Download as pdf or txt
You might also like
- 9E燃机电磁阀20TV故障情况分析Document6 pages9E燃机电磁阀20TV故障情况分析meirangongNo ratings yet
- 3a 紧凑液压Document30 pages3a 紧凑液压jackNo ratings yet
- 常用工业阀门、法兰及垫片标准Document101 pages常用工业阀门、法兰及垫片标准1339979No ratings yet
- 剪式举升机Document25 pages剪式举升机Максим ЛиNo ratings yet
- Manual Bop RamsDocument25 pagesManual Bop RamsMario GonzalezNo ratings yet
- 阀门的基础知识Document52 pages阀门的基础知识qiaohongzedingtalk.comNo ratings yet
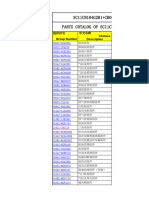
- SC11CB220G2B1+CB0264发动机配件目录清单 (XCMG)Document205 pagesSC11CB220G2B1+CB0264发动机配件目录清单 (XCMG)Khee SoonNo ratings yet
- JB T7746Document16 pagesJB T7746AjinkyaNo ratings yet
- 0278 2010金属波纹管膨胀节安装规范Document6 pages0278 2010金属波纹管膨胀节安装规范jieNo ratings yet
- GB 18145-2014Document44 pagesGB 18145-2014chenyuanquan2089No ratings yet
- 2019.12.25 点火装置说明书Document18 pages2019.12.25 点火装置说明书GeorgeNo ratings yet
- SC11CB184G2B1+CB0035+20141205 (Engine Parts Book)Document198 pagesSC11CB184G2B1+CB0035+20141205 (Engine Parts Book)Khee SoonNo ratings yet
- N 1100中文说明书Document28 pagesN 1100中文说明书氏无名No ratings yet
- 2021 4 14xuanxingshouceDocument84 pages2021 4 14xuanxingshoucephuong vanNo ratings yet
- 阀门知识简介完全版 - (上)Document43 pages阀门知识简介完全版 - (上)ZangNo ratings yet
- JBT 8725-2013 旋转接头Document14 pagesJBT 8725-2013 旋转接头FENGJUNNo ratings yet
- QC T 897 2011 电动汽车用电池管理系统技术条件Document20 pagesQC T 897 2011 电动汽车用电池管理系统技术条件eptnyvpknrhynhirbvNo ratings yet
- Lista Partes Motor 6cl280-Dbl0711Document116 pagesLista Partes Motor 6cl280-Dbl0711Alexis SanchezNo ratings yet
- 液压软管总成设计规范2013-8 06 (最新1216) (20200328100950)Document21 pages液压软管总成设计规范2013-8 06 (最新1216) (20200328100950)titanwlxNo ratings yet
- CGV503Document67 pagesCGV503axell AxelzonNo ratings yet
- 1146 GDocument224 pages1146 GwangNo ratings yet
- VARCO顶驱常用备件清单Document9 pagesVARCO顶驱常用备件清单هايتاو ليNo ratings yet
- Cge 300Document60 pagesCge 300Björn WallaceNo ratings yet
- Standard Specification: Top Guided Single Seated Globe ValvesDocument23 pagesStandard Specification: Top Guided Single Seated Globe ValvesSergeyNo ratings yet
- 「Akron Assault 4823 型」喉筆 PDFDocument6 pages「Akron Assault 4823 型」喉筆 PDFHung Faat ChengNo ratings yet
- 对象零件编号 对 象 机 型 适用系列号 329-34700011 NK-550VRDocument17 pages对象零件编号 对 象 机 型 适用系列号 329-34700011 NK-550VRtungNo ratings yet
- Gauge Valves and Instrumentation Manifolds ZHDocument25 pagesGauge Valves and Instrumentation Manifolds ZHpeter paulNo ratings yet
- 806041C Boom CylinderDocument19 pages806041C Boom CylindertungNo ratings yet
- Husky 205 Plastic Pump-ChiDocument19 pagesHusky 205 Plastic Pump-Chi吳燿宇No ratings yet
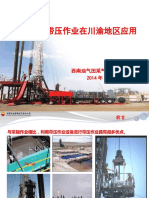
- 气井带压作业在川渝地区应用Document27 pages气井带压作业在川渝地区应用Dean ReinNo ratings yet
- KZA石油化工流程泵2019-4-15 THẨM DƯƠNGDocument55 pagesKZA石油化工流程泵2019-4-15 THẨM DƯƠNGLưu DuyNo ratings yet
- INS VX ZH-CHSDocument40 pagesINS VX ZH-CHSLinaNo ratings yet
- Gate ValveDocument110 pagesGate ValveTien Nguyen VanNo ratings yet
- 2.2 发动机附件Engine AccessoriesDocument31 pages2.2 发动机附件Engine AccessoriesSouleymane NdiayeNo ratings yet
- CTF X7aDocument1 pageCTF X7amarcel_mspNo ratings yet
- QSYCQZ028 2015在用防喷器定期检验规范Document18 pagesQSYCQZ028 2015在用防喷器定期检验规范davis449091662No ratings yet
- Ce-300 SMC Quad 300 ExplosionszeichnungDocument61 pagesCe-300 SMC Quad 300 ExplosionszeichnungBjörn WallaceNo ratings yet
- Fisher 控制阀Document24 pagesFisher 控制阀Dao WenNo ratings yet
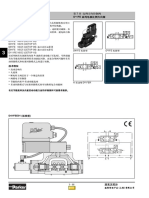
- 03-07 - D^1FE 系列电液比例方向阀 - VCD驱动Document11 pages03-07 - D^1FE 系列电液比例方向阀 - VCD驱动ZHOUNo ratings yet
- MP圆锥破碎机维修保养培训手册 2020版Document100 pagesMP圆锥破碎机维修保养培训手册 2020版Tran Huu HiepNo ratings yet
- 关于阀门选用的某些问题 鲁剑英Document7 pages关于阀门选用的某些问题 鲁剑英Forcus onNo ratings yet
- 3 发动机教材(95系列大修理加工)Document30 pages3 发动机教材(95系列大修理加工)江柄宏No ratings yet
- Yto Series 6 Cylinders Diesel EngineDocument110 pagesYto Series 6 Cylinders Diesel EngineAngel jose100% (1)
- Yangzhou YZ4105ZLQDocument39 pagesYangzhou YZ4105ZLQYew Lim100% (2)
- 6 Cylinder Spare Parts Catalogue YTO 120 140HPDocument93 pages6 Cylinder Spare Parts Catalogue YTO 120 140HPFlip SasbrinkNo ratings yet
- 02-12 - D^P 液动方向阀Document11 pages02-12 - D^P 液动方向阀ZHOUNo ratings yet
- 凯泉DG型锅炉给水泵2016 8 19Document36 pages凯泉DG型锅炉给水泵2016 8 19DƯƠNG NGUYỄNNo ratings yet
- 《液化石油气钢瓶》(GB5842 2023)Document27 pages《液化石油气钢瓶》(GB5842 2023)b00692553No ratings yet
- YTO 4cylinder Engine parts book-YTO땜렘븐뀜答샙토숭Document95 pagesYTO 4cylinder Engine parts book-YTO땜렘븐뀜答샙토숭Jamyansuren Tseveendorj0% (1)
- DY 50/4防喷器吊移装置推荐备件2年 (中英)Document1 pageDY 50/4防喷器吊移装置推荐备件2年 (中英)Nader abobakrNo ratings yet
- 培训 (采油树)Document60 pages培训 (采油树)OctopusNo ratings yet
- Hydrostatic Test ProcedureDocument9 pagesHydrostatic Test Procedureabdellatif.driouech13No ratings yet
- GB 150.4-2011 压力容器4 制造检验及验收Document28 pagesGB 150.4-2011 压力容器4 制造检验及验收Guoqiang LiuNo ratings yet
- LSBLGF140S-F 说明书 - 中文 -Document18 pagesLSBLGF140S-F 说明书 - 中文 -Kenneth Gerald RodriguezNo ratings yet
- 真空阀danfossDocument77 pages真空阀danfossZangNo ratings yet
- 浙江贝尔蝶阀选型样本 PDFDocument32 pages浙江贝尔蝶阀选型样本 PDFXing ChenNo ratings yet
- 03-11 - D^1FP 系列电液比例方向阀 - 伺服型Document10 pages03-11 - D^1FP 系列电液比例方向阀 - 伺服型ZHOUNo ratings yet
- GBT9711 2017Document148 pagesGBT9711 2017Nobody619No ratings yet
- 陶藝開箱啦!!(中英雙語版): The Unboxing of Pottery (Chinese-English Bilingual Edition)From Everand陶藝開箱啦!!(中英雙語版): The Unboxing of Pottery (Chinese-English Bilingual Edition)No ratings yet