Download as pdf or txt
You might also like
- What Is Decarbonization ?: Main Engine Decarb Preparation, Procedure & Commissioning Sumit NarayanDocument3 pagesWhat Is Decarbonization ?: Main Engine Decarb Preparation, Procedure & Commissioning Sumit NarayanManisha100% (1)
- Lower Fuel Consumption With New Oxygen SensorsDocument4 pagesLower Fuel Consumption With New Oxygen Sensorsddi11100% (1)
- Lambda Sensor PDFDocument3 pagesLambda Sensor PDFManuel João JoãoNo ratings yet
- Zirconium Oxide Oxygen SensorsDocument3 pagesZirconium Oxide Oxygen SensorsBhavin GandhiNo ratings yet
- Oxygen SensorDocument8 pagesOxygen SensormelquicedecNo ratings yet
- Comparison of CyclesDocument32 pagesComparison of CyclesS.Ashwin DanielNo ratings yet
- Assets AMA Conferences AMA Conferences 2017 Proceedings 2017 SENSOR 2017 P5.17Document3 pagesAssets AMA Conferences AMA Conferences 2017 Proceedings 2017 SENSOR 2017 P5.17Visnu SankarNo ratings yet
- City O2Document8 pagesCity O2hocolonkoNo ratings yet
- Automotive ApplicationsDocument10 pagesAutomotive Applicationsrajesh langojuNo ratings yet
- Analizador de Combustion AmbientalDocument8 pagesAnalizador de Combustion AmbientalVendedor VariosNo ratings yet
- Wideband O2 Sensor - Part1Document9 pagesWideband O2 Sensor - Part1RenéNo ratings yet
- Simulation and Design of Ethylene Furnaces Applying Ultra-Low Nox BurnersDocument10 pagesSimulation and Design of Ethylene Furnaces Applying Ultra-Low Nox BurnersLindsey BondNo ratings yet
- Design of A Small SOFC Reactor and Its Heat Exchange System: Conference PaperDocument5 pagesDesign of A Small SOFC Reactor and Its Heat Exchange System: Conference PaperRizky KusumastutiNo ratings yet
- Evaporative Emission Control System Prototype Model-IJAERDV04I0249162Document3 pagesEvaporative Emission Control System Prototype Model-IJAERDV04I0249162Editor IJAERDNo ratings yet
- Project On Gas SensorDocument30 pagesProject On Gas Sensoryoursweetom282815100% (1)
- Increasing Efficiency of Ic Engine by Electrolysis ProcessDocument5 pagesIncreasing Efficiency of Ic Engine by Electrolysis ProcessjishnuNo ratings yet
- Increasing Efficiency of Icengine Using Electrolysis ProcessDocument5 pagesIncreasing Efficiency of Icengine Using Electrolysis ProcessrassNo ratings yet
- Oxygen SensorDocument10 pagesOxygen SensortotoNo ratings yet
- Sensors 10 06773Document15 pagesSensors 10 06773FarzadNo ratings yet
- Autonext Study Material 5 (Exhaust System) PDFDocument8 pagesAutonext Study Material 5 (Exhaust System) PDFspider ManNo ratings yet
- Electrochemical SensorsDocument9 pagesElectrochemical SensorsRsegurasdfNo ratings yet
- IRJET Magnetic FieldDocument8 pagesIRJET Magnetic FieldRithwik pawarNo ratings yet
- Lambda Sensor: 20 Questions & AnswersDocument16 pagesLambda Sensor: 20 Questions & AnswersAntonio NovakovicNo ratings yet
- The 3-Way Catalytic Converter: A) Invention and Introduction Into Commerce - Impacts and Results B) Barriers NegotiatedDocument64 pagesThe 3-Way Catalytic Converter: A) Invention and Introduction Into Commerce - Impacts and Results B) Barriers NegotiatedsikmmmppsNo ratings yet
- CG (Gas Chromatography)Document15 pagesCG (Gas Chromatography)shahebNo ratings yet
- Sensors For Monitoring Environmental Pollution: H - Meixner, J - Gerblinger and M - FleischerDocument10 pagesSensors For Monitoring Environmental Pollution: H - Meixner, J - Gerblinger and M - FleischerNadia F Mohammad Al-RoshdeeNo ratings yet
- NTK O2 Sensor HistoryDocument9 pagesNTK O2 Sensor Historyonukvedat7219No ratings yet
- Brochure GC Nexis 2030Document20 pagesBrochure GC Nexis 2030LABSSSSSNo ratings yet
- WPL 2 Low Dynamic PressureDocument10 pagesWPL 2 Low Dynamic Pressuretw2skgfcmhwtgh2pw04No ratings yet
- Oxygen Sensors Trade BrochureDocument8 pagesOxygen Sensors Trade Brochurehd.gholipourNo ratings yet
- Wartsila Ship EngineDocument5 pagesWartsila Ship EngineDorin SavaNo ratings yet
- Oxygen Sensors: Table of ContentDocument9 pagesOxygen Sensors: Table of ContentNicolas MonroyNo ratings yet
- FAQ On Hydrocarbons in Compressed Air SystemsDocument3 pagesFAQ On Hydrocarbons in Compressed Air Systemshadi.pgdNo ratings yet
- Thydzik Conf Hydrogen Concentration Sensor Selection For The Renewable Energy VehicleDocument4 pagesThydzik Conf Hydrogen Concentration Sensor Selection For The Renewable Energy VehiclethydzikNo ratings yet
- How Does The Lambda Sensor WorkDocument24 pagesHow Does The Lambda Sensor WorkMoon boonbon100% (1)
- Investigations On LPG Sensing of Nanostructured Zinc Oxide Synthesized Via Mechanochemical MethodDocument6 pagesInvestigations On LPG Sensing of Nanostructured Zinc Oxide Synthesized Via Mechanochemical MethodAJER JOURNALNo ratings yet
- Ethylene OxideDocument12 pagesEthylene Oxideapi-3838921100% (1)
- Design and Dynamic Characteristics of A Liquid-Propellant Thrust Chamber Avandelino Santana JuniorDocument8 pagesDesign and Dynamic Characteristics of A Liquid-Propellant Thrust Chamber Avandelino Santana JuniorMûkêsh Kàñnâñ AJNo ratings yet
- ME413 (Gas Loop) (161117)Document31 pagesME413 (Gas Loop) (161117)md mahdiNo ratings yet
- Nap 505 ManualDocument30 pagesNap 505 ManualAngelNo ratings yet
- Design of Gasifier System For Diesel Engine PPT FinaleDocument28 pagesDesign of Gasifier System For Diesel Engine PPT FinaleNitu ShresthaNo ratings yet
- Oxygen Sensor 2Document2 pagesOxygen Sensor 2Kevin Strong100% (1)
- Technical Note 180 SPE 5BSolid Polymer Electrolyte5D Oxygen Sensor 11 05Document2 pagesTechnical Note 180 SPE 5BSolid Polymer Electrolyte5D Oxygen Sensor 11 05Yahya BachtiarNo ratings yet
- Autothermal Reforming of Methane Design and PerforDocument7 pagesAutothermal Reforming of Methane Design and Perforromi moriNo ratings yet
- Helicopter GearboxDocument9 pagesHelicopter GearboxlvrevathiNo ratings yet
- Analizador O2Document23 pagesAnalizador O2joselin gijonNo ratings yet
- Wa0007.Document7 pagesWa0007.aapkistory2021No ratings yet
- Oxygen Transport Membranes For Ultra-Clean Fuel Production: E.T. RobinsonDocument3 pagesOxygen Transport Membranes For Ultra-Clean Fuel Production: E.T. RobinsonAnonymous v9cXHdjNo ratings yet
- Hydrocarbon DetectionDocument17 pagesHydrocarbon DetectionNovember RainNo ratings yet
- Isuzu EGR Euro4 & 5Document12 pagesIsuzu EGR Euro4 & 5dmit789100% (2)
- Explain Function of Mass Air Flow Sensor.: The Leaner FuelDocument15 pagesExplain Function of Mass Air Flow Sensor.: The Leaner FuelAbubaker MuzayinNo ratings yet
- Non-Dispersive Infra-Red Absorption (Ndir)Document9 pagesNon-Dispersive Infra-Red Absorption (Ndir)thilip-kumar-6622No ratings yet
- 10 AECS Newsletter - O2 Sensor DiagnosticsDocument6 pages10 AECS Newsletter - O2 Sensor DiagnosticsJordan DechevNo ratings yet
- E406Document4 pagesE406diego100% (1)
- General Engg - IJGET - New Ieee4Document6 pagesGeneral Engg - IJGET - New Ieee4iaset123No ratings yet
- Physico-Chemistry of Solid-Gas Interfaces: Concepts and Methodology for Gas Sensor DevelopmentFrom EverandPhysico-Chemistry of Solid-Gas Interfaces: Concepts and Methodology for Gas Sensor DevelopmentNo ratings yet
- Biofilms in Bioelectrochemical Systems: From Laboratory Practice to Data InterpretationFrom EverandBiofilms in Bioelectrochemical Systems: From Laboratory Practice to Data InterpretationNo ratings yet
- Braintree 15Document6 pagesBraintree 15paypaltrexNo ratings yet
- A Note On Ethics and StrategyDocument3 pagesA Note On Ethics and StrategyLaura RamonaNo ratings yet
- 2021 YISS - INTRODUCTION TO COMPUTER GRAPHICS - Hyunjung KimDocument3 pages2021 YISS - INTRODUCTION TO COMPUTER GRAPHICS - Hyunjung KimFung AlexNo ratings yet
- 03 Product SpecificationDocument10 pages03 Product Specificationxor_45No ratings yet
- Irctcs E-Ticketing Service Electronic Reservation Slip (Personal User)Document1 pageIrctcs E-Ticketing Service Electronic Reservation Slip (Personal User)Jay ParkheNo ratings yet
- CNS-Classifications by Dr-Islahkhan (Humble Pharmacist)Document24 pagesCNS-Classifications by Dr-Islahkhan (Humble Pharmacist)M Ils Meteor Pharmacist0% (1)
- Human Resources Management in 2020.Document11 pagesHuman Resources Management in 2020.DheerajNo ratings yet
- ABLRFD v1403 Summary RevisionsDocument2 pagesABLRFD v1403 Summary RevisionsMiguel AngelNo ratings yet
- LG 29FG1RL 12950 Chassis CW-62C Manual de ServicioDocument34 pagesLG 29FG1RL 12950 Chassis CW-62C Manual de Serviciopepe sanchezNo ratings yet
- Wordlist Unit 3 PDFDocument3 pagesWordlist Unit 3 PDFYea boyNo ratings yet
- Primary Worksheets: Frog Life CycleDocument6 pagesPrimary Worksheets: Frog Life CycleMylene Delantar AtregenioNo ratings yet
- Absolute C 6th Edition Savitch Test BankDocument36 pagesAbsolute C 6th Edition Savitch Test Bankproteosemolehill.g1n1h100% (25)
- Onkyo Repair-Tips (ET)Document34 pagesOnkyo Repair-Tips (ET)perico1962100% (1)
- Documents That Need To Be Submitted During TCSDocument4 pagesDocuments That Need To Be Submitted During TCSAnkur AgrawalNo ratings yet
- User ConsentDocument3 pagesUser ConsentvikuvishnuvikuNo ratings yet
- Price ScheduleDocument10 pagesPrice ScheduleRen SalazarNo ratings yet
- Track ListDocument1 pageTrack ListTiago LopesNo ratings yet
- Procedure: Administering An Intradermal Injection For Skin TestDocument3 pagesProcedure: Administering An Intradermal Injection For Skin TestSofia AmistosoNo ratings yet
- Victoria Resume 2Document2 pagesVictoria Resume 2api-549232785No ratings yet
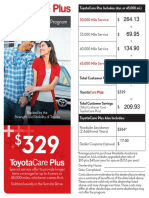
- ToyotaCare Plus CalculationDocument2 pagesToyotaCare Plus CalculationShao MaNo ratings yet
- Pre Board POL - SCI Paper 2Document6 pagesPre Board POL - SCI Paper 2harsh jatNo ratings yet
- Buying Vs Renting: Net Gain by Buying A HomeDocument2 pagesBuying Vs Renting: Net Gain by Buying A HomeAnonymous 2TgTjATtNo ratings yet
- HTWL Service Manual: Failure ListDocument2 pagesHTWL Service Manual: Failure ListClaudio Valencia MarínNo ratings yet
- Assessment of Temporal Hydrological Variations Due To Land Use Changes Using Remote Sensing/GISDocument38 pagesAssessment of Temporal Hydrological Variations Due To Land Use Changes Using Remote Sensing/GISWubieNo ratings yet
- Kärcher K7 Compact Pressure Washer - 2600 PSI Supercheap AutoDocument1 pageKärcher K7 Compact Pressure Washer - 2600 PSI Supercheap Autobrock.retschlagNo ratings yet
- MIT Insight Report On (Chemistry) Industry DigitalizationDocument21 pagesMIT Insight Report On (Chemistry) Industry DigitalizationEllezah Dela CruzNo ratings yet
- GATES Industrial ManualDocument59 pagesGATES Industrial ManualMartinez Valladares OscarNo ratings yet
- 0399 PDFDocument243 pages0399 PDFOnCo TallaNo ratings yet
- Talent Acquisition 2008 - Survey and Analysis of The Changing Recruiting Landscape PDFDocument20 pagesTalent Acquisition 2008 - Survey and Analysis of The Changing Recruiting Landscape PDFVaishnavi SivaNo ratings yet