Download as docx, pdf, or txt
You might also like
- 02 - Labelpoint Programmer's Reference ManualDocument131 pages02 - Labelpoint Programmer's Reference ManualAdam Simmons100% (1)
- Programming Guide Evolis Qu2Document69 pagesProgramming Guide Evolis Qu2Dario Gabriel Coz RojasNo ratings yet
- Assembly Programming:Simple, Short, And Straightforward Way Of Learning Assembly LanguageFrom EverandAssembly Programming:Simple, Short, And Straightforward Way Of Learning Assembly LanguageRating: 5 out of 5 stars5/5 (1)
- Practice 1 SolutionsDocument103 pagesPractice 1 SolutionsRodney Espnz62% (13)
- G CODE Manual BasicDocument13 pagesG CODE Manual BasicDejan StalovicNo ratings yet
- Manual Part Programming FormatsDocument22 pagesManual Part Programming FormatsSatish PathakNo ratings yet
- System Programming Question BankDocument3 pagesSystem Programming Question BankSwapneel JadhavNo ratings yet
- Tiffany Shoham - UntitledDocument2 pagesTiffany Shoham - Untitledknoblock_michaelNo ratings yet
- Module III & VDocument53 pagesModule III & VRavi ShankarNo ratings yet
- Part Programming For CNC MachinesDocument36 pagesPart Programming For CNC MachinesMuthuvel M100% (2)
- Module 3 - Module 5 Cad-Cam & ROBOTICS-1Document53 pagesModule 3 - Module 5 Cad-Cam & ROBOTICS-1BASIL BENNYNo ratings yet
- Unit - III CNC Part ProgrammingDocument39 pagesUnit - III CNC Part ProgrammingNarayana PerumalNo ratings yet
- ME0423Document40 pagesME0423Dinesh Kumar JdNo ratings yet
- Manualpartprogramming11 180925055825 PDFDocument43 pagesManualpartprogramming11 180925055825 PDFvaijanath patilNo ratings yet
- Code Optimization Word-Wide Optimization Mixing C and AssemblyDocument13 pagesCode Optimization Word-Wide Optimization Mixing C and AssemblyJoshua DuffyNo ratings yet
- How PCB Gcode WorksDocument3 pagesHow PCB Gcode WorksrobsonpleiteNo ratings yet
- Lecture 9Document22 pagesLecture 9anon_106272691No ratings yet
- TOPIC 4.1 - Blueprint InterpretationDocument43 pagesTOPIC 4.1 - Blueprint InterpretationgepigavinceNo ratings yet
- Cidm NotesDocument23 pagesCidm NotesPrajwal Jaiswal100% (1)
- What Are The Storage Devices in CAD?Document23 pagesWhat Are The Storage Devices in CAD?shunmugeshNo ratings yet
- Texto International Standard Iso 3098-5 Cad Lettering - IsoDocument8 pagesTexto International Standard Iso 3098-5 Cad Lettering - IsoJorge Llimpe RojasNo ratings yet
- Block I Apollo Guidance Computer (AGC) : How To Build One in Your BasementDocument20 pagesBlock I Apollo Guidance Computer (AGC) : How To Build One in Your BasementpabloNo ratings yet
- Formatting Numbers With C++ Output StreamsDocument9 pagesFormatting Numbers With C++ Output StreamsVladNo ratings yet
- Cap318 (System Software) Home Work - Ii: SurendraDocument16 pagesCap318 (System Software) Home Work - Ii: SurendraSurendra Singh ChauhanNo ratings yet
- MPI Lab ManualDocument68 pagesMPI Lab Manualsansure100% (1)
- 10.question Bank With AnswersDocument156 pages10.question Bank With Answersnirav_modhNo ratings yet
- Directives? (JUN/JULY-14)Document9 pagesDirectives? (JUN/JULY-14)Binu KoshyNo ratings yet
- Apame Solver v3.0 TutorialDocument24 pagesApame Solver v3.0 Tutorialmartig87No ratings yet
- Code Generation and Instruction Selection Unit-8Document6 pagesCode Generation and Instruction Selection Unit-8Sridhar Vangapally VNo ratings yet
- Computer Assisted Part ProgrammingDocument21 pagesComputer Assisted Part ProgrammingSanthan SalaiNo ratings yet
- Code GenerationDocument5 pagesCode Generationapi-20012397No ratings yet
- AssemblerDocument36 pagesAssemblerBhagyaratna Wagh100% (1)
- Turbo Product Codes Based On Convolutional CodesDocument8 pagesTurbo Product Codes Based On Convolutional CodesIeħor BissNo ratings yet
- Compusoft, 3 (8), 1059-1064 PDFDocument6 pagesCompusoft, 3 (8), 1059-1064 PDFIjact EditorNo ratings yet
- Cs2304 - System Software (SS) Question Bank Two Mark Question & AnswersDocument18 pagesCs2304 - System Software (SS) Question Bank Two Mark Question & AnswersaarthyNo ratings yet
- cs2304 System Software 2 Marks and 16 Marks With AnswerDocument18 pagescs2304 System Software 2 Marks and 16 Marks With Answermanojkumar024No ratings yet
- System Software 2 Marks and 16 Marks With AnswerDocument23 pagesSystem Software 2 Marks and 16 Marks With AnswerpriyaaramNo ratings yet
- MIC PT 2 Que Bank With Solution 2023 24Document27 pagesMIC PT 2 Que Bank With Solution 2023 24survasesuraj04No ratings yet
- Ch-8 NC ProgrammingDocument35 pagesCh-8 NC ProgrammingHaider AliNo ratings yet
- Floating Point ArithmeticDocument44 pagesFloating Point ArithmeticmadnaveenNo ratings yet
- CD R19 Unit-5Document13 pagesCD R19 Unit-5Nanaji UppeNo ratings yet
- SP Unit-2Document10 pagesSP Unit-2Archana RajanNo ratings yet
- Compiler Notes KCG Unit IVDocument14 pagesCompiler Notes KCG Unit IVSamiksha MishraNo ratings yet
- (SS) System Software Viva Question and AnswersDocument15 pages(SS) System Software Viva Question and AnswersVenkatesh NaiduNo ratings yet
- Question and KeyDocument12 pagesQuestion and KeykevingladsonNo ratings yet
- Flat Assembler 1Document103 pagesFlat Assembler 1Alexander JavinesNo ratings yet
- Lab 1Document10 pagesLab 1sibarama20k100% (1)
- Automatic Programming Tool: Prepared byDocument22 pagesAutomatic Programming Tool: Prepared byDeep BrahmbhattNo ratings yet
- Compiler Notes Unit IVDocument15 pagesCompiler Notes Unit IVsathishsivamNo ratings yet
- BT 0068Document10 pagesBT 0068Mrinal KalitaNo ratings yet
- Answer of Q.2: Figure 1: A Generic ALU That Has 2 Inputs and 1 OutputDocument12 pagesAnswer of Q.2: Figure 1: A Generic ALU That Has 2 Inputs and 1 OutputAmit JainNo ratings yet
- Viva Voce Questions With AnswersDocument18 pagesViva Voce Questions With AnswersHari71% (17)
- Syssoft 1Document19 pagesSyssoft 1api-3826913No ratings yet
- 4 3 GT AbkDocument27 pages4 3 GT AbkadaviNo ratings yet
- Nouveau Microsoft Word DocumentDocument247 pagesNouveau Microsoft Word DocumentHafsi NawfelNo ratings yet
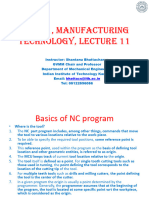
- Manufacturing Technology (ME461) Lecture11Document15 pagesManufacturing Technology (ME461) Lecture11candypop8725No ratings yet
- DSTV Format VS7 PDFDocument23 pagesDSTV Format VS7 PDFQuốc KhánhNo ratings yet
- System Software 2 Marks Questions: Unit I - IntroductionDocument9 pagesSystem Software 2 Marks Questions: Unit I - IntroductionSreemol RNo ratings yet
- MCE 328 Syllabus - Spring 2021Document3 pagesMCE 328 Syllabus - Spring 2021Ali Adnaan RazaNo ratings yet
- Evaluating The Seismic Coefficient For Slope Stability AnalysesDocument68 pagesEvaluating The Seismic Coefficient For Slope Stability AnalysestsuakNo ratings yet
- Full Download Trigonometry 10th Edition Larson Solutions ManualDocument35 pagesFull Download Trigonometry 10th Edition Larson Solutions Manuallucas43mreed100% (36)
- Excel SolverDocument10 pagesExcel SolverSumant SharmaNo ratings yet
- MHA Specifications Summary: DC Interface Specifications in Current Alarm ModeDocument10 pagesMHA Specifications Summary: DC Interface Specifications in Current Alarm ModeAnonymous 4AsL7ccNo ratings yet
- Chapter 13, Weather, HOMEWORKDocument4 pagesChapter 13, Weather, HOMEWORKsamed brionesNo ratings yet
- Maintenance InstructionsDocument30 pagesMaintenance InstructionsAmir HodzicNo ratings yet
- IMS Primer: Rick Long, Mark Harrington, Robert Hain, Geoff NichollsDocument300 pagesIMS Primer: Rick Long, Mark Harrington, Robert Hain, Geoff NichollsNarasimha Rao SiramNo ratings yet
- On AstrologyDocument9,640 pagesOn Astrologyshridhar joshiNo ratings yet
- Volvo 760 Gle Turbo Diesel Owners Manual 1984Document121 pagesVolvo 760 Gle Turbo Diesel Owners Manual 1984Ciprian Clapa100% (2)
- DE+MPLAB AssignmentDocument8 pagesDE+MPLAB AssignmentBeena ShettyNo ratings yet
- Mee2016 Rapid Manufacturing Technologies Dr. Fathima Patham K, A2 SlotDocument10 pagesMee2016 Rapid Manufacturing Technologies Dr. Fathima Patham K, A2 SlotRishitej rao KulakarniNo ratings yet
- 0 - PANASONIC Horizontal Deflection Transistor Series For TV PDFDocument11 pages0 - PANASONIC Horizontal Deflection Transistor Series For TV PDFalex3712No ratings yet
- Ee 451 Homework 7 Spring 2016Document2 pagesEe 451 Homework 7 Spring 2016michaelNo ratings yet
- Isothermal Reactor Design: 1. Batch OperationDocument3 pagesIsothermal Reactor Design: 1. Batch Operationنزار الدهاميNo ratings yet
- Bracing Connection Work Point PDFDocument2 pagesBracing Connection Work Point PDFaams_sNo ratings yet
- Mensuration FormulasDocument12 pagesMensuration FormulasAmey KaleNo ratings yet
- Understanding Calculation ScriptsDocument17 pagesUnderstanding Calculation ScriptsKrishna TilakNo ratings yet
- Btech Ece 8 Sem Digital Image Processing 2011Document7 pagesBtech Ece 8 Sem Digital Image Processing 2011Abhijit DasNo ratings yet
- TenTec Owner's Manual Omni-A and D Transceiver and Model 280 Power Supply, 1980.Document91 pagesTenTec Owner's Manual Omni-A and D Transceiver and Model 280 Power Supply, 1980.Bob Laughlin, KWØRL100% (2)
- Mikro ElektronicDocument194 pagesMikro ElektronicChathurani AriyarathnaNo ratings yet
- Dali RC Basic So Control UnitDocument21 pagesDali RC Basic So Control Unitdwi wahyu sugiartoNo ratings yet
- A GCE Chemistry 2815 03 June 2007 Question PaperDocument12 pagesA GCE Chemistry 2815 03 June 2007 Question Paperchelini2009No ratings yet
- Jumbo Sandvik DB120 InglésDocument4 pagesJumbo Sandvik DB120 InglésJavier Ruiz AbarcaNo ratings yet
- Question 1 (Problem 2-5 in The Text)Document5 pagesQuestion 1 (Problem 2-5 in The Text)Racheal KirbyNo ratings yet
- Project in Industrial ElectronicsDocument50 pagesProject in Industrial ElectronicsShiela100% (1)
- Sicor Geared 10 Feb20Document8 pagesSicor Geared 10 Feb20Pritesh NaikNo ratings yet
- Electrical Specification Technical SpeacificationDocument194 pagesElectrical Specification Technical SpeacificationPravin BoteNo ratings yet