Download as docx, pdf, or txt
You might also like
- Guide For The Design of Prestressed Concrete PolesDocument43 pagesGuide For The Design of Prestressed Concrete PolesSantiago Paz100% (2)
- All Importers DataDocument1,758 pagesAll Importers DataThe Cultural CommitteeNo ratings yet
- Project Report Six Months Summer TrainingDocument12 pagesProject Report Six Months Summer TrainingSajjad HaiderNo ratings yet
- Smart Cell Site ProposalDocument3 pagesSmart Cell Site ProposalBibo Gunther100% (1)
- Esr 2047Document22 pagesEsr 2047samNo ratings yet
- Aci318 14Document74 pagesAci318 14Vinicio Cola55% (11)
- Concrete Mix DesignDocument15 pagesConcrete Mix DesignrizaizatNo ratings yet
- CementDocument29 pagesCementShifa IslamNo ratings yet
- Brickwork: Practical Restoration HandbookDocument26 pagesBrickwork: Practical Restoration HandbookJailaneeNo ratings yet
- Construction Techniques, Equipment and Practice: Unit - I Concrete TechnologyDocument55 pagesConstruction Techniques, Equipment and Practice: Unit - I Concrete TechnologyRam Prasath. SNo ratings yet
- 2, Sdcs MaterialsDocument58 pages2, Sdcs MaterialsNH PNo ratings yet
- Concrete As Building MaterialDocument92 pagesConcrete As Building MaterialUmed Abd-alsatarNo ratings yet
- Concrete AssignmentDocument15 pagesConcrete AssignmentTyrell RobinsonNo ratings yet
- Unit 1 CompletedDocument11 pagesUnit 1 CompletednatarajannalanthNo ratings yet
- CM 03 - CementDocument3 pagesCM 03 - CementVijayNo ratings yet
- David P. Shelton, Extension Agricultural Engineer James M. Harper, P.E., Field Engineer, Portland Cement AssociationDocument54 pagesDavid P. Shelton, Extension Agricultural Engineer James M. Harper, P.E., Field Engineer, Portland Cement AssociationPraveenkumar Shanmugam100% (1)
- Plaster TestsDocument23 pagesPlaster TestsRobin SNo ratings yet
- Correct Answer Liquid LimitDocument46 pagesCorrect Answer Liquid LimitMiguel Balunsat Sabban Jr.100% (3)
- ConcreteDocument42 pagesConcreteAmos kiprutoNo ratings yet
- Lecture SixDocument12 pagesLecture SixMohamed AdnanNo ratings yet
- Quality Concrete On The Farm: J. JohnsonDocument8 pagesQuality Concrete On The Farm: J. JohnsonMasi UddinNo ratings yet
- Concrete Technology Assignment 1Document18 pagesConcrete Technology Assignment 1Boiki RabewuNo ratings yet
- CLC & Sand Lime BricksDocument11 pagesCLC & Sand Lime BricksJohn StewartNo ratings yet
- How To Mix ConcreteDocument8 pagesHow To Mix ConcreteJessonDiazVicenteNo ratings yet
- Final BodyDocument63 pagesFinal BodyAbubakar MusaNo ratings yet
- Cement SlabDocument11 pagesCement SlabAtoy Liby OjeñarNo ratings yet
- Concrete Technology NOTEDocument54 pagesConcrete Technology NOTEJanmarc PadilskiNo ratings yet
- Lecture+no +2 PDFDocument32 pagesLecture+no +2 PDFJhaztin EmmanuelNo ratings yet
- Concrete Technology Module 1Document32 pagesConcrete Technology Module 1shilpa Sara KurianNo ratings yet
- ADMIXTURES FOR CONCRETE and Hardened ConcreteDocument13 pagesADMIXTURES FOR CONCRETE and Hardened ConcreteMwaniki WilNo ratings yet
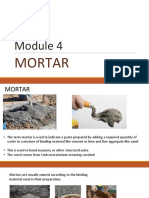
- Mod 04 - MortarDocument42 pagesMod 04 - MortarVictor creedNo ratings yet
- Materials For Concrete MixDocument8 pagesMaterials For Concrete MixTana RobinNo ratings yet
- Concrete WorksDocument82 pagesConcrete WorksarnoldalejadoNo ratings yet
- Soil Improvement Techniques Lecture No. 06Document86 pagesSoil Improvement Techniques Lecture No. 06Saleh Hassan100% (2)
- Causes and Repair of CracksofDocument16 pagesCauses and Repair of CracksofBharath PbbpNo ratings yet
- Perlite ConcreteDocument10 pagesPerlite ConcretepaolocparreraNo ratings yet
- Chemistry Investigatory Project On Setting of Cement Class 12Document18 pagesChemistry Investigatory Project On Setting of Cement Class 12Daksh PushkarnaNo ratings yet
- Light Weight ConcreteDocument46 pagesLight Weight ConcreteJay BadiyaniNo ratings yet
- Lecture 3 CEMENT TYPESDocument39 pagesLecture 3 CEMENT TYPESUsama AliNo ratings yet
- Reviewer 2Document16 pagesReviewer 2Bryant Joseph Tugcay VelascoNo ratings yet
- Dke78 Ch9Document21 pagesDke78 Ch9Hồ ThắngNo ratings yet
- Age VS Strength CurveDocument6 pagesAge VS Strength CurveNasin BabuNo ratings yet
- Concrete Technology Dr. Eethar Thanon DawoodDocument8 pagesConcrete Technology Dr. Eethar Thanon DawoodMustafa AhmadNo ratings yet
- PGD Note On Civl Engg Materials 2Document22 pagesPGD Note On Civl Engg Materials 2AbdulrasheedNo ratings yet
- Special Concrete 2Document35 pagesSpecial Concrete 2Shrivardhan BhosaleNo ratings yet
- Basics of Concrete & Concrete Technology: Construction Chemicals, Thermax LimitedDocument52 pagesBasics of Concrete & Concrete Technology: Construction Chemicals, Thermax LimitedSunder Tukaram KelkarNo ratings yet
- ECV 205 Tutorial AnswersDocument8 pagesECV 205 Tutorial AnswersRobertNo ratings yet
- Summer Training ReportDocument12 pagesSummer Training Reportapi-270203066100% (1)
- Assignment Submittal and IdentificationDocument10 pagesAssignment Submittal and IdentificationJody-Ann van GraafNo ratings yet
- Incorporation of Waste Glass As A Partial Replacement of Fine Aggregate in ConcreteDocument11 pagesIncorporation of Waste Glass As A Partial Replacement of Fine Aggregate in ConcreteSruthiNo ratings yet
- Vishal Setting of CementDocument15 pagesVishal Setting of CementVishal ChamarthiNo ratings yet
- Effects of Salt Water On ConcreteDocument6 pagesEffects of Salt Water On ConcretePaschal Maziku100% (1)
- Module 2-ConcreteDocument17 pagesModule 2-ConcreteLiz Gaviola PescoNo ratings yet
- Mortar Mixes For Masonry PDFDocument2 pagesMortar Mixes For Masonry PDFVuk'ethulini Lucky-Cadillac ThangoNo ratings yet
- CementDocument11 pagesCementHerdian NafiNo ratings yet
- Building Material: Materials For Cement ConcreteDocument28 pagesBuilding Material: Materials For Cement ConcreteKasim MalekNo ratings yet
- Construction Project ReportDocument39 pagesConstruction Project ReportVishal Tiwari0% (1)
- Concrete Specifications Water: Sizes of AggregateDocument6 pagesConcrete Specifications Water: Sizes of AggregateIsaac Mureithi MainaNo ratings yet
- Fundamentals of ConcreteDocument12 pagesFundamentals of ConcreteMuhammad Sajid100% (1)
- Concrete Crafts: Making Modern Accessories for the Home and GardenFrom EverandConcrete Crafts: Making Modern Accessories for the Home and GardenRating: 4 out of 5 stars4/5 (3)
- How To Use Soil Stabilization In Road ConstructionFrom EverandHow To Use Soil Stabilization In Road ConstructionRating: 4 out of 5 stars4/5 (1)
- Concrete Construction for the Home and the FarmFrom EverandConcrete Construction for the Home and the FarmNo ratings yet
- 1 ACI - Builder With Hand Calculation PDFDocument29 pages1 ACI - Builder With Hand Calculation PDFEvilsNo ratings yet
- Pile Cap DesignDocument95 pagesPile Cap Designpravin100% (1)
- Structural Design CriteriaDocument7 pagesStructural Design CriteriaRafael CuaNo ratings yet
- Launching of Curvature BridgeDocument2 pagesLaunching of Curvature BridgeConstruction Engineering InfraNo ratings yet
- Access Steel - Data To Eurocodes PDFDocument74 pagesAccess Steel - Data To Eurocodes PDFsgtan_associatesNo ratings yet
- Chapter4 Allowable StresseDocument26 pagesChapter4 Allowable StresseDevendra BangarNo ratings yet
- TMPBBC3Document152 pagesTMPBBC3Mike2322No ratings yet
- Design Guidelines of Reinforced Concrete StructuresDocument9 pagesDesign Guidelines of Reinforced Concrete StructuresAchilleas21100% (1)
- Title: Subject and Level Document Type: Total Mark:: BSCN502 Building & Structural Construction N5 Assessment 02 100Document7 pagesTitle: Subject and Level Document Type: Total Mark:: BSCN502 Building & Structural Construction N5 Assessment 02 100tinashemambariza100% (1)
- AK RoofingDocument25 pagesAK RoofingSampat Kumar100% (1)
- Concrete Mix Ratio PDFDocument7 pagesConcrete Mix Ratio PDFEng Abdikarim WalhadNo ratings yet
- Model Properties: 1.1 Design of Footing Using CSI-SAFE 2016 (Sample)Document7 pagesModel Properties: 1.1 Design of Footing Using CSI-SAFE 2016 (Sample)Santosh BasnetNo ratings yet
- Design ReportDocument21 pagesDesign ReportamirulNo ratings yet
- Dextra Prestressing Bar Rev 11 Oct 2016Document14 pagesDextra Prestressing Bar Rev 11 Oct 2016Natthawut CheencharoenNo ratings yet
- Screw PilesDocument83 pagesScrew PilesAfshin Kezemi100% (1)
- 4 BMC III (Arch 3171) - Cladding PDFDocument48 pages4 BMC III (Arch 3171) - Cladding PDFabel alemuNo ratings yet
- CVDocument4 pagesCVAbu BiduNo ratings yet
- MaterialsDocument1 pageMaterialsMARIO ARETENo ratings yet
- Product Table JindalDocument2 pagesProduct Table JindalBRIGHT TECH INDUSTRIALS INDIA PVT LTD50% (2)
- RC Detailing To EuroCode 2Document39 pagesRC Detailing To EuroCode 2ahmadNo ratings yet
- Det Ails of Expansion Joint in Concrete Carriagewa Y: Highways DepartmentDocument1 pageDet Ails of Expansion Joint in Concrete Carriagewa Y: Highways Departmentcho673524No ratings yet
- Hilti Anchor Development HIT RE 500 SDDocument3 pagesHilti Anchor Development HIT RE 500 SDKen SuNo ratings yet
- Investigation For Using Precast Vs Insitu Concrete For Bridge ConstructionDocument40 pagesInvestigation For Using Precast Vs Insitu Concrete For Bridge ConstructionBihanChathurangaNo ratings yet
- 4 Allowable StresseDocument26 pages4 Allowable StresseMustafa AbdoNo ratings yet
- Deformed Reinforcing Bars Prices Per Length - PHILCON PRICESDocument1 pageDeformed Reinforcing Bars Prices Per Length - PHILCON PRICESjohn reyesNo ratings yet