Download as docx, pdf, or txt
You might also like
- Ethylene Plant Planning StudyDocument8 pagesEthylene Plant Planning StudyAngelica Rosario Flores LecoñaNo ratings yet
- Astm E1131-08 TgaDocument5 pagesAstm E1131-08 Tgaalcy reneNo ratings yet
- Torrefaction_WhatsThat_Jan2010Document7 pagesTorrefaction_WhatsThat_Jan2010amalbahriinvestNo ratings yet
- 2022_ICDL_Sustainable Peak Loading Capacity TransformersDocument4 pages2022_ICDL_Sustainable Peak Loading Capacity Transformerspresident.cjelectricNo ratings yet
- 20 Years of Triboelectrostatic Beneficiation of Fly Ash Vietbuild 2015Document6 pages20 Years of Triboelectrostatic Beneficiation of Fly Ash Vietbuild 2015DavidDucTranNo ratings yet
- Energy Consumption ReferenceDocument63 pagesEnergy Consumption ReferenceKumar SwamiNo ratings yet
- Energy Efficiency Improvements in Melting Furnaces: BackgroundDocument4 pagesEnergy Efficiency Improvements in Melting Furnaces: Backgroundshubhendra89No ratings yet
- Improving Efficiency of Boiler Using Air PreheaterDocument54 pagesImproving Efficiency of Boiler Using Air PreheaterDhanuNo ratings yet
- EFE Assignment 1 Final VersionDocument4 pagesEFE Assignment 1 Final VersionYi Ying HannieNo ratings yet
- Biomass Conversion Technologies: Ralph - Overend@nrel - GovDocument14 pagesBiomass Conversion Technologies: Ralph - Overend@nrel - GovLarissa ZamunerNo ratings yet
- An Updraft Long-Stick Wood Gasifier 2005 PDFDocument15 pagesAn Updraft Long-Stick Wood Gasifier 2005 PDFBruno Navarro100% (1)
- Wood-Fired Combustion PlantsDocument24 pagesWood-Fired Combustion Plantsbdave29No ratings yet
- Cogenerationof Power Utilising Waste Heatin Cement ManufactureDocument12 pagesCogenerationof Power Utilising Waste Heatin Cement ManufactureRedouane RadwanNo ratings yet
- 7. 2022_Articulo_7Document15 pages7. 2022_Articulo_7Pablo Cesar Portilla OrdoñezNo ratings yet
- 6 B6 Richard HoggDocument8 pages6 B6 Richard HoggclintoncNo ratings yet
- Foster Wheeler Advanced Bio CFB Technology - Kaukas 125 Mwe CFB Design and Operation ExperienceDocument17 pagesFoster Wheeler Advanced Bio CFB Technology - Kaukas 125 Mwe CFB Design and Operation ExperienceKim Howard CastilloNo ratings yet
- Gtpei 2Document8 pagesGtpei 2sharjeel49No ratings yet
- Cost-Effectiveness in Textile Processing: Compiled By: M. Rezaul Karim TutulDocument14 pagesCost-Effectiveness in Textile Processing: Compiled By: M. Rezaul Karim TutulRezaul Karim TutulNo ratings yet
- Op Tim Ization of The ProductionDocument22 pagesOp Tim Ization of The ProductionGood Ventura Rojas MurciaNo ratings yet
- Frequently Asked Questions: PpendixDocument12 pagesFrequently Asked Questions: Ppendixsmashraf2No ratings yet
- Textile and Engineering InstituteDocument29 pagesTextile and Engineering InstituteNegoita GeorgianNo ratings yet
- Thermochemical Behaviour of Empty Fruit Bunches and Oil Palm Shell Waste in A Circulating Fluidized-Bed Combustor (CFBC)Document9 pagesThermochemical Behaviour of Empty Fruit Bunches and Oil Palm Shell Waste in A Circulating Fluidized-Bed Combustor (CFBC)Anonymous 7BQxlt8cNo ratings yet
- Dalmia Cement AriyalurDocument31 pagesDalmia Cement AriyalurMohammed Shafi AhmedNo ratings yet
- Samanli Et Al-2010-Particle Particle Systems CharacterizationDocument10 pagesSamanli Et Al-2010-Particle Particle Systems CharacterizationJD FCNo ratings yet
- Performance Evaluation of A Small Scale Palm Fruit PDFDocument6 pagesPerformance Evaluation of A Small Scale Palm Fruit PDFAliaNo ratings yet
- Waste To Power: BioenergyDocument10 pagesWaste To Power: BioenergyQUALITY CONTROLNo ratings yet
- Proposal ScriptDocument9 pagesProposal ScriptFionaNo ratings yet
- TCC-4000pdf Zi UDocument13 pagesTCC-4000pdf Zi UguldavistNo ratings yet
- Investigation of Rotary Dryer Performance Fueled With Wood Pellets For Biomass processingIOP Conference Series Earth and Environmental ScienceDocument9 pagesInvestigation of Rotary Dryer Performance Fueled With Wood Pellets For Biomass processingIOP Conference Series Earth and Environmental ScienceJorge Andres Montoya QuirozNo ratings yet
- EERC Gasifier FactsheetDocument1 pageEERC Gasifier FactsheetMag FhearadhaighNo ratings yet
- 10A-3 Single Bucket Charging Practice With Telescopic EAF Roof ClosureDocument10 pages10A-3 Single Bucket Charging Practice With Telescopic EAF Roof ClosureEng Mahmoud KhairyNo ratings yet
- CoatingsDocument9 pagesCoatingsAzhar Bashir KasuriNo ratings yet
- A Novel Enhanced-Multi Effect Thermal Separation Technology (E-Mets) For DesalinationDocument15 pagesA Novel Enhanced-Multi Effect Thermal Separation Technology (E-Mets) For DesalinationassurendranNo ratings yet
- Modelling of Wood Waste Fuel Cell/Gas Turbine For Small Power GenerationDocument8 pagesModelling of Wood Waste Fuel Cell/Gas Turbine For Small Power GenerationAjiNo ratings yet
- Small-Scale Electricity Generation From Biomass Part-1Document22 pagesSmall-Scale Electricity Generation From Biomass Part-1dominguezvNo ratings yet
- He Many Benefits of Replacing Coal With Wood Pellet FuelDocument1 pageHe Many Benefits of Replacing Coal With Wood Pellet FuelRubitNo ratings yet
- Whitepaper1 BoilerDocument13 pagesWhitepaper1 BoilersaryNo ratings yet
- Production of High Grade Liquid Fuel For CI Engine by Thermo-Catalytic Cracking of Waste PlasticDocument7 pagesProduction of High Grade Liquid Fuel For CI Engine by Thermo-Catalytic Cracking of Waste PlasticYulia Rodriguez LamarNo ratings yet
- Chapter I TioseDocument22 pagesChapter I TioseJohn Paul de VillaNo ratings yet
- Biomass Gasification Using Microturbines and Fuel Cells 2000Document12 pagesBiomass Gasification Using Microturbines and Fuel Cells 2000noragarcia76No ratings yet
- Urban Transformers Safety and Environmental ChallengesDocument8 pagesUrban Transformers Safety and Environmental ChallengesNicodemus Ervino MandalaNo ratings yet
- Gasifier Catalog2xxDocument2 pagesGasifier Catalog2xxAdhavan ThamizhanNo ratings yet
- Energy Efficiency Best Operating Practices Guide For FoundriesDocument32 pagesEnergy Efficiency Best Operating Practices Guide For FoundriesChitranjan KumarNo ratings yet
- Wind Turbine Blade Production - New Products Keep Pace As Scale IncreasesDocument8 pagesWind Turbine Blade Production - New Products Keep Pace As Scale IncreasesSandeep BandyopadhyayNo ratings yet
- Energy MixDocument10 pagesEnergy MixPara DiseNo ratings yet
- Ecp 101Document12 pagesEcp 101onejako12No ratings yet
- An Updraft Long-Stick Wood Gasifier 2005 - PDF RoomDocument15 pagesAn Updraft Long-Stick Wood Gasifier 2005 - PDF RoomamacmanNo ratings yet
- Gasifier Catalog2xDocument2 pagesGasifier Catalog2xAdhavan ThamizhanNo ratings yet
- Burning of WoodDocument9 pagesBurning of WoodwhhojhNo ratings yet
- Torrefaction-Based BO - Technology For Biomass Upgrading Into Commodity Solid Fuel. Pilot-Scale Testing and DemonstrationDocument10 pagesTorrefaction-Based BO - Technology For Biomass Upgrading Into Commodity Solid Fuel. Pilot-Scale Testing and DemonstrationmarkodzajicNo ratings yet
- T S - 3 Efficiency Improvement in Auxiliary EquipementDocument59 pagesT S - 3 Efficiency Improvement in Auxiliary Equipementmoorthymtps_54120305No ratings yet
- Fabrication of Pellet Making MachineDocument3 pagesFabrication of Pellet Making MachineInternational Journal of Innovations in Engineering and ScienceNo ratings yet
- MyArticleEGY2622 FinalVer2Document9 pagesMyArticleEGY2622 FinalVer2SyifaNo ratings yet
- Recovered Fiber Pulping NoteDocument28 pagesRecovered Fiber Pulping Noteteewee_cuteNo ratings yet
- Supercritical Coal-Fired P..Document7 pagesSupercritical Coal-Fired P..samrahmanNo ratings yet
- Torrified Pellette Manufaturing June 23Document22 pagesTorrified Pellette Manufaturing June 23koustuv mitra100% (1)
- Energy Demand in Wood Processing Plants: Jingge Li, Murray Mccurdy, Shusheng PangDocument9 pagesEnergy Demand in Wood Processing Plants: Jingge Li, Murray Mccurdy, Shusheng PangsabrahimaNo ratings yet
- Green Engine Seminar ReportDocument11 pagesGreen Engine Seminar ReportSami Zama100% (1)
- Energy News2010 PDFDocument4 pagesEnergy News2010 PDFTin Aung KyiNo ratings yet
- Clean Ironmaking and Steelmaking Processes: Efficient Technologies for Greenhouse Emissions AbatementFrom EverandClean Ironmaking and Steelmaking Processes: Efficient Technologies for Greenhouse Emissions AbatementNo ratings yet
- Request Catering Suppliers OrientationsDocument1 pageRequest Catering Suppliers OrientationsramiscaljancolinNo ratings yet
- Request Catering Organic Banana ChipsDocument1 pageRequest Catering Organic Banana ChipsramiscaljancolinNo ratings yet
- Organic Agri ReviewDocument22 pagesOrganic Agri ReviewramiscaljancolinNo ratings yet
- Letter To r12Document1 pageLetter To r12ramiscaljancolinNo ratings yet
- Vanning IncentiveDocument6 pagesVanning IncentiveramiscaljancolinNo ratings yet
- Animal ScienceDocument159 pagesAnimal ScienceramiscaljancolinNo ratings yet
- Coffee VarietyDocument10 pagesCoffee VarietyramiscaljancolinNo ratings yet
- SKOPFADocument1 pageSKOPFAramiscaljancolinNo ratings yet
- Recovered File 1Document35 pagesRecovered File 1ramiscaljancolinNo ratings yet
- PRDP BAckdraftDocument1 pagePRDP BAckdraftramiscaljancolinNo ratings yet
- Organic Agri ProgramDocument1 pageOrganic Agri ProgramramiscaljancolinNo ratings yet
- Farming System and Environmental Management FinalDocument17 pagesFarming System and Environmental Management FinalramiscaljancolinNo ratings yet
- A Wee Bit of Good News About Coconut For A ChangeDocument3 pagesA Wee Bit of Good News About Coconut For A ChangeramiscaljancolinNo ratings yet
- Energy Department Proposes Fuel Discounts To Aid Agricultural SectorDocument2 pagesEnergy Department Proposes Fuel Discounts To Aid Agricultural SectorramiscaljancolinNo ratings yet
- What Are The Advantages of Pakchong1Document5 pagesWhat Are The Advantages of Pakchong1ramiscaljancolinNo ratings yet
- The Philippine Coconut Industry in The Long TermDocument8 pagesThe Philippine Coconut Industry in The Long TermramiscaljancolinNo ratings yet
- Fortuna Strawberries Ensure Continuity in The MarketDocument4 pagesFortuna Strawberries Ensure Continuity in The MarketramiscaljancolinNo ratings yet
- Title: Farm Power, Engine Tractors &Document42 pagesTitle: Farm Power, Engine Tractors &Ace Gerson GamboaNo ratings yet
- Fdocuments - in - PPT On Shree CementDocument17 pagesFdocuments - in - PPT On Shree CementadityaNo ratings yet
- Thermal Power PlantDocument16 pagesThermal Power Plantmprasad_veena100% (1)
- Renewable and Nonrenewable Resources Notes PDFDocument34 pagesRenewable and Nonrenewable Resources Notes PDFMr. PoGoNo ratings yet
- Semirara Mining and Power Corporation-ScriptDocument8 pagesSemirara Mining and Power Corporation-ScriptYan's Senora BescoroNo ratings yet
- Boiler Performance Audit Report by K.K.parthiban at A Tyre PlantDocument35 pagesBoiler Performance Audit Report by K.K.parthiban at A Tyre Plantparthi2006576850% (2)
- Cstps Modofied-131230103858Document66 pagesCstps Modofied-131230103858Santoshkumar GuptaNo ratings yet
- GSK Annual Report 2008Document52 pagesGSK Annual Report 2008Soumya ParthasarathyNo ratings yet
- Source Clasiffication CodeDocument255 pagesSource Clasiffication Codeerev_20No ratings yet
- BHN Akoh PDFDocument12 pagesBHN Akoh PDFmuhammad ripai pardosiNo ratings yet
- 103103207Document1,385 pages103103207itep2023edNo ratings yet
- In Small-Scale Sustainable Design: François LévyDocument48 pagesIn Small-Scale Sustainable Design: François LévyDaniela GrosuNo ratings yet
- 3RD TERM S 1 - ChemistryDocument30 pages3RD TERM S 1 - ChemistryAdelowo DanielNo ratings yet
- Environmental Auditing For Building Construction: Energy and Air Pollution Indices For Building MaterialsDocument8 pagesEnvironmental Auditing For Building Construction: Energy and Air Pollution Indices For Building MaterialsAhmad Zubair Hj YahayaNo ratings yet
- MCQS Group B (Section-II) PDFDocument10 pagesMCQS Group B (Section-II) PDFCenter of KnowledgeNo ratings yet
- 3index PDFDocument22 pages3index PDFdada jamdarNo ratings yet
- Coal Bad Methane PakistanDocument11 pagesCoal Bad Methane Pakistanmuki10No ratings yet
- Mineral and Energy Resources: One Mark QuestionsDocument6 pagesMineral and Energy Resources: One Mark QuestionsaryanNo ratings yet
- PT Kaltim Prima Coal KPCDocument41 pagesPT Kaltim Prima Coal KPCyonatan_scribdNo ratings yet
- Power Engineering MagazineDocument73 pagesPower Engineering MagazineRBZ100% (1)
- Time Magazine - 11 June - 2012 - KindleDocument61 pagesTime Magazine - 11 June - 2012 - Kindlesandra072353No ratings yet
- Dry Bulk TerminalDocument22 pagesDry Bulk TerminalAleksandra Saska PopovicNo ratings yet
- Akshay MehtaDocument9 pagesAkshay MehtaIshanSaneNo ratings yet
- Carbon & Its Compounds CLASS XDocument57 pagesCarbon & Its Compounds CLASS XAnil KumarNo ratings yet
- Understanding Coal AnalysisDocument4 pagesUnderstanding Coal Analysiskendo_qn100% (2)
- 9 Superheated Steam DryingDocument15 pages9 Superheated Steam DryingDario SesarNo ratings yet
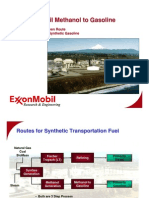
- Methanol To Gasoline - ExxonMobil EnglishDocument17 pagesMethanol To Gasoline - ExxonMobil EnglishilhancatakNo ratings yet
- Sintesis Organica Usa PDFDocument446 pagesSintesis Organica Usa PDFMaileth Carolina Anillo ArrietaNo ratings yet
- Raw Coal Storage: Case Study SolutionDocument5 pagesRaw Coal Storage: Case Study SolutionRahmat YusufNo ratings yet