Download as pdf or txt
You might also like
- Maintanance and Repairof Shipword MachineryDocument58 pagesMaintanance and Repairof Shipword MachineryBahtera Adi50% (2)
- Handbook Material Testing: March 2006Document108 pagesHandbook Material Testing: March 2006Atul ChandoreNo ratings yet
- NDT Consultancy & Training Centre UT LEVEL II General Question PaperDocument7 pagesNDT Consultancy & Training Centre UT LEVEL II General Question PaperSadia Hasan100% (1)
- Corporate Finance - PRACTICE EXAM: (1 Point) Future Value of Annuity FVA 377 006Document4 pagesCorporate Finance - PRACTICE EXAM: (1 Point) Future Value of Annuity FVA 377 006Yuge FanNo ratings yet
- Weld Inspection ReportDocument5 pagesWeld Inspection ReportFord Katim100% (2)
- ECDIS Additional Manual For Chart Installation PDFDocument218 pagesECDIS Additional Manual For Chart Installation PDFrabi4457100% (2)
- H L T Level 1Document8 pagesH L T Level 1prabhakaran.SNo ratings yet
- 3 Year Development Plan LaboratoriesDocument3 pages3 Year Development Plan LaboratoriesEngr. Kristoffer Abrera100% (1)
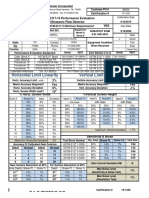
- Horizontal Limit Linearity Vertical Limit Linearity: F-UTFL Rev-0Document2 pagesHorizontal Limit Linearity Vertical Limit Linearity: F-UTFL Rev-0Avijit DebnathNo ratings yet
- Updated Tribology Lecture NotesDocument89 pagesUpdated Tribology Lecture NotesAkibNo ratings yet
- Ferrite Processing: Powder Preparation-Raw Materials SelectionDocument66 pagesFerrite Processing: Powder Preparation-Raw Materials Selection吳尚謙No ratings yet
- QuizDocument10 pagesQuizavinash kumar100% (1)
- MT Level - I QB 4Document8 pagesMT Level - I QB 4kingstonNo ratings yet
- 6 ElectrochemistryDocument83 pages6 ElectrochemistryILEENVIRUSNo ratings yet
- Quiz 3 Solid MaterialDocument6 pagesQuiz 3 Solid Materialehsanzkr_499329029No ratings yet
- Fasl 1,2 PDFDocument3 pagesFasl 1,2 PDFalvin tehraniNo ratings yet
- Session 1 - Preview of EAC Standard 2024Document14 pagesSession 1 - Preview of EAC Standard 2024freepassNo ratings yet
- Middle East Technical UniversityDocument16 pagesMiddle East Technical Universityiremnur keleşNo ratings yet
- Project Report On Cyclone SeparatorDocument17 pagesProject Report On Cyclone SeparatorAniruddha DasNo ratings yet
- Practise Question (Calculations) AnswerDocument26 pagesPractise Question (Calculations) AnswerYeo JosephNo ratings yet
- Cutting & Mounting LAB REPORT PDFDocument13 pagesCutting & Mounting LAB REPORT PDFMuhammad Danyal Shahid100% (1)
- CEL 203 SyllabusDocument4 pagesCEL 203 SyllabusdipinnediyaparambathNo ratings yet
- Chapter-6 Mechanical Properties of MetalsDocument35 pagesChapter-6 Mechanical Properties of Metalssamuel mekuriawNo ratings yet
- Cold Pilger Rolling - Part One - KEY To METALS ArticleDocument3 pagesCold Pilger Rolling - Part One - KEY To METALS Articlekumarpankaj030No ratings yet
- M. Tech. DEGREE Non Destructive Testing: Syllabus FOR Credit Based Curriculum (2009 - 2010)Document15 pagesM. Tech. DEGREE Non Destructive Testing: Syllabus FOR Credit Based Curriculum (2009 - 2010)Naidu MadhuNo ratings yet
- Draft of Magnetic Particle Inspection of Hot Rolled 1045 Carbon SteelDocument48 pagesDraft of Magnetic Particle Inspection of Hot Rolled 1045 Carbon Steelmm11_ned100% (1)
- Emm MCQ Unit2Document39 pagesEmm MCQ Unit2Magnus CarlsenNo ratings yet
- CIRT, Bhopal Turbo Machinery (ME 502) Tutorial/Assignment Sheet 4 (Water Turbine)Document1 pageCIRT, Bhopal Turbo Machinery (ME 502) Tutorial/Assignment Sheet 4 (Water Turbine)AnkurTripathiNo ratings yet
- Rubber, Plastics & Ceramics REvisedDocument594 pagesRubber, Plastics & Ceramics REvisedI AM NOT CHINESENo ratings yet
- Nanocomposite Coating:a ReviewDocument19 pagesNanocomposite Coating:a ReviewA. SNo ratings yet
- VT 4Document18 pagesVT 4demoknight tf2No ratings yet
- Engineering Materials Questions and AnswersDocument4 pagesEngineering Materials Questions and AnswersEmıły WınıfredNo ratings yet
- Expanbond SBRDocument5 pagesExpanbond SBRAmar WadoodNo ratings yet
- Manual in Che Laws and EthicsDocument42 pagesManual in Che Laws and EthicsMae GustoNo ratings yet
- Microstructure AnalysisDocument4 pagesMicrostructure AnalysissgarrabNo ratings yet
- Eddy Current Testing Exam Questions Assignment2Document1 pageEddy Current Testing Exam Questions Assignment2Narotam Kumar GupteshwarNo ratings yet
- Construction Material Lab Manual2Document44 pagesConstruction Material Lab Manual2VitoPascasioNo ratings yet
- Impact Analysis of Mini BajaDocument6 pagesImpact Analysis of Mini Bajayashvirsingh21No ratings yet
- Comparison Table of Standard Sieve SeriesDocument3 pagesComparison Table of Standard Sieve SeriesAlexander HillNo ratings yet
- X - Ray Diffraction Technique and Diffraction Methods: Seminar OnDocument21 pagesX - Ray Diffraction Technique and Diffraction Methods: Seminar OnMohamad AlamehNo ratings yet
- Solutionmanual7!8!150303094025 Conversion Gate01Document12 pagesSolutionmanual7!8!150303094025 Conversion Gate01Omar BahgatNo ratings yet
- Experiment No# 1 Standard Test Method For Sieve Analysis of Coarse Aggregates From Different Sources. ScopeDocument12 pagesExperiment No# 1 Standard Test Method For Sieve Analysis of Coarse Aggregates From Different Sources. Scopeirfan Ullah Lab EngineerNo ratings yet
- Report On Automated BlindsDocument58 pagesReport On Automated BlindsGowthami100% (1)
- MEMB453-Assignments Section 2Document2 pagesMEMB453-Assignments Section 2Sanjay Sundaralingam100% (1)
- CVE 530 FE Slope - Stability 3Document44 pagesCVE 530 FE Slope - Stability 3Musa Sunday PeterNo ratings yet
- CHE181 - Code of Ethics For Chemical Engineers PDFDocument27 pagesCHE181 - Code of Ethics For Chemical Engineers PDFEden Espanol OrginNo ratings yet
- MT Level - I QB 5Document8 pagesMT Level - I QB 5kingstonNo ratings yet
- Title Microstructure Examination of SteelDocument8 pagesTitle Microstructure Examination of SteelRashmika Uluwatta100% (1)
- SCYA2101 Engineering Chemistry Lab Manual Final Copy For WebsiteDocument41 pagesSCYA2101 Engineering Chemistry Lab Manual Final Copy For WebsiteSivaSaiNo ratings yet
- Chapter 2 Introduction To MaterialsDocument47 pagesChapter 2 Introduction To MaterialsDDVANNo ratings yet
- NondestructivetestingpptDocument24 pagesNondestructivetestingpptTim NguyenNo ratings yet
- Etp Final ReportDocument12 pagesEtp Final ReportJesse OhNo ratings yet
- BTech Academic Calendar-23-24Document6 pagesBTech Academic Calendar-23-24Girish ChandranNo ratings yet
- Review Questions: ScreeningDocument2 pagesReview Questions: ScreeningJohn P. BandoquilloNo ratings yet
- Question Paper Code:: Reg. No.Document3 pagesQuestion Paper Code:: Reg. No.Abinesh GNo ratings yet
- Testing of MaterialsDocument12 pagesTesting of MaterialsR J100% (1)
- Sunita RattanDocument7 pagesSunita RattanGaurav VarshneyNo ratings yet
- Operating Instructions For Eclipse Refractometer - 2013 - EnglishDocument16 pagesOperating Instructions For Eclipse Refractometer - 2013 - Englisharavindan100% (1)
- Astm A997 08Document2 pagesAstm A997 08Omar GruberNo ratings yet
- Investment Castings, Surface Acceptance Standards, Visual ExaminationDocument2 pagesInvestment Castings, Surface Acceptance Standards, Visual ExaminationDarwin DarmawanNo ratings yet
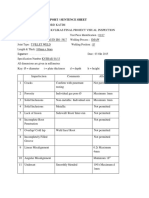
- Weld Inspection Report / Sentence Sheet Print Full Name: Specimen NumberDocument6 pagesWeld Inspection Report / Sentence Sheet Print Full Name: Specimen NumberWalid BdeirNo ratings yet
- Analysis of Surface Traces Till 28 Slide-1Document30 pagesAnalysis of Surface Traces Till 28 Slide-1Rayon 9No ratings yet
- Prerequisite For Service Entry Sheet SAP-FioriApp.Document4 pagesPrerequisite For Service Entry Sheet SAP-FioriApp.praveennbsNo ratings yet
- Power Electronics Project TitlesDocument4 pagesPower Electronics Project Titlesvmurali.infoNo ratings yet
- Jenderal Soedirman Biography Recount Text Revisi 1Document3 pagesJenderal Soedirman Biography Recount Text Revisi 1imelda gressiaNo ratings yet
- Gut DecontaminationDocument17 pagesGut DecontaminationRaju NiraulaNo ratings yet
- Types of Wire DrawingDocument17 pagesTypes of Wire Drawingmaheshmedge0% (1)
- Il 410Document9 pagesIl 410Dinesh KumarNo ratings yet
- Module in STSDocument5 pagesModule in STSAbriann Vince ImpenioNo ratings yet
- Basic Table Tennis DrillsDocument3 pagesBasic Table Tennis DrillsSadewa Putra Nussan100% (1)
- D202466-18 UJF-3042HG, 6042 OperationManual eDocument160 pagesD202466-18 UJF-3042HG, 6042 OperationManual eAzure FistNo ratings yet
- Finished Goods Inventories XX Work in Progress XX To Record The Completed JobDocument6 pagesFinished Goods Inventories XX Work in Progress XX To Record The Completed JobClarissa TeodoroNo ratings yet
- Volume 7 No 8 2018Document142 pagesVolume 7 No 8 2018Salhi AmaraNo ratings yet
- Coatings Knowledge, Basic Paint Technology - HMG Paints LimitedDocument3 pagesCoatings Knowledge, Basic Paint Technology - HMG Paints LimitedShyam Yadav0% (1)
- Stirling's FormulaDocument3 pagesStirling's FormulaAnnisa ZakiyaNo ratings yet
- Calcitriol IsDocument1 pageCalcitriol IsNoor Azni Abdul AzizNo ratings yet
- U Pravom Testu Nema Ponudjenih Reci (BEEN, YOU ) Vec Mozete Upotrebiti Bilo Koje, Ali Recenica Treba Da Ima Smisla I Da Ne Promeni ZnacenjeDocument3 pagesU Pravom Testu Nema Ponudjenih Reci (BEEN, YOU ) Vec Mozete Upotrebiti Bilo Koje, Ali Recenica Treba Da Ima Smisla I Da Ne Promeni ZnacenjeMarko RisticNo ratings yet
- Safety Instrumented Systems: GlobalDocument410 pagesSafety Instrumented Systems: Globalmohammed el erianNo ratings yet
- Maintenance and Inspection ChecklistDocument1 pageMaintenance and Inspection ChecklistRony NiksonNo ratings yet
- Using Pragmatics in Elt Focus PaperDocument5 pagesUsing Pragmatics in Elt Focus PaperThiri Min SinNo ratings yet
- Samsung UA55KU7000 55 Inch 139cm Smart Ultra HD LED LCD TV User ManualDocument18 pagesSamsung UA55KU7000 55 Inch 139cm Smart Ultra HD LED LCD TV User ManualGuruprasad NagarajasastryNo ratings yet
- Science Internet ResourcesDocument4 pagesScience Internet ResourcesGabriela D CostescuNo ratings yet
- Wachemo UniversityDocument48 pagesWachemo UniversityMarshet yohannes100% (1)
- The Company Name Has Evolved Over Its 100 Years in BusinessDocument6 pagesThe Company Name Has Evolved Over Its 100 Years in BusinessFrancisco UrizarNo ratings yet
- APH PresentationDocument36 pagesAPH PresentationBhargav Chaudhari100% (1)
- Smoke DetectorDocument1 pageSmoke DetectorTarikNo ratings yet
- Metodo Hach HierroDocument6 pagesMetodo Hach HierroJESSICA VANESSA ARISMENDI AVILEZNo ratings yet
- Reed Solomon CodesDocument6 pagesReed Solomon CodesMohammed MouftiNo ratings yet
- Quality Assurance of Developed Materials: Heidee F. Ferrer EddDocument60 pagesQuality Assurance of Developed Materials: Heidee F. Ferrer EddHeart SophieNo ratings yet
- Nefas Silk Poly Technic College: Prepared by Gezahegn DDocument86 pagesNefas Silk Poly Technic College: Prepared by Gezahegn DnigusNo ratings yet