AgrawalNo ratings yet
- CBC - Design Assisstant - June 2019Document36 pagesCBC - Design Assisstant - June 2019G. S. YadavNo ratings yet
- AbstractDocument3 pagesAbstractAkash GargNo ratings yet