
QAR-QD418-50 Rod As-Rear Suspension
QAR-QD418-50 Rod As-Rear Suspension
You might also like
- Toyota Forklift 8FG, D, GK, DK Shop ManualDocument1,108 pagesToyota Forklift 8FG, D, GK, DK Shop ManualDanilo .Theodoro100% (11)
- Linde Forklift Maintenance ManualDocument3 pagesLinde Forklift Maintenance ManualFelipe Carranza23% (22)
- Fdocuments - in Toyota Forklift 8fgu30 Service Repair Manual 1598247764Document21 pagesFdocuments - in Toyota Forklift 8fgu30 Service Repair Manual 1598247764uyf33% (6)
- Toyota 7FBEF 15-20Document671 pagesToyota 7FBEF 15-20Hushanji92% (26)
- Canrig TM120 Carriage Parts Manual PDFDocument47 pagesCanrig TM120 Carriage Parts Manual PDFHenry Alfaro Bermudez100% (1)
- Parts List RA750 / RA850: Hydraulic / Electrical SchematicsDocument79 pagesParts List RA750 / RA850: Hydraulic / Electrical SchematicsFenix MechanicsNo ratings yet
- QAR-QD418-79 Housing As-Rear SuspensionDocument6 pagesQAR-QD418-79 Housing As-Rear SuspensionIrwanto ManafNo ratings yet
- QAR-QD418-51 Rod As-Rear SuspensionDocument5 pagesQAR-QD418-51 Rod As-Rear SuspensionIrwanto ManafNo ratings yet
- QAR QD418 115 Rod As Lift CylinderDocument5 pagesQAR QD418 115 Rod As Lift CylinderIrwanto ManafNo ratings yet
- Qa1 Wa380-3 Control ValveDocument1 pageQa1 Wa380-3 Control ValveEndraNo ratings yet
- Top Roll GroupDocument1 pageTop Roll GroupthaivinhtuyNo ratings yet
- Inspection Test Plan Post-Salvage Inspection: Part Name: Retainer MODEL: 777 PART NO.: 106-2624 / 354-7988Document7 pagesInspection Test Plan Post-Salvage Inspection: Part Name: Retainer MODEL: 777 PART NO.: 106-2624 / 354-7988M Ferry AnwarNo ratings yet
- 15 Intake and ExhaustDocument16 pages15 Intake and Exhaustwanderlei669085No ratings yet
- Ce056 07 0707Document21 pagesCe056 07 0707חנן שנירNo ratings yet
- HF15Document8 pagesHF15marran almarranyNo ratings yet
- 8 Fgu 15Document618 pages8 Fgu 15German Briceño100% (4)
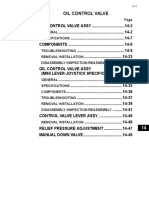
- Oil Control ValveDocument52 pagesOil Control ValveBrayan Noh100% (1)
- 1706C Hydraulic SystemDocument80 pages1706C Hydraulic SystemLeonNo ratings yet
- Qa1 Wa500-3 Demand Valve (1057)Document1 pageQa1 Wa500-3 Demand Valve (1057)EndraNo ratings yet
- QAR-QD405-800 Rod As-Hoist CylinderDocument6 pagesQAR-QD405-800 Rod As-Hoist CylinderIrwanto ManafNo ratings yet
- M&C REPORT 168 3RD SPAN OWG & CGDocument2 pagesM&C REPORT 168 3RD SPAN OWG & CGVidhan Chandra ShahiNo ratings yet
- 00 Manual de Partes REIMERDocument79 pages00 Manual de Partes REIMERFenix MechanicsNo ratings yet
- ZSC PILOT Reg Partes de RepuestoDocument4 pagesZSC PILOT Reg Partes de RepuestoJuan JuanNo ratings yet
- Rec Erc 75 06Document21 pagesRec Erc 75 06MehriNo ratings yet
- 8FG D CE048-09 - 0608 P SteeringDocument21 pages8FG D CE048-09 - 0608 P SteeringDuong Van HoanNo ratings yet
- Duo LineDocument15 pagesDuo Linebjolle88No ratings yet
- Techint: Ethane Pipeline ProjectDocument9 pagesTechint: Ethane Pipeline ProjectjoseNo ratings yet
- VM4C - VM4C1 Vm4Sc - Vm4Sc1 Single Vane Motor: Service InformationDocument4 pagesVM4C - VM4C1 Vm4Sc - Vm4Sc1 Single Vane Motor: Service Informationluisxxx1No ratings yet
- Case Exploded ViewDocument1 pageCase Exploded ViewNirmani HansiniNo ratings yet
- 2000 Kva Dimensional Layout DWGDocument1 page2000 Kva Dimensional Layout DWGasad malikNo ratings yet
- 1 PDFDocument2 pages1 PDFMarcus Principe CostaNo ratings yet
- PioneerPDP507XDDespiece 654329399Document31 pagesPioneerPDP507XDDespiece 654329399chmix38No ratings yet
- Murata MA40 SERIESDocument2 pagesMurata MA40 SERIESMiltonAlvaradoPonceNo ratings yet
- PI444505 Rev 1.16: Seal Carrier Disassembly and Assembly A) B)Document2 pagesPI444505 Rev 1.16: Seal Carrier Disassembly and Assembly A) B)Tiago BNo ratings yet
- Output Shaft and Axle HousingsDocument2 pagesOutput Shaft and Axle Housingseduard resendiz lopezNo ratings yet
- KG-HQ-FM-17-01 Monthly Vehicle Check SheetDocument2 pagesKG-HQ-FM-17-01 Monthly Vehicle Check SheetJames AdamsNo ratings yet
- QAR-QD418-5 Rod-Front Susp 797 (191-8043)Document6 pagesQAR-QD418-5 Rod-Front Susp 797 (191-8043)Irwanto ManafNo ratings yet
- Qa1 D85ess-2 Lift CylDocument1 pageQa1 D85ess-2 Lift CylBangkit Wahyu NugrohoNo ratings yet
- Rear Axle: (Cu1 2 3 TON Series)Document44 pagesRear Axle: (Cu1 2 3 TON Series)Brayan NohNo ratings yet
- 4CBT2R, 3R 4CBTK4R, 4cbtyk4r Ce676 PDFDocument393 pages4CBT2R, 3R 4CBTK4R, 4cbtyk4r Ce676 PDFWidlak KocełakNo ratings yet
- Ce676 4CBTR RM 1-4Document144 pagesCe676 4CBTR RM 1-4vitrinetecnicaNo ratings yet
- Ball Valves - MethodDocument28 pagesBall Valves - Methodbloggerparthi100% (1)
- Ce056 06 0707Document20 pagesCe056 06 0707חנן שנירNo ratings yet
- 1264 DatasheetDocument9 pages1264 DatasheetBhawesh SthaNo ratings yet
- REID CatalogDocument54 pagesREID Catalogzhaoye maoNo ratings yet
- 08 B-Mechanical DrawingsDocument3 pages08 B-Mechanical DrawingsmechaengrNo ratings yet
- Open Open Halima Nibas Brochure PDF 2Document28 pagesOpen Open Halima Nibas Brochure PDF 2Md Firoz AlamNo ratings yet
- Tjeg Confirms That All Relevant Details Confirm To The AboveDocument1 pageTjeg Confirms That All Relevant Details Confirm To The AboveRonald ValenciaNo ratings yet
- 915 PartsDocument4 pages915 PartsRobel MTNo ratings yet
- Gabion DesignDocument6 pagesGabion DesignyasirjurabaNo ratings yet
- 1232Xl Lawn Tractor: Parts CatalogDocument36 pages1232Xl Lawn Tractor: Parts CatalogjanNo ratings yet
- Combilift Cseries C10000XL C12000XL SpecsDocument2 pagesCombilift Cseries C10000XL C12000XL Specsayoub EssNo ratings yet
- 467-NR - PartA - 2023-07 (Plate Diminution)Document10 pages467-NR - PartA - 2023-07 (Plate Diminution)altaf.khan139931No ratings yet
- For Tech PubDocument26 pagesFor Tech PubKarthikeyan VickyNo ratings yet
- Clutch OverhaulDocument10 pagesClutch OverhaulAntony JamesNo ratings yet
- Scaled Drawings: Airport Planning ManualDocument6 pagesScaled Drawings: Airport Planning ManualclebersjcNo ratings yet
- Group 7 Main Control Valve: 1. Removal and InstallDocument7 pagesGroup 7 Main Control Valve: 1. Removal and InstallTaha RdmanNo ratings yet
- Intake and ExhaustDocument10 pagesIntake and ExhaustpintuNo ratings yet
- Axle Push Lever - B - 97Document1 pageAxle Push Lever - B - 97Preetam KumarNo ratings yet
- TEKNA Gravity PartsDocument2 pagesTEKNA Gravity PartsjohnNo ratings yet
- The Power of Scarcity: Leveraging Urgency and Demand to Influence Customer DecisionsFrom EverandThe Power of Scarcity: Leveraging Urgency and Demand to Influence Customer DecisionsNo ratings yet
- HOUSING SWING EX-3600 (Before)Document7 pagesHOUSING SWING EX-3600 (Before)Irwanto ManafNo ratings yet
- Centricity Pto Ex 2500Document3 pagesCentricity Pto Ex 2500Irwanto ManafNo ratings yet
- Casing Travel MotorDocument2 pagesCasing Travel MotorIrwanto ManafNo ratings yet
- Case Pto 3600Document2 pagesCase Pto 3600Irwanto ManafNo ratings yet
- Carrier Ex 2500Document6 pagesCarrier Ex 2500Irwanto ManafNo ratings yet
- Case Pto Only IdDocument5 pagesCase Pto Only IdIrwanto ManafNo ratings yet
- Carrier Diff Eh 1700Document2 pagesCarrier Diff Eh 1700Irwanto ManafNo ratings yet
- QAR QD418 115 Rod As Lift CylinderDocument5 pagesQAR QD418 115 Rod As Lift CylinderIrwanto ManafNo ratings yet
- Flange Grease Ex 2500aDocument1 pageFlange Grease Ex 2500aIrwanto ManafNo ratings yet
- QAR-QD418-207 Piston-ParkingDocument5 pagesQAR-QD418-207 Piston-ParkingIrwanto ManafNo ratings yet
- QAR-QD418-79 Housing As-Rear SuspensionDocument6 pagesQAR-QD418-79 Housing As-Rear SuspensionIrwanto ManafNo ratings yet
- Spindle Center JointDocument2 pagesSpindle Center JointIrwanto ManafNo ratings yet
- Bucket Re BushingDocument2 pagesBucket Re BushingIrwanto ManafNo ratings yet
- QAR-QD418-78 Housing As-Rear SuspensionDocument6 pagesQAR-QD418-78 Housing As-Rear SuspensionIrwanto ManafNo ratings yet
- Concentricity PtoDocument3 pagesConcentricity PtoIrwanto ManafNo ratings yet
- Casing Travel Motor 2Document3 pagesCasing Travel Motor 2Irwanto ManafNo ratings yet
- QAR-QD#419-24 Edmo Jack Cylinder GPDocument2 pagesQAR-QD#419-24 Edmo Jack Cylinder GPIrwanto ManafNo ratings yet
- QAR-QD418-51 Rod As-Rear SuspensionDocument5 pagesQAR-QD418-51 Rod As-Rear SuspensionIrwanto ManafNo ratings yet
- QAR-QD418-5 Rod-Front Susp 797 (191-8043)Document6 pagesQAR-QD418-5 Rod-Front Susp 797 (191-8043)Irwanto ManafNo ratings yet
- Chapter #06 - Three YearsDocument41 pagesChapter #06 - Three YearsIrwanto ManafNo ratings yet
- QAR-QD#407-19 Line Shaft (697-LINE SHAFT)Document2 pagesQAR-QD#407-19 Line Shaft (697-LINE SHAFT)Irwanto ManafNo ratings yet
- 5 6264764972983651383Document1 page5 6264764972983651383Irwanto ManafNo ratings yet
- QAR-QD#419-15 Feed Cylinder GPDocument8 pagesQAR-QD#419-15 Feed Cylinder GPIrwanto ManafNo ratings yet
- 003 - Dye Penetrant Testing Report - Rev00 - 02122015Document2 pages003 - Dye Penetrant Testing Report - Rev00 - 02122015Irwanto ManafNo ratings yet
- QAR-QD403-2 Magnetic Particle Inspection ReportDocument2 pagesQAR-QD403-2 Magnetic Particle Inspection ReportIrwanto ManafNo ratings yet
- QAR-QD#407-7 Hollow Printing RollsDocument2 pagesQAR-QD#407-7 Hollow Printing RollsIrwanto ManafNo ratings yet
- Form-Qc-001-616 Washer Pin Pivot StopDocument1 pageForm-Qc-001-616 Washer Pin Pivot StopIrwanto ManafNo ratings yet
- Indonesia Semiconductor Industry DevelopmentDocument24 pagesIndonesia Semiconductor Industry DevelopmentHanifNo ratings yet
- Manitex 1770CDocument6 pagesManitex 1770CJAIME MOTANo ratings yet
- Audi Q5 Quattro (8RB) - EWD HeadlampsDocument43 pagesAudi Q5 Quattro (8RB) - EWD HeadlampsRodolfo DiazNo ratings yet
- Jonway 150 Long Gy6 Engine Parts Catalogue 图 1: Draft 1Document13 pagesJonway 150 Long Gy6 Engine Parts Catalogue 图 1: Draft 1jetionNo ratings yet
- Honda Fit (Jazz) Front Door Panel Removal & Speaker Replacement Guide With Picture Illustrated InstrDocument1 pageHonda Fit (Jazz) Front Door Panel Removal & Speaker Replacement Guide With Picture Illustrated InstrcamtomleeNo ratings yet
- Bajaj GPDocument298 pagesBajaj GPHarpreet Sethi0% (1)
- Lifestyle Asia October 2021Document156 pagesLifestyle Asia October 2021ruygarcia75No ratings yet
- 510 CDocument10 pages510 CLuis Eduardo Corzo EnriquezNo ratings yet
- Checklist of Requirements For New Gasoline StationsDocument2 pagesChecklist of Requirements For New Gasoline StationsCarlo Salva50% (4)
- Mast Explorer Spare PartsDocument114 pagesMast Explorer Spare PartsPaul AbboudNo ratings yet
- Champion-Repair ManualDocument32 pagesChampion-Repair ManualjamesNo ratings yet
- Ata 75 - Engine Air CorDocument23 pagesAta 75 - Engine Air CorIdrisNo ratings yet
- Msese Mba T&L Dissertation - Final Submission Reg No. PG201401397Document75 pagesMsese Mba T&L Dissertation - Final Submission Reg No. PG201401397isabelle bayaniNo ratings yet
- Tolleranze Di Forma, Posiz. Orient. Ecc.Document35 pagesTolleranze Di Forma, Posiz. Orient. Ecc.Angelo ZerellaNo ratings yet
- CC Giacomini Bola FMDocument2 pagesCC Giacomini Bola FMMaisonNo ratings yet
- Biotuning Twin-Tank Kit (Version 2) Fitting and Operation GuidelinesDocument12 pagesBiotuning Twin-Tank Kit (Version 2) Fitting and Operation GuidelinesМаргарита АлександровнаNo ratings yet
- Electrical ShopDocument8 pagesElectrical Shop18-QADEER AHMADNo ratings yet
- TENDLLOD0007Document24 pagesTENDLLOD0007Kan KhabourNo ratings yet
- Kawasaki Ninja 250R: Model EvaluationDocument4 pagesKawasaki Ninja 250R: Model EvaluationDanno NNo ratings yet
- Car Bon em Is S Ion (Electr Icity)Document2 pagesCar Bon em Is S Ion (Electr Icity)yukeyNo ratings yet
- ABS Non ABS NAPARS News No 24 Mar 2023-1Document11 pagesABS Non ABS NAPARS News No 24 Mar 2023-1dj39alxNo ratings yet
- CRI LECTURE OBE 4 IDEA GENERATION Part 1 of 3Document35 pagesCRI LECTURE OBE 4 IDEA GENERATION Part 1 of 3Diana RoseNo ratings yet
- Parts RequestDocument3 pagesParts RequestgreyNo ratings yet
- MBA 569 Volkswagen IT CaseDocument4 pagesMBA 569 Volkswagen IT Caselab106No ratings yet
- The FG Insure App For Seamless Policy Management: To Renew SMS, REN To 9222211100Document9 pagesThe FG Insure App For Seamless Policy Management: To Renew SMS, REN To 9222211100sachingarg1991No ratings yet
- 10-6320 For EMS - 30-6320Document13 pages10-6320 For EMS - 30-6320Alexandru AvrigeanuNo ratings yet
- PM B30D MK63Document730 pagesPM B30D MK63Bassie100% (1)
- Ellis County Sheriff's Incidents, Nov. 30, 2009Document2 pagesEllis County Sheriff's Incidents, Nov. 30, 2009Scott GoldsteinNo ratings yet








































































































Download as xls, pdf, or txt
You might also like
- Toyota Forklift 8FG, D, GK, DK Shop ManualDocument1,108 pagesToyota Forklift 8FG, D, GK, DK Shop ManualDanilo .Theodoro100% (11)
- Linde Forklift Maintenance ManualDocument3 pagesLinde Forklift Maintenance ManualFelipe Carranza23% (22)
- Fdocuments - in Toyota Forklift 8fgu30 Service Repair Manual 1598247764Document21 pagesFdocuments - in Toyota Forklift 8fgu30 Service Repair Manual 1598247764uyf33% (6)
- Toyota 7FBEF 15-20Document671 pagesToyota 7FBEF 15-20Hushanji92% (26)
- Canrig TM120 Carriage Parts Manual PDFDocument47 pagesCanrig TM120 Carriage Parts Manual PDFHenry Alfaro Bermudez100% (1)
- Parts List RA750 / RA850: Hydraulic / Electrical SchematicsDocument79 pagesParts List RA750 / RA850: Hydraulic / Electrical SchematicsFenix MechanicsNo ratings yet
- QAR-QD418-79 Housing As-Rear SuspensionDocument6 pagesQAR-QD418-79 Housing As-Rear SuspensionIrwanto ManafNo ratings yet
- QAR-QD418-51 Rod As-Rear SuspensionDocument5 pagesQAR-QD418-51 Rod As-Rear SuspensionIrwanto ManafNo ratings yet
- QAR QD418 115 Rod As Lift CylinderDocument5 pagesQAR QD418 115 Rod As Lift CylinderIrwanto ManafNo ratings yet
- Qa1 Wa380-3 Control ValveDocument1 pageQa1 Wa380-3 Control ValveEndraNo ratings yet
- Top Roll GroupDocument1 pageTop Roll GroupthaivinhtuyNo ratings yet
- Inspection Test Plan Post-Salvage Inspection: Part Name: Retainer MODEL: 777 PART NO.: 106-2624 / 354-7988Document7 pagesInspection Test Plan Post-Salvage Inspection: Part Name: Retainer MODEL: 777 PART NO.: 106-2624 / 354-7988M Ferry AnwarNo ratings yet
- 15 Intake and ExhaustDocument16 pages15 Intake and Exhaustwanderlei669085No ratings yet
- Ce056 07 0707Document21 pagesCe056 07 0707חנן שנירNo ratings yet
- HF15Document8 pagesHF15marran almarranyNo ratings yet
- 8 Fgu 15Document618 pages8 Fgu 15German Briceño100% (4)
- Oil Control ValveDocument52 pagesOil Control ValveBrayan Noh100% (1)
- 1706C Hydraulic SystemDocument80 pages1706C Hydraulic SystemLeonNo ratings yet
- Qa1 Wa500-3 Demand Valve (1057)Document1 pageQa1 Wa500-3 Demand Valve (1057)EndraNo ratings yet
- QAR-QD405-800 Rod As-Hoist CylinderDocument6 pagesQAR-QD405-800 Rod As-Hoist CylinderIrwanto ManafNo ratings yet
- M&C REPORT 168 3RD SPAN OWG & CGDocument2 pagesM&C REPORT 168 3RD SPAN OWG & CGVidhan Chandra ShahiNo ratings yet
- 00 Manual de Partes REIMERDocument79 pages00 Manual de Partes REIMERFenix MechanicsNo ratings yet
- ZSC PILOT Reg Partes de RepuestoDocument4 pagesZSC PILOT Reg Partes de RepuestoJuan JuanNo ratings yet
- Rec Erc 75 06Document21 pagesRec Erc 75 06MehriNo ratings yet
- 8FG D CE048-09 - 0608 P SteeringDocument21 pages8FG D CE048-09 - 0608 P SteeringDuong Van HoanNo ratings yet
- Duo LineDocument15 pagesDuo Linebjolle88No ratings yet
- Techint: Ethane Pipeline ProjectDocument9 pagesTechint: Ethane Pipeline ProjectjoseNo ratings yet
- VM4C - VM4C1 Vm4Sc - Vm4Sc1 Single Vane Motor: Service InformationDocument4 pagesVM4C - VM4C1 Vm4Sc - Vm4Sc1 Single Vane Motor: Service Informationluisxxx1No ratings yet
- Case Exploded ViewDocument1 pageCase Exploded ViewNirmani HansiniNo ratings yet
- 2000 Kva Dimensional Layout DWGDocument1 page2000 Kva Dimensional Layout DWGasad malikNo ratings yet
- 1 PDFDocument2 pages1 PDFMarcus Principe CostaNo ratings yet
- PioneerPDP507XDDespiece 654329399Document31 pagesPioneerPDP507XDDespiece 654329399chmix38No ratings yet
- Murata MA40 SERIESDocument2 pagesMurata MA40 SERIESMiltonAlvaradoPonceNo ratings yet
- PI444505 Rev 1.16: Seal Carrier Disassembly and Assembly A) B)Document2 pagesPI444505 Rev 1.16: Seal Carrier Disassembly and Assembly A) B)Tiago BNo ratings yet
- Output Shaft and Axle HousingsDocument2 pagesOutput Shaft and Axle Housingseduard resendiz lopezNo ratings yet
- KG-HQ-FM-17-01 Monthly Vehicle Check SheetDocument2 pagesKG-HQ-FM-17-01 Monthly Vehicle Check SheetJames AdamsNo ratings yet
- QAR-QD418-5 Rod-Front Susp 797 (191-8043)Document6 pagesQAR-QD418-5 Rod-Front Susp 797 (191-8043)Irwanto ManafNo ratings yet
- Qa1 D85ess-2 Lift CylDocument1 pageQa1 D85ess-2 Lift CylBangkit Wahyu NugrohoNo ratings yet
- Rear Axle: (Cu1 2 3 TON Series)Document44 pagesRear Axle: (Cu1 2 3 TON Series)Brayan NohNo ratings yet
- 4CBT2R, 3R 4CBTK4R, 4cbtyk4r Ce676 PDFDocument393 pages4CBT2R, 3R 4CBTK4R, 4cbtyk4r Ce676 PDFWidlak KocełakNo ratings yet
- Ce676 4CBTR RM 1-4Document144 pagesCe676 4CBTR RM 1-4vitrinetecnicaNo ratings yet
- Ball Valves - MethodDocument28 pagesBall Valves - Methodbloggerparthi100% (1)
- Ce056 06 0707Document20 pagesCe056 06 0707חנן שנירNo ratings yet
- 1264 DatasheetDocument9 pages1264 DatasheetBhawesh SthaNo ratings yet
- REID CatalogDocument54 pagesREID Catalogzhaoye maoNo ratings yet
- 08 B-Mechanical DrawingsDocument3 pages08 B-Mechanical DrawingsmechaengrNo ratings yet
- Open Open Halima Nibas Brochure PDF 2Document28 pagesOpen Open Halima Nibas Brochure PDF 2Md Firoz AlamNo ratings yet
- Tjeg Confirms That All Relevant Details Confirm To The AboveDocument1 pageTjeg Confirms That All Relevant Details Confirm To The AboveRonald ValenciaNo ratings yet
- 915 PartsDocument4 pages915 PartsRobel MTNo ratings yet
- Gabion DesignDocument6 pagesGabion DesignyasirjurabaNo ratings yet
- 1232Xl Lawn Tractor: Parts CatalogDocument36 pages1232Xl Lawn Tractor: Parts CatalogjanNo ratings yet
- Combilift Cseries C10000XL C12000XL SpecsDocument2 pagesCombilift Cseries C10000XL C12000XL Specsayoub EssNo ratings yet
- 467-NR - PartA - 2023-07 (Plate Diminution)Document10 pages467-NR - PartA - 2023-07 (Plate Diminution)altaf.khan139931No ratings yet
- For Tech PubDocument26 pagesFor Tech PubKarthikeyan VickyNo ratings yet
- Clutch OverhaulDocument10 pagesClutch OverhaulAntony JamesNo ratings yet
- Scaled Drawings: Airport Planning ManualDocument6 pagesScaled Drawings: Airport Planning ManualclebersjcNo ratings yet
- Group 7 Main Control Valve: 1. Removal and InstallDocument7 pagesGroup 7 Main Control Valve: 1. Removal and InstallTaha RdmanNo ratings yet
- Intake and ExhaustDocument10 pagesIntake and ExhaustpintuNo ratings yet
- Axle Push Lever - B - 97Document1 pageAxle Push Lever - B - 97Preetam KumarNo ratings yet
- TEKNA Gravity PartsDocument2 pagesTEKNA Gravity PartsjohnNo ratings yet
- The Power of Scarcity: Leveraging Urgency and Demand to Influence Customer DecisionsFrom EverandThe Power of Scarcity: Leveraging Urgency and Demand to Influence Customer DecisionsNo ratings yet
- HOUSING SWING EX-3600 (Before)Document7 pagesHOUSING SWING EX-3600 (Before)Irwanto ManafNo ratings yet
- Centricity Pto Ex 2500Document3 pagesCentricity Pto Ex 2500Irwanto ManafNo ratings yet
- Casing Travel MotorDocument2 pagesCasing Travel MotorIrwanto ManafNo ratings yet
- Case Pto 3600Document2 pagesCase Pto 3600Irwanto ManafNo ratings yet
- Carrier Ex 2500Document6 pagesCarrier Ex 2500Irwanto ManafNo ratings yet
- Case Pto Only IdDocument5 pagesCase Pto Only IdIrwanto ManafNo ratings yet
- Carrier Diff Eh 1700Document2 pagesCarrier Diff Eh 1700Irwanto ManafNo ratings yet
- QAR QD418 115 Rod As Lift CylinderDocument5 pagesQAR QD418 115 Rod As Lift CylinderIrwanto ManafNo ratings yet
- Flange Grease Ex 2500aDocument1 pageFlange Grease Ex 2500aIrwanto ManafNo ratings yet
- QAR-QD418-207 Piston-ParkingDocument5 pagesQAR-QD418-207 Piston-ParkingIrwanto ManafNo ratings yet
- QAR-QD418-79 Housing As-Rear SuspensionDocument6 pagesQAR-QD418-79 Housing As-Rear SuspensionIrwanto ManafNo ratings yet
- Spindle Center JointDocument2 pagesSpindle Center JointIrwanto ManafNo ratings yet
- Bucket Re BushingDocument2 pagesBucket Re BushingIrwanto ManafNo ratings yet
- QAR-QD418-78 Housing As-Rear SuspensionDocument6 pagesQAR-QD418-78 Housing As-Rear SuspensionIrwanto ManafNo ratings yet
- Concentricity PtoDocument3 pagesConcentricity PtoIrwanto ManafNo ratings yet
- Casing Travel Motor 2Document3 pagesCasing Travel Motor 2Irwanto ManafNo ratings yet
- QAR-QD#419-24 Edmo Jack Cylinder GPDocument2 pagesQAR-QD#419-24 Edmo Jack Cylinder GPIrwanto ManafNo ratings yet
- QAR-QD418-51 Rod As-Rear SuspensionDocument5 pagesQAR-QD418-51 Rod As-Rear SuspensionIrwanto ManafNo ratings yet
- QAR-QD418-5 Rod-Front Susp 797 (191-8043)Document6 pagesQAR-QD418-5 Rod-Front Susp 797 (191-8043)Irwanto ManafNo ratings yet
- Chapter #06 - Three YearsDocument41 pagesChapter #06 - Three YearsIrwanto ManafNo ratings yet
- QAR-QD#407-19 Line Shaft (697-LINE SHAFT)Document2 pagesQAR-QD#407-19 Line Shaft (697-LINE SHAFT)Irwanto ManafNo ratings yet
- 5 6264764972983651383Document1 page5 6264764972983651383Irwanto ManafNo ratings yet
- QAR-QD#419-15 Feed Cylinder GPDocument8 pagesQAR-QD#419-15 Feed Cylinder GPIrwanto ManafNo ratings yet
- 003 - Dye Penetrant Testing Report - Rev00 - 02122015Document2 pages003 - Dye Penetrant Testing Report - Rev00 - 02122015Irwanto ManafNo ratings yet
- QAR-QD403-2 Magnetic Particle Inspection ReportDocument2 pagesQAR-QD403-2 Magnetic Particle Inspection ReportIrwanto ManafNo ratings yet
- QAR-QD#407-7 Hollow Printing RollsDocument2 pagesQAR-QD#407-7 Hollow Printing RollsIrwanto ManafNo ratings yet
- Form-Qc-001-616 Washer Pin Pivot StopDocument1 pageForm-Qc-001-616 Washer Pin Pivot StopIrwanto ManafNo ratings yet
- Indonesia Semiconductor Industry DevelopmentDocument24 pagesIndonesia Semiconductor Industry DevelopmentHanifNo ratings yet
- Manitex 1770CDocument6 pagesManitex 1770CJAIME MOTANo ratings yet
- Audi Q5 Quattro (8RB) - EWD HeadlampsDocument43 pagesAudi Q5 Quattro (8RB) - EWD HeadlampsRodolfo DiazNo ratings yet
- Jonway 150 Long Gy6 Engine Parts Catalogue 图 1: Draft 1Document13 pagesJonway 150 Long Gy6 Engine Parts Catalogue 图 1: Draft 1jetionNo ratings yet
- Honda Fit (Jazz) Front Door Panel Removal & Speaker Replacement Guide With Picture Illustrated InstrDocument1 pageHonda Fit (Jazz) Front Door Panel Removal & Speaker Replacement Guide With Picture Illustrated InstrcamtomleeNo ratings yet
- Bajaj GPDocument298 pagesBajaj GPHarpreet Sethi0% (1)
- Lifestyle Asia October 2021Document156 pagesLifestyle Asia October 2021ruygarcia75No ratings yet
- 510 CDocument10 pages510 CLuis Eduardo Corzo EnriquezNo ratings yet
- Checklist of Requirements For New Gasoline StationsDocument2 pagesChecklist of Requirements For New Gasoline StationsCarlo Salva50% (4)
- Mast Explorer Spare PartsDocument114 pagesMast Explorer Spare PartsPaul AbboudNo ratings yet
- Champion-Repair ManualDocument32 pagesChampion-Repair ManualjamesNo ratings yet
- Ata 75 - Engine Air CorDocument23 pagesAta 75 - Engine Air CorIdrisNo ratings yet
- Msese Mba T&L Dissertation - Final Submission Reg No. PG201401397Document75 pagesMsese Mba T&L Dissertation - Final Submission Reg No. PG201401397isabelle bayaniNo ratings yet
- Tolleranze Di Forma, Posiz. Orient. Ecc.Document35 pagesTolleranze Di Forma, Posiz. Orient. Ecc.Angelo ZerellaNo ratings yet
- CC Giacomini Bola FMDocument2 pagesCC Giacomini Bola FMMaisonNo ratings yet
- Biotuning Twin-Tank Kit (Version 2) Fitting and Operation GuidelinesDocument12 pagesBiotuning Twin-Tank Kit (Version 2) Fitting and Operation GuidelinesМаргарита АлександровнаNo ratings yet
- Electrical ShopDocument8 pagesElectrical Shop18-QADEER AHMADNo ratings yet
- TENDLLOD0007Document24 pagesTENDLLOD0007Kan KhabourNo ratings yet
- Kawasaki Ninja 250R: Model EvaluationDocument4 pagesKawasaki Ninja 250R: Model EvaluationDanno NNo ratings yet
- Car Bon em Is S Ion (Electr Icity)Document2 pagesCar Bon em Is S Ion (Electr Icity)yukeyNo ratings yet
- ABS Non ABS NAPARS News No 24 Mar 2023-1Document11 pagesABS Non ABS NAPARS News No 24 Mar 2023-1dj39alxNo ratings yet
- CRI LECTURE OBE 4 IDEA GENERATION Part 1 of 3Document35 pagesCRI LECTURE OBE 4 IDEA GENERATION Part 1 of 3Diana RoseNo ratings yet
- Parts RequestDocument3 pagesParts RequestgreyNo ratings yet
- MBA 569 Volkswagen IT CaseDocument4 pagesMBA 569 Volkswagen IT Caselab106No ratings yet
- The FG Insure App For Seamless Policy Management: To Renew SMS, REN To 9222211100Document9 pagesThe FG Insure App For Seamless Policy Management: To Renew SMS, REN To 9222211100sachingarg1991No ratings yet
- 10-6320 For EMS - 30-6320Document13 pages10-6320 For EMS - 30-6320Alexandru AvrigeanuNo ratings yet
- PM B30D MK63Document730 pagesPM B30D MK63Bassie100% (1)
- Ellis County Sheriff's Incidents, Nov. 30, 2009Document2 pagesEllis County Sheriff's Incidents, Nov. 30, 2009Scott GoldsteinNo ratings yet