
Awwa C217-23
Awwa C217-23
You might also like
- Asme Pvho-2-2019Document61 pagesAsme Pvho-2-2019Vijay KumarNo ratings yet
- Asme B31T-2021Document69 pagesAsme B31T-2021Vijay KumarNo ratings yet
- AWWA-AWWA D121-2014 GRP Bolted Water Storage TanksDocument89 pagesAWWA-AWWA D121-2014 GRP Bolted Water Storage TanksvirtechNo ratings yet
- Awwa B303-00Document28 pagesAwwa B303-00Erdi ErdoganNo ratings yet
- Ultrasonic Welding of Lithium-Ion Batteries: Enter asset subtitleFrom EverandUltrasonic Welding of Lithium-Ion Batteries: Enter asset subtitleNo ratings yet
- Apcolite Shade Card PDFDocument6 pagesApcolite Shade Card PDFAyush Bhadani50% (2)
- Guidelines For The Application of Waterproof Membranes To Bridge DecksDocument14 pagesGuidelines For The Application of Waterproof Membranes To Bridge DecksTin DanNo ratings yet
- AWWA Standard C305Document14 pagesAWWA Standard C305ajay00050% (2)
- AWWA C207 Ed 2018 PDFDocument40 pagesAWWA C207 Ed 2018 PDFNicole PalomaresNo ratings yet
- Thermosetting Fiberglass-Reinforced Plastic Tanks: AWWA StandardDocument48 pagesThermosetting Fiberglass-Reinforced Plastic Tanks: AWWA StandardAhmed BadrNo ratings yet
- C400 93Document20 pagesC400 93satm36289No ratings yet
- AWWA G200-15 - Distribution Systems Operation and ManagementDocument32 pagesAWWA G200-15 - Distribution Systems Operation and ManagementHồ Trung ThôngNo ratings yet
- AWWA C540-02 Actuadores Eléctricos para CompuertasDocument44 pagesAWWA C540-02 Actuadores Eléctricos para CompuertaspacojavierrojasNo ratings yet
- Wastewater Treatment Plant Operation and ManagementDocument4 pagesWastewater Treatment Plant Operation and ManagementAhmed M. AbdelazizNo ratings yet
- AWWA, N - A - EPI-DMA Polyamines-American Water Works Association (2014)Document32 pagesAWWA, N - A - EPI-DMA Polyamines-American Water Works Association (2014)Obaida Hatem100% (2)
- Awwa E103-15Document92 pagesAwwa E103-15florezescobar100% (3)
- Powder Metallurgy (PM) Titanium and Titanium Alloy Structural ComponentsDocument4 pagesPowder Metallurgy (PM) Titanium and Titanium Alloy Structural ComponentsVijay KumarNo ratings yet
- Section 5.0 - Epoxy Coatin SystemsDocument36 pagesSection 5.0 - Epoxy Coatin SystemsgemotorresNo ratings yet
- Heat-Shrinkable Cross-Linked Polyolefin Coatings For Steel Water Pipe and FittingsDocument28 pagesHeat-Shrinkable Cross-Linked Polyolefin Coatings For Steel Water Pipe and FittingsalejandrohwNo ratings yet
- C111-23 LookInsideDocument16 pagesC111-23 LookInsideQuang Huy VuNo ratings yet
- C219-23 LookInsideDocument13 pagesC219-23 LookInsidemrdino2012No ratings yet
- C209 19LookInsideDocument6 pagesC209 19LookInsideMekineNo ratings yet
- AWWA-C207 (2018) - Steel Pipe Flanges For Waterworks ServiceDocument40 pagesAWWA-C207 (2018) - Steel Pipe Flanges For Waterworks ServicePubcrawlNo ratings yet
- Previews - 2D 2017Document13 pagesPreviews - 2D 2017hassanNo ratings yet
- C623-22 DD LookInsideDocument14 pagesC623-22 DD LookInsidePaulNo ratings yet
- Awwa C207 2018Document40 pagesAwwa C207 2018JacobUnda100% (1)
- Awwa C509-23Document52 pagesAwwa C509-23Vijay KumarNo ratings yet
- AWWA C517-16 (R21) LookInsideDocument13 pagesAWWA C517-16 (R21) LookInsideGonzalo PerezNo ratings yet
- Awwa b112 19 Microfiltration and Ultrafiltration Membrane Systems 1nbsped 9781613005132 9781625763419Document44 pagesAwwa b112 19 Microfiltration and Ultrafiltration Membrane Systems 1nbsped 9781613005132 9781625763419Noor Anter100% (1)
- Flexible-Membrane-Lining and Floating-Cover Materials For Potable Water StorageDocument16 pagesFlexible-Membrane-Lining and Floating-Cover Materials For Potable Water StorageNanangNo ratings yet
- Liquid Sodium Silicate: Awwa StandardDocument24 pagesLiquid Sodium Silicate: Awwa Standardjuan pablo suarezNo ratings yet
- Norma Awwa C507-99 PDFDocument24 pagesNorma Awwa C507-99 PDFAnderson SiqueiraNo ratings yet
- Ansi Awwa c229-20Document28 pagesAnsi Awwa c229-20Attalh Djaafar AttalhNo ratings yet
- 2009 Ashrae Handbook - Fundamentals (Si Edition)Document16 pages2009 Ashrae Handbook - Fundamentals (Si Edition)Christian Andrés Cortés Suárez100% (1)
- Awwa C222-18Document32 pagesAwwa C222-18Vartika Uprety100% (3)
- ANSI - AWWA B304-13 - Liquid Oxygen For Ozone Generation For Water, Wastewater, and Reclaimed Water Sy (Z-Lib - Io) (1) 1Document28 pagesANSI - AWWA B304-13 - Liquid Oxygen For Ozone Generation For Water, Wastewater, and Reclaimed Water Sy (Z-Lib - Io) (1) 1Feyza KaragözNo ratings yet
- Bolted Aboveground Thermosetting Fiberglass-Reinforced Plastic Panel-Type Tanks For Water StorageDocument85 pagesBolted Aboveground Thermosetting Fiberglass-Reinforced Plastic Panel-Type Tanks For Water StorageVasile MariusNo ratings yet
- Automatically Controlled, Impressed-Current Cathodic Protection For The Interior of Steel Water TanksDocument28 pagesAutomatically Controlled, Impressed-Current Cathodic Protection For The Interior of Steel Water TanksNanangNo ratings yet
- Estudio de SueloDocument15 pagesEstudio de SuelojosesantimateoNo ratings yet
- Previews 1939079 PreDocument13 pagesPreviews 1939079 PreFernando QuirozNo ratings yet
- F101 96Document24 pagesF101 96naser712No ratings yet
- Awwa Pipe Concret Installation C603-96 (RDD)Document21 pagesAwwa Pipe Concret Installation C603-96 (RDD)Vinueza AndrésNo ratings yet
- C900-22 LookInsideDocument13 pagesC900-22 LookInsideJuan GuevaraNo ratings yet
- Thermosetting Fiberglass-Reinforced Plastic Tanks: AWWA StandardDocument48 pagesThermosetting Fiberglass-Reinforced Plastic Tanks: AWWA StandardChristian LeobreraNo ratings yet
- Awwa C541-16Document48 pagesAwwa C541-16Boz Van DuynNo ratings yet
- Awwa C540-93Document32 pagesAwwa C540-93Erdi ErdoganNo ratings yet
- AWWA B453-13 PolyacrylamideDocument44 pagesAWWA B453-13 PolyacrylamideAl Ghifar100% (2)
- B201 98Document16 pagesB201 98Ahmed HussienNo ratings yet
- Astm C25Document24 pagesAstm C25cynthia lecca rodriguezNo ratings yet
- F102 96Document20 pagesF102 96chavico113No ratings yet
- Awwa c501-1992 铸铁闸阀Document24 pagesAwwa c501-1992 铸铁闸阀allauScribd0% (1)
- Powdered Activated Carbon: AWWA StandardDocument5 pagesPowdered Activated Carbon: AWWA StandardSistema de Gestão Rio DesertoNo ratings yet
- Ozone Systems For WaterDocument6 pagesOzone Systems For WaterAjay KastureNo ratings yet
- B512-23 LookInsideDocument11 pagesB512-23 LookInsideQuang Huy VuNo ratings yet
- Awwa B300-99Document16 pagesAwwa B300-99Erdi ErdoganNo ratings yet
- Pilot-Operated Control Valves: AWWA StandardDocument32 pagesPilot-Operated Control Valves: AWWA StandardAnnie De WildeNo ratings yet
- ANSI b301 99pdfDocument20 pagesANSI b301 99pdfstrip1No ratings yet
- Awwa C304-07Document144 pagesAwwa C304-07Roberto Ramírez100% (1)
- Textbook Wastewater Treatment Plant Operation and Management First Edition Not Available Ebook All Chapter PDFDocument52 pagesTextbook Wastewater Treatment Plant Operation and Management First Edition Not Available Ebook All Chapter PDFsandra.curtis404100% (5)
- Awwa C561 Fabricated Stainless Steel Slide GatesDocument36 pagesAwwa C561 Fabricated Stainless Steel Slide GatesLuis DanielNo ratings yet
- B451-23 LookInsideDocument13 pagesB451-23 LookInsideQuang Huy VuNo ratings yet
- WWW Academia Edu 38196938 AWWA C208 96 Dimensions For FabricDocument28 pagesWWW Academia Edu 38196938 AWWA C208 96 Dimensions For FabricstpandiNo ratings yet
- Awwa B603-23Document24 pagesAwwa B603-23Vijay KumarNo ratings yet
- AWWA C600 1999 Installation of DuctileDocument32 pagesAWWA C600 1999 Installation of DuctileMaximilianoNo ratings yet
- (AWWA Standard F110-12) AWWA-Ultraviolet Disinfection Systems For Drinking Water - Effective Date, Aug. 1, 2012-American Water Works Association (2012)Document30 pages(AWWA Standard F110-12) AWWA-Ultraviolet Disinfection Systems For Drinking Water - Effective Date, Aug. 1, 2012-American Water Works Association (2012)Ujak KimiaNo ratings yet
- Electromagnetic Well Logging: Models for MWD / LWD Interpretation and Tool DesignFrom EverandElectromagnetic Well Logging: Models for MWD / LWD Interpretation and Tool DesignRating: 5 out of 5 stars5/5 (1)
- Macroetch Testing of Consumable Electrode Remelted Steel Bars and BilletsDocument14 pagesMacroetch Testing of Consumable Electrode Remelted Steel Bars and BilletssalloyplanningNo ratings yet
- BS en Iso 8659-2020Document14 pagesBS en Iso 8659-2020Vijay KumarNo ratings yet
- Iso 11553-1-2020Document30 pagesIso 11553-1-2020Vijay KumarNo ratings yet
- BS en Iso 8659-2020Document30 pagesBS en Iso 8659-2020Vijay KumarNo ratings yet
- Iso 14002-1-2019Document21 pagesIso 14002-1-2019Vijay KumarNo ratings yet
- Iso 19232-5-2013-07Document12 pagesIso 19232-5-2013-07Vijay KumarNo ratings yet
- Abir Infrastructure Private LTD: Plumbness ReportDocument7 pagesAbir Infrastructure Private LTD: Plumbness ReportVijay KumarNo ratings yet
- BS 0-2021Document48 pagesBS 0-2021Vijay KumarNo ratings yet
- BS en Iec 61010-2-040-2021Document46 pagesBS en Iec 61010-2-040-2021Vijay KumarNo ratings yet
- MSS SP-114 2018Document42 pagesMSS SP-114 2018Vijay Kumar100% (1)
- Amercoat 68hsvocDocument6 pagesAmercoat 68hsvocVijay KumarNo ratings yet
- Awwa C509-23Document52 pagesAwwa C509-23Vijay KumarNo ratings yet
- 026a-Fit Up ReportDocument18 pages026a-Fit Up ReportVijay KumarNo ratings yet
- MSS SP-93-2020Document10 pagesMSS SP-93-2020Vijay KumarNo ratings yet
- Amerlock 400 Sigmacover 400Document6 pagesAmerlock 400 Sigmacover 400Vijay KumarNo ratings yet
- 822-Code Practice For Inspection of WeldDocument40 pages822-Code Practice For Inspection of WeldVijay KumarNo ratings yet
- WeldingTrainingDocument18 pagesWeldingTrainingVijay KumarNo ratings yet
- Amercoat 68HSDocument7 pagesAmercoat 68HSVijay KumarNo ratings yet
- 026A-FR-RSS01 To RSS88Document7 pages026A-FR-RSS01 To RSS88Vijay KumarNo ratings yet
- API 510-Kuwait PetroleumDocument392 pagesAPI 510-Kuwait PetroleumVijay Kumar100% (1)
- Advances in Welding Technologies For Process Development (2019)Document311 pagesAdvances in Welding Technologies For Process Development (2019)Vijay KumarNo ratings yet
- Laboratory Test Report: Male 37 YearsDocument12 pagesLaboratory Test Report: Male 37 YearsVijay KumarNo ratings yet
- Acetabular Prostheses: Standard Specification ForDocument6 pagesAcetabular Prostheses: Standard Specification ForVijay KumarNo ratings yet
- Void Content of Reinforced Plastics: Standard Test Methods ForDocument4 pagesVoid Content of Reinforced Plastics: Standard Test Methods ForVijay KumarNo ratings yet
- Pitt-Chart NXDocument65 pagesPitt-Chart NXJefry SandyNo ratings yet
- Floor Tiling Installation GuideDocument37 pagesFloor Tiling Installation GuideGashi ArianitNo ratings yet
- TDS - P. v. A. Primer - English (Uk) - Issued.12.03.2011 - tcm88-27940Document3 pagesTDS - P. v. A. Primer - English (Uk) - Issued.12.03.2011 - tcm88-27940Sadam HussainNo ratings yet
- Joint Sealants For Curtain Wall WaterproofingDocument5 pagesJoint Sealants For Curtain Wall WaterproofingMAJ1980100% (1)
- Chartek 7 PresentationDocument27 pagesChartek 7 PresentationAhmed IbrahimNo ratings yet
- #5.COVID19 BSS555 Assignment 2 (Group) TemplateDocument54 pages#5.COVID19 BSS555 Assignment 2 (Group) TemplateanasNo ratings yet
- RA1158-RHDHV-EG-ZZ-SC-S-9001-A1-C06 - Dock Gates Specification-Pg27-28Document2 pagesRA1158-RHDHV-EG-ZZ-SC-S-9001-A1-C06 - Dock Gates Specification-Pg27-28AnasNo ratings yet
- Berger BCG MatrixDocument21 pagesBerger BCG MatrixMoinuddin Ahmed33% (3)
- Khaadi Fabric Store at - Boq (r2) - Id Works - 24-12-2018Document48 pagesKhaadi Fabric Store at - Boq (r2) - Id Works - 24-12-2018Kashan ShoukatNo ratings yet
- Work Method Statement For Painting WorkDocument3 pagesWork Method Statement For Painting WorkMicheal B Haizen67% (9)
- SSPC How To UseDocument7 pagesSSPC How To UseffdsNo ratings yet
- Musikot Final To SumbitDocument117 pagesMusikot Final To SumbitAsan GajurelNo ratings yet
- ChemLine Surface Preparation Guide ConcreteDocument18 pagesChemLine Surface Preparation Guide ConcretemadhurajshNo ratings yet
- Vol. IIDocument61 pagesVol. IIkarimNo ratings yet
- 2010 12 Zinc Rich PrimersDocument11 pages2010 12 Zinc Rich PrimersMLH1966100% (2)
- Polibrid 705E Application Guide en RV3Document24 pagesPolibrid 705E Application Guide en RV3shahaNo ratings yet
- Carboguard 504 PDSDocument4 pagesCarboguard 504 PDSNicholas ColesNo ratings yet
- HTLP-80 Application ProcedureDocument9 pagesHTLP-80 Application ProceduremaheshNo ratings yet
- Mad Dog Primer BrochureDocument2 pagesMad Dog Primer BrochureMad Dog Paint ProductsNo ratings yet
- Jotafloor Rapid Dry: Technical Data SheetDocument1 pageJotafloor Rapid Dry: Technical Data SheetTamerTamerNo ratings yet
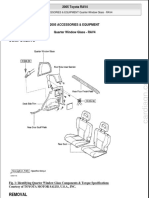
- Components: 2005 Toyota RAV4 2005 Toyota RAV4Document14 pagesComponents: 2005 Toyota RAV4 2005 Toyota RAV4Sonny RaymundoNo ratings yet
- 2020-05-28 12-30 Copy of SBU - MasterTop - 1913 - EN - 2016Document4 pages2020-05-28 12-30 Copy of SBU - MasterTop - 1913 - EN - 2016AGSMotoVlog 06No ratings yet
- Pieghevole Icap Sira Woodcoating Settembre 2022Document2 pagesPieghevole Icap Sira Woodcoating Settembre 2022kingkb58No ratings yet
- BASF MasterEmaco S488Document2 pagesBASF MasterEmaco S488HJNo ratings yet
- 2conducting Simple Factorial DesignDocument5 pages2conducting Simple Factorial DesignRay PratamaNo ratings yet
- 2017 Sato Dentin Bonding Durability of Two-Step Self-Etch Adhesives With Improved of Degree of Conversion of Adhesive ResinsDocument7 pages2017 Sato Dentin Bonding Durability of Two-Step Self-Etch Adhesives With Improved of Degree of Conversion of Adhesive ResinsComarzzoNo ratings yet
- Jenson Company Profile AbhiDocument9 pagesJenson Company Profile AbhiSaurabh KhandeliaNo ratings yet
















































































































Download as pdf or txt
You might also like
- Asme Pvho-2-2019Document61 pagesAsme Pvho-2-2019Vijay KumarNo ratings yet
- Asme B31T-2021Document69 pagesAsme B31T-2021Vijay KumarNo ratings yet
- AWWA-AWWA D121-2014 GRP Bolted Water Storage TanksDocument89 pagesAWWA-AWWA D121-2014 GRP Bolted Water Storage TanksvirtechNo ratings yet
- Awwa B303-00Document28 pagesAwwa B303-00Erdi ErdoganNo ratings yet
- Ultrasonic Welding of Lithium-Ion Batteries: Enter asset subtitleFrom EverandUltrasonic Welding of Lithium-Ion Batteries: Enter asset subtitleNo ratings yet
- Apcolite Shade Card PDFDocument6 pagesApcolite Shade Card PDFAyush Bhadani50% (2)
- Guidelines For The Application of Waterproof Membranes To Bridge DecksDocument14 pagesGuidelines For The Application of Waterproof Membranes To Bridge DecksTin DanNo ratings yet
- AWWA Standard C305Document14 pagesAWWA Standard C305ajay00050% (2)
- AWWA C207 Ed 2018 PDFDocument40 pagesAWWA C207 Ed 2018 PDFNicole PalomaresNo ratings yet
- Thermosetting Fiberglass-Reinforced Plastic Tanks: AWWA StandardDocument48 pagesThermosetting Fiberglass-Reinforced Plastic Tanks: AWWA StandardAhmed BadrNo ratings yet
- C400 93Document20 pagesC400 93satm36289No ratings yet
- AWWA G200-15 - Distribution Systems Operation and ManagementDocument32 pagesAWWA G200-15 - Distribution Systems Operation and ManagementHồ Trung ThôngNo ratings yet
- AWWA C540-02 Actuadores Eléctricos para CompuertasDocument44 pagesAWWA C540-02 Actuadores Eléctricos para CompuertaspacojavierrojasNo ratings yet
- Wastewater Treatment Plant Operation and ManagementDocument4 pagesWastewater Treatment Plant Operation and ManagementAhmed M. AbdelazizNo ratings yet
- AWWA, N - A - EPI-DMA Polyamines-American Water Works Association (2014)Document32 pagesAWWA, N - A - EPI-DMA Polyamines-American Water Works Association (2014)Obaida Hatem100% (2)
- Awwa E103-15Document92 pagesAwwa E103-15florezescobar100% (3)
- Powder Metallurgy (PM) Titanium and Titanium Alloy Structural ComponentsDocument4 pagesPowder Metallurgy (PM) Titanium and Titanium Alloy Structural ComponentsVijay KumarNo ratings yet
- Section 5.0 - Epoxy Coatin SystemsDocument36 pagesSection 5.0 - Epoxy Coatin SystemsgemotorresNo ratings yet
- Heat-Shrinkable Cross-Linked Polyolefin Coatings For Steel Water Pipe and FittingsDocument28 pagesHeat-Shrinkable Cross-Linked Polyolefin Coatings For Steel Water Pipe and FittingsalejandrohwNo ratings yet
- C111-23 LookInsideDocument16 pagesC111-23 LookInsideQuang Huy VuNo ratings yet
- C219-23 LookInsideDocument13 pagesC219-23 LookInsidemrdino2012No ratings yet
- C209 19LookInsideDocument6 pagesC209 19LookInsideMekineNo ratings yet
- AWWA-C207 (2018) - Steel Pipe Flanges For Waterworks ServiceDocument40 pagesAWWA-C207 (2018) - Steel Pipe Flanges For Waterworks ServicePubcrawlNo ratings yet
- Previews - 2D 2017Document13 pagesPreviews - 2D 2017hassanNo ratings yet
- C623-22 DD LookInsideDocument14 pagesC623-22 DD LookInsidePaulNo ratings yet
- Awwa C207 2018Document40 pagesAwwa C207 2018JacobUnda100% (1)
- Awwa C509-23Document52 pagesAwwa C509-23Vijay KumarNo ratings yet
- AWWA C517-16 (R21) LookInsideDocument13 pagesAWWA C517-16 (R21) LookInsideGonzalo PerezNo ratings yet
- Awwa b112 19 Microfiltration and Ultrafiltration Membrane Systems 1nbsped 9781613005132 9781625763419Document44 pagesAwwa b112 19 Microfiltration and Ultrafiltration Membrane Systems 1nbsped 9781613005132 9781625763419Noor Anter100% (1)
- Flexible-Membrane-Lining and Floating-Cover Materials For Potable Water StorageDocument16 pagesFlexible-Membrane-Lining and Floating-Cover Materials For Potable Water StorageNanangNo ratings yet
- Liquid Sodium Silicate: Awwa StandardDocument24 pagesLiquid Sodium Silicate: Awwa Standardjuan pablo suarezNo ratings yet
- Norma Awwa C507-99 PDFDocument24 pagesNorma Awwa C507-99 PDFAnderson SiqueiraNo ratings yet
- Ansi Awwa c229-20Document28 pagesAnsi Awwa c229-20Attalh Djaafar AttalhNo ratings yet
- 2009 Ashrae Handbook - Fundamentals (Si Edition)Document16 pages2009 Ashrae Handbook - Fundamentals (Si Edition)Christian Andrés Cortés Suárez100% (1)
- Awwa C222-18Document32 pagesAwwa C222-18Vartika Uprety100% (3)
- ANSI - AWWA B304-13 - Liquid Oxygen For Ozone Generation For Water, Wastewater, and Reclaimed Water Sy (Z-Lib - Io) (1) 1Document28 pagesANSI - AWWA B304-13 - Liquid Oxygen For Ozone Generation For Water, Wastewater, and Reclaimed Water Sy (Z-Lib - Io) (1) 1Feyza KaragözNo ratings yet
- Bolted Aboveground Thermosetting Fiberglass-Reinforced Plastic Panel-Type Tanks For Water StorageDocument85 pagesBolted Aboveground Thermosetting Fiberglass-Reinforced Plastic Panel-Type Tanks For Water StorageVasile MariusNo ratings yet
- Automatically Controlled, Impressed-Current Cathodic Protection For The Interior of Steel Water TanksDocument28 pagesAutomatically Controlled, Impressed-Current Cathodic Protection For The Interior of Steel Water TanksNanangNo ratings yet
- Estudio de SueloDocument15 pagesEstudio de SuelojosesantimateoNo ratings yet
- Previews 1939079 PreDocument13 pagesPreviews 1939079 PreFernando QuirozNo ratings yet
- F101 96Document24 pagesF101 96naser712No ratings yet
- Awwa Pipe Concret Installation C603-96 (RDD)Document21 pagesAwwa Pipe Concret Installation C603-96 (RDD)Vinueza AndrésNo ratings yet
- C900-22 LookInsideDocument13 pagesC900-22 LookInsideJuan GuevaraNo ratings yet
- Thermosetting Fiberglass-Reinforced Plastic Tanks: AWWA StandardDocument48 pagesThermosetting Fiberglass-Reinforced Plastic Tanks: AWWA StandardChristian LeobreraNo ratings yet
- Awwa C541-16Document48 pagesAwwa C541-16Boz Van DuynNo ratings yet
- Awwa C540-93Document32 pagesAwwa C540-93Erdi ErdoganNo ratings yet
- AWWA B453-13 PolyacrylamideDocument44 pagesAWWA B453-13 PolyacrylamideAl Ghifar100% (2)
- B201 98Document16 pagesB201 98Ahmed HussienNo ratings yet
- Astm C25Document24 pagesAstm C25cynthia lecca rodriguezNo ratings yet
- F102 96Document20 pagesF102 96chavico113No ratings yet
- Awwa c501-1992 铸铁闸阀Document24 pagesAwwa c501-1992 铸铁闸阀allauScribd0% (1)
- Powdered Activated Carbon: AWWA StandardDocument5 pagesPowdered Activated Carbon: AWWA StandardSistema de Gestão Rio DesertoNo ratings yet
- Ozone Systems For WaterDocument6 pagesOzone Systems For WaterAjay KastureNo ratings yet
- B512-23 LookInsideDocument11 pagesB512-23 LookInsideQuang Huy VuNo ratings yet
- Awwa B300-99Document16 pagesAwwa B300-99Erdi ErdoganNo ratings yet
- Pilot-Operated Control Valves: AWWA StandardDocument32 pagesPilot-Operated Control Valves: AWWA StandardAnnie De WildeNo ratings yet
- ANSI b301 99pdfDocument20 pagesANSI b301 99pdfstrip1No ratings yet
- Awwa C304-07Document144 pagesAwwa C304-07Roberto Ramírez100% (1)
- Textbook Wastewater Treatment Plant Operation and Management First Edition Not Available Ebook All Chapter PDFDocument52 pagesTextbook Wastewater Treatment Plant Operation and Management First Edition Not Available Ebook All Chapter PDFsandra.curtis404100% (5)
- Awwa C561 Fabricated Stainless Steel Slide GatesDocument36 pagesAwwa C561 Fabricated Stainless Steel Slide GatesLuis DanielNo ratings yet
- B451-23 LookInsideDocument13 pagesB451-23 LookInsideQuang Huy VuNo ratings yet
- WWW Academia Edu 38196938 AWWA C208 96 Dimensions For FabricDocument28 pagesWWW Academia Edu 38196938 AWWA C208 96 Dimensions For FabricstpandiNo ratings yet
- Awwa B603-23Document24 pagesAwwa B603-23Vijay KumarNo ratings yet
- AWWA C600 1999 Installation of DuctileDocument32 pagesAWWA C600 1999 Installation of DuctileMaximilianoNo ratings yet
- (AWWA Standard F110-12) AWWA-Ultraviolet Disinfection Systems For Drinking Water - Effective Date, Aug. 1, 2012-American Water Works Association (2012)Document30 pages(AWWA Standard F110-12) AWWA-Ultraviolet Disinfection Systems For Drinking Water - Effective Date, Aug. 1, 2012-American Water Works Association (2012)Ujak KimiaNo ratings yet
- Electromagnetic Well Logging: Models for MWD / LWD Interpretation and Tool DesignFrom EverandElectromagnetic Well Logging: Models for MWD / LWD Interpretation and Tool DesignRating: 5 out of 5 stars5/5 (1)
- Macroetch Testing of Consumable Electrode Remelted Steel Bars and BilletsDocument14 pagesMacroetch Testing of Consumable Electrode Remelted Steel Bars and BilletssalloyplanningNo ratings yet
- BS en Iso 8659-2020Document14 pagesBS en Iso 8659-2020Vijay KumarNo ratings yet
- Iso 11553-1-2020Document30 pagesIso 11553-1-2020Vijay KumarNo ratings yet
- BS en Iso 8659-2020Document30 pagesBS en Iso 8659-2020Vijay KumarNo ratings yet
- Iso 14002-1-2019Document21 pagesIso 14002-1-2019Vijay KumarNo ratings yet
- Iso 19232-5-2013-07Document12 pagesIso 19232-5-2013-07Vijay KumarNo ratings yet
- Abir Infrastructure Private LTD: Plumbness ReportDocument7 pagesAbir Infrastructure Private LTD: Plumbness ReportVijay KumarNo ratings yet
- BS 0-2021Document48 pagesBS 0-2021Vijay KumarNo ratings yet
- BS en Iec 61010-2-040-2021Document46 pagesBS en Iec 61010-2-040-2021Vijay KumarNo ratings yet
- MSS SP-114 2018Document42 pagesMSS SP-114 2018Vijay Kumar100% (1)
- Amercoat 68hsvocDocument6 pagesAmercoat 68hsvocVijay KumarNo ratings yet
- Awwa C509-23Document52 pagesAwwa C509-23Vijay KumarNo ratings yet
- 026a-Fit Up ReportDocument18 pages026a-Fit Up ReportVijay KumarNo ratings yet
- MSS SP-93-2020Document10 pagesMSS SP-93-2020Vijay KumarNo ratings yet
- Amerlock 400 Sigmacover 400Document6 pagesAmerlock 400 Sigmacover 400Vijay KumarNo ratings yet
- 822-Code Practice For Inspection of WeldDocument40 pages822-Code Practice For Inspection of WeldVijay KumarNo ratings yet
- WeldingTrainingDocument18 pagesWeldingTrainingVijay KumarNo ratings yet
- Amercoat 68HSDocument7 pagesAmercoat 68HSVijay KumarNo ratings yet
- 026A-FR-RSS01 To RSS88Document7 pages026A-FR-RSS01 To RSS88Vijay KumarNo ratings yet
- API 510-Kuwait PetroleumDocument392 pagesAPI 510-Kuwait PetroleumVijay Kumar100% (1)
- Advances in Welding Technologies For Process Development (2019)Document311 pagesAdvances in Welding Technologies For Process Development (2019)Vijay KumarNo ratings yet
- Laboratory Test Report: Male 37 YearsDocument12 pagesLaboratory Test Report: Male 37 YearsVijay KumarNo ratings yet
- Acetabular Prostheses: Standard Specification ForDocument6 pagesAcetabular Prostheses: Standard Specification ForVijay KumarNo ratings yet
- Void Content of Reinforced Plastics: Standard Test Methods ForDocument4 pagesVoid Content of Reinforced Plastics: Standard Test Methods ForVijay KumarNo ratings yet
- Pitt-Chart NXDocument65 pagesPitt-Chart NXJefry SandyNo ratings yet
- Floor Tiling Installation GuideDocument37 pagesFloor Tiling Installation GuideGashi ArianitNo ratings yet
- TDS - P. v. A. Primer - English (Uk) - Issued.12.03.2011 - tcm88-27940Document3 pagesTDS - P. v. A. Primer - English (Uk) - Issued.12.03.2011 - tcm88-27940Sadam HussainNo ratings yet
- Joint Sealants For Curtain Wall WaterproofingDocument5 pagesJoint Sealants For Curtain Wall WaterproofingMAJ1980100% (1)
- Chartek 7 PresentationDocument27 pagesChartek 7 PresentationAhmed IbrahimNo ratings yet
- #5.COVID19 BSS555 Assignment 2 (Group) TemplateDocument54 pages#5.COVID19 BSS555 Assignment 2 (Group) TemplateanasNo ratings yet
- RA1158-RHDHV-EG-ZZ-SC-S-9001-A1-C06 - Dock Gates Specification-Pg27-28Document2 pagesRA1158-RHDHV-EG-ZZ-SC-S-9001-A1-C06 - Dock Gates Specification-Pg27-28AnasNo ratings yet
- Berger BCG MatrixDocument21 pagesBerger BCG MatrixMoinuddin Ahmed33% (3)
- Khaadi Fabric Store at - Boq (r2) - Id Works - 24-12-2018Document48 pagesKhaadi Fabric Store at - Boq (r2) - Id Works - 24-12-2018Kashan ShoukatNo ratings yet
- Work Method Statement For Painting WorkDocument3 pagesWork Method Statement For Painting WorkMicheal B Haizen67% (9)
- SSPC How To UseDocument7 pagesSSPC How To UseffdsNo ratings yet
- Musikot Final To SumbitDocument117 pagesMusikot Final To SumbitAsan GajurelNo ratings yet
- ChemLine Surface Preparation Guide ConcreteDocument18 pagesChemLine Surface Preparation Guide ConcretemadhurajshNo ratings yet
- Vol. IIDocument61 pagesVol. IIkarimNo ratings yet
- 2010 12 Zinc Rich PrimersDocument11 pages2010 12 Zinc Rich PrimersMLH1966100% (2)
- Polibrid 705E Application Guide en RV3Document24 pagesPolibrid 705E Application Guide en RV3shahaNo ratings yet
- Carboguard 504 PDSDocument4 pagesCarboguard 504 PDSNicholas ColesNo ratings yet
- HTLP-80 Application ProcedureDocument9 pagesHTLP-80 Application ProceduremaheshNo ratings yet
- Mad Dog Primer BrochureDocument2 pagesMad Dog Primer BrochureMad Dog Paint ProductsNo ratings yet
- Jotafloor Rapid Dry: Technical Data SheetDocument1 pageJotafloor Rapid Dry: Technical Data SheetTamerTamerNo ratings yet
- Components: 2005 Toyota RAV4 2005 Toyota RAV4Document14 pagesComponents: 2005 Toyota RAV4 2005 Toyota RAV4Sonny RaymundoNo ratings yet
- 2020-05-28 12-30 Copy of SBU - MasterTop - 1913 - EN - 2016Document4 pages2020-05-28 12-30 Copy of SBU - MasterTop - 1913 - EN - 2016AGSMotoVlog 06No ratings yet
- Pieghevole Icap Sira Woodcoating Settembre 2022Document2 pagesPieghevole Icap Sira Woodcoating Settembre 2022kingkb58No ratings yet
- BASF MasterEmaco S488Document2 pagesBASF MasterEmaco S488HJNo ratings yet
- 2conducting Simple Factorial DesignDocument5 pages2conducting Simple Factorial DesignRay PratamaNo ratings yet
- 2017 Sato Dentin Bonding Durability of Two-Step Self-Etch Adhesives With Improved of Degree of Conversion of Adhesive ResinsDocument7 pages2017 Sato Dentin Bonding Durability of Two-Step Self-Etch Adhesives With Improved of Degree of Conversion of Adhesive ResinsComarzzoNo ratings yet
- Jenson Company Profile AbhiDocument9 pagesJenson Company Profile AbhiSaurabh KhandeliaNo ratings yet