
Building-In Reliability in BCD (Bipolar-CMOS-DMOS) Technologies
Building-In Reliability in BCD (Bipolar-CMOS-DMOS) Technologies
You might also like
- Boston Design For Reliability 2015-06-03Document239 pagesBoston Design For Reliability 2015-06-03Julion2009No ratings yet
- AN5945 - IGBT Module ReliabilityDocument9 pagesAN5945 - IGBT Module Reliabilitychristian limaNo ratings yet
- Aristotle - A Fully Automated SI Platform For PCB Material CharacterizationDocument27 pagesAristotle - A Fully Automated SI Platform For PCB Material Characterizationboblu0910No ratings yet
- Modeling and Minimization of PMOS NBTI Effect For Robust DesignDocument6 pagesModeling and Minimization of PMOS NBTI Effect For Robust DesignWu HLNo ratings yet
- The Importance of Standardizing CDM ESD Test Head Parameters To Obtain Data CorrelationDocument12 pagesThe Importance of Standardizing CDM ESD Test Head Parameters To Obtain Data CorrelationNilesh NarkhedeNo ratings yet
- Solder Joints in Electronics Design For ReliabilityDocument13 pagesSolder Joints in Electronics Design For ReliabilitySilas WilkinsonNo ratings yet
- 2-5 - 2-5-5-5 Stripline Test For Permittivity and Loss Tangent (Dielectric Constant and Dissipation Factor) at X-BandDocument25 pages2-5 - 2-5-5-5 Stripline Test For Permittivity and Loss Tangent (Dielectric Constant and Dissipation Factor) at X-BandApinan NamkanisornNo ratings yet
- A200911 1003Document6 pagesA200911 1003polururamNo ratings yet
- Gonzaga 2021 IOP Conf. Ser. Mater. Sci. Eng. 1109 012023Document8 pagesGonzaga 2021 IOP Conf. Ser. Mater. Sci. Eng. 1109 012023Fernando BatistaNo ratings yet
- FractureEnergyofUHPFRC KirollsDocument10 pagesFractureEnergyofUHPFRC KirollsNguyen QuangNo ratings yet
- Integrated Circuit Testing For Quality Assurance in Manufacturing: History, Current Status, and Future TrendsDocument25 pagesIntegrated Circuit Testing For Quality Assurance in Manufacturing: History, Current Status, and Future TrendsAjla Pašalić-MedarićNo ratings yet
- Casing Pipe Damage Detection With Optical Fiber SeDocument11 pagesCasing Pipe Damage Detection With Optical Fiber SeSufyan ShihabNo ratings yet
- 1 4945413584441049168Document17 pages1 4945413584441049168MohsenNo ratings yet
- Sir Ecm Testing Soldering Materials SmtaDocument4 pagesSir Ecm Testing Soldering Materials SmtaAdair NettoNo ratings yet
- What Is Ro4003c Dielectric ConstantDocument11 pagesWhat Is Ro4003c Dielectric ConstantjackNo ratings yet
- DFR and Sourcing of PCBsDocument214 pagesDFR and Sourcing of PCBsRobert MartosNo ratings yet
- Reliability of PB Free Solder Alloys inDocument6 pagesReliability of PB Free Solder Alloys inAbhijit KarNo ratings yet
- Fabrication and Assembly of Cu RDL Based 25 D Low Cost Through Silicon Interposer LC Tsi 2Document9 pagesFabrication and Assembly of Cu RDL Based 25 D Low Cost Through Silicon Interposer LC Tsi 2Hao SuenNo ratings yet
- The Case For Lifetime Reliability-Aware Microprocessors: Jayanth Srinivasan, Sarita V. Adve Pradip Bose, Jude A. RiversDocument12 pagesThe Case For Lifetime Reliability-Aware Microprocessors: Jayanth Srinivasan, Sarita V. Adve Pradip Bose, Jude A. Riversmarcelo_mandell402No ratings yet
- Why Is Deep Learning Challenging For Printed Circuit Board (PCB) Component Recognition and How Can We Address It?Document18 pagesWhy Is Deep Learning Challenging For Printed Circuit Board (PCB) Component Recognition and How Can We Address It?afsdfdsaNo ratings yet
- Pub06 286 SPT NDT 097Document10 pagesPub06 286 SPT NDT 097rafaelNo ratings yet
- AReview On in Situ Monitoring TechnDocument27 pagesAReview On in Situ Monitoring TechnDileep GangwarNo ratings yet
- Removal of Ux Residues From Highly Dense AssembliesDocument10 pagesRemoval of Ux Residues From Highly Dense AssembliesAwangNo ratings yet
- Study Application Strain Measuring Technology Board Level Assembly Process SmtaDocument6 pagesStudy Application Strain Measuring Technology Board Level Assembly Process Smtabhf_86No ratings yet
- Surface Insulation Resistance Testing of - CompressDocument10 pagesSurface Insulation Resistance Testing of - CompressRobert MartosNo ratings yet
- Board - Assembly iNEMI China - Abril 09Document32 pagesBoard - Assembly iNEMI China - Abril 09lexsamothNo ratings yet
- Fuzzy QFD For Supply Chain Management With Reliability ConsiderationDocument8 pagesFuzzy QFD For Supply Chain Management With Reliability ConsiderationRenzo ErikssonNo ratings yet
- A Comparison of Electronic-Reliability Prediction ModelsDocument8 pagesA Comparison of Electronic-Reliability Prediction ModelsJulian DengNo ratings yet
- A Simulation Case Study of Production Planning and Control in Printed Wiring Board ManufacturingDocument4 pagesA Simulation Case Study of Production Planning and Control in Printed Wiring Board ManufacturingTwinkle BiswasNo ratings yet
- Mentorpaper 102410Document7 pagesMentorpaper 102410Sandesh Kumar B VNo ratings yet
- Polyonics ESD Control Plans in PCB AssemblyDocument11 pagesPolyonics ESD Control Plans in PCB Assemblychuku7No ratings yet
- Schemmel 2021Document16 pagesSchemmel 2021ABHISHEK CHAUHANNo ratings yet
- Workmanship Equivalent ECA (WEECA) Method For Safer Pipeline Welds (Tommy Ngai Kenneth Gomez McDermott OPT 2020) - GOODDocument21 pagesWorkmanship Equivalent ECA (WEECA) Method For Safer Pipeline Welds (Tommy Ngai Kenneth Gomez McDermott OPT 2020) - GOODLuckyNo ratings yet
- DOE Approach For Improving Wire Bonding QualityDocument5 pagesDOE Approach For Improving Wire Bonding QualityAsachan rujeephisitNo ratings yet
- Integrity Evaluation of Small Bore Connections (Branch Connections) PDFDocument9 pagesIntegrity Evaluation of Small Bore Connections (Branch Connections) PDFHendra YudistiraNo ratings yet
- Revisions Symbol Description Date Approval: All Sheets Are The Same RevisionDocument18 pagesRevisions Symbol Description Date Approval: All Sheets Are The Same Revisionketab_doostNo ratings yet
- Materials System SpecificationDocument12 pagesMaterials System SpecificationFlorante NoblezaNo ratings yet
- S Blair SFCL Fast Fault Isolation PreprintDocument9 pagesS Blair SFCL Fast Fault Isolation PreprintSandeep BiswalNo ratings yet
- 1 PCRDocument78 pages1 PCRTressa SoNo ratings yet
- Siemens SW Improving The Reliability and Performance of RF ICS WP 83544 C2Document9 pagesSiemens SW Improving The Reliability and Performance of RF ICS WP 83544 C2J HARSHA YADAVNo ratings yet
- Body-Bias-Driven Design Strategy For Area-And Performance-Efficient CMOS CircuitsDocument10 pagesBody-Bias-Driven Design Strategy For Area-And Performance-Efficient CMOS Circuitsroopam_wonderNo ratings yet
- A Study On Die Sinking EDM of Nimonic C-263 Super Alloy An Intelligent Approach To Predict The Process Parameters Using ANNDocument5 pagesA Study On Die Sinking EDM of Nimonic C-263 Super Alloy An Intelligent Approach To Predict The Process Parameters Using ANNmustafa sertNo ratings yet
- DownloadDocument12 pagesDownloadHan hoNo ratings yet
- 6 - Durable High-Power Density Fuel Cell Cathodes For HeavyDuty VehiclesDocument31 pages6 - Durable High-Power Density Fuel Cell Cathodes For HeavyDuty VehiclesFaseeh KKNo ratings yet
- Choleridis Et Al 2018Document12 pagesCholeridis Et Al 2018KlockerNo ratings yet
- HSNL EngDocument54 pagesHSNL Engwebhareggebru06No ratings yet
- BTI Induced DispersionDocument6 pagesBTI Induced DispersionrakeshshenoyNo ratings yet
- Lead Free Wave Soldering: Process Optimization For Simple To Highly Complex BoardsDocument11 pagesLead Free Wave Soldering: Process Optimization For Simple To Highly Complex BoardsXuan HoangNo ratings yet
- Mos Interface Physics Process and Characterization 1St Edition Shengkai Wang Online Ebook Texxtbook Full Chapter PDFDocument69 pagesMos Interface Physics Process and Characterization 1St Edition Shengkai Wang Online Ebook Texxtbook Full Chapter PDFjill.roberts819100% (9)
- Flip Chip Challenges: Substrate TechnologyDocument6 pagesFlip Chip Challenges: Substrate TechnologyvaltemaNo ratings yet
- Lead Free Wave Soldering Process Optimization ForDocument12 pagesLead Free Wave Soldering Process Optimization ForYounes Ben TaherNo ratings yet
- Medium Voltage CableDocument16 pagesMedium Voltage Cablewamiq wasiNo ratings yet
- RIAC 217plus Reliability Prediction Model in Photovoltaic SystemsDocument5 pagesRIAC 217plus Reliability Prediction Model in Photovoltaic SystemsMõhâmãdōû AliyouNo ratings yet
- 11-TMSS-01 Revision 0Document16 pages11-TMSS-01 Revision 0Abu SamarNo ratings yet
- What Is PCB Electrical TestingDocument6 pagesWhat Is PCB Electrical TestingjackNo ratings yet
- CdhetyyttiySDEM IEEE-06529954Document9 pagesCdhetyyttiySDEM IEEE-06529954cisse999No ratings yet
- Design For Semiconductor ReliabilityDocument10 pagesDesign For Semiconductor Reliabilitygobee5789No ratings yet
- Shear Strength Solder Alloys ReportDocument11 pagesShear Strength Solder Alloys Reportshunt09No ratings yet
- Network Design Criterion Propagandism (0718)Document7 pagesNetwork Design Criterion Propagandism (0718)Ejaz AhmadNo ratings yet
- Handbook of 3D Integration, Volume 1: Technology and Applications of 3D Integrated CircuitsFrom EverandHandbook of 3D Integration, Volume 1: Technology and Applications of 3D Integrated CircuitsPhilip GarrouNo ratings yet
- Different Types of MemoriesDocument11 pagesDifferent Types of MemoriessamactrangNo ratings yet
- DientuDocument1 pageDientusamactrangNo ratings yet
- 3D TransistorDocument26 pages3D TransistorsamactrangNo ratings yet
- Mathematics 09 01248 v2Document13 pagesMathematics 09 01248 v2samactrangNo ratings yet
- Operational Amplifier With Two-Stage GaiDocument5 pagesOperational Amplifier With Two-Stage GaisamactrangNo ratings yet
- Design and Simulation of A CMOS-MEMS AccDocument40 pagesDesign and Simulation of A CMOS-MEMS AccsamactrangNo ratings yet
- Tæng Hîp Tiõn ®É Häc Tëp Häc Kú Ii N M Häc 2018 - 2019Document2 pagesTæng Hîp Tiõn ®É Häc Tëp Häc Kú Ii N M Häc 2018 - 2019samactrangNo ratings yet
- Consumer Electronics: August 1993Document24 pagesConsumer Electronics: August 1993samactrangNo ratings yet
- Master Student Recruitment Sejong University ICLDocument2 pagesMaster Student Recruitment Sejong University ICLsamactrangNo ratings yet
- EncoderDocument8 pagesEncodersamactrangNo ratings yet
- 1:ijft FT 9 01/F O: Lltewyit1T1TDocument3 pages1:ijft FT 9 01/F O: Lltewyit1T1TsamactrangNo ratings yet
- On The Length Biased Quasi-Transmuted Uniform DistributionDocument10 pagesOn The Length Biased Quasi-Transmuted Uniform DistributionsamactrangNo ratings yet
- 74LVC1G175-Q100: 1. General DescriptionDocument13 pages74LVC1G175-Q100: 1. General DescriptionsamactrangNo ratings yet
- CS AmplifierDocument7 pagesCS AmplifiersamactrangNo ratings yet
- Et 01Document19 pagesEt 01anunilaNo ratings yet
- Chapter 6 MOSFET: Modern Semiconductor Devices For Integrated Circuits (C. Hu)Document29 pagesChapter 6 MOSFET: Modern Semiconductor Devices For Integrated Circuits (C. Hu)Alejandro PuceiroNo ratings yet
- IC Fabrication NotesDocument134 pagesIC Fabrication NotesArooj RazaNo ratings yet
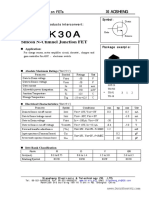
- Datasheet - HK K30a 217069Document1 pageDatasheet - HK K30a 217069quan daoNo ratings yet
- Insulated Gate Bipolar Transistors (Igbts) : Lecture NotesDocument17 pagesInsulated Gate Bipolar Transistors (Igbts) : Lecture NotesVERONICA TALIA GUANOLUISA MORETANo ratings yet
- Kexin-Si2312 C382307Document4 pagesKexin-Si2312 C382307balaicopierNo ratings yet
- LPVD 2019Document3 pagesLPVD 2019Aniruddh AndeNo ratings yet
- IRF7413ZDocument10 pagesIRF7413Zcops.elnicoNo ratings yet
- Limitations in ScalingDocument4 pagesLimitations in Scalingl_wondersNo ratings yet
- Micro Electronic Mechanical Systems (MEMS)Document3 pagesMicro Electronic Mechanical Systems (MEMS)Aditya Narayan SahooNo ratings yet
- Philips hts3530 98 93 wk110403 v1.3 PartsDocument4 pagesPhilips hts3530 98 93 wk110403 v1.3 PartschoupintangNo ratings yet
- Music Reactive LED StripDocument4 pagesMusic Reactive LED StripJunior ElimeelogodavejuniorNo ratings yet
- إلكترونيك الجابتر 2Document17 pagesإلكترونيك الجابتر 2Hayder AliNo ratings yet
- Elect Dev Cir Capitulo 8Document74 pagesElect Dev Cir Capitulo 8Jaime VargasNo ratings yet
- Logic GatesDocument11 pagesLogic GatesAsyraf NorahairuzanNo ratings yet
- Unit 4Document15 pagesUnit 4Ama Serwaa YeboahNo ratings yet
- Diode AnimationDocument87 pagesDiode Animationaksaltaf913767% (3)
- Design and Implementation of VLSI Systems (EN1600) : Lecture 30: Array Subsystems (DRAM/ROM)Document16 pagesDesign and Implementation of VLSI Systems (EN1600) : Lecture 30: Array Subsystems (DRAM/ROM)ALEX SAGARNo ratings yet
- PP Ch6 3rdedDocument82 pagesPP Ch6 3rdedaying mugiwaraNo ratings yet
- CMOS BasicsDocument41 pagesCMOS BasicsYeshoda MallikarjunaNo ratings yet
- Memory DevicesDocument44 pagesMemory DevicesTrần Lâm Nhật TânNo ratings yet
- Nmos FabricationDocument45 pagesNmos FabricationDr-GopalNo ratings yet
- A New Static Induction Thyristor (Sith) Analytical Model: Jue Wang and Barry W. WilliamsDocument11 pagesA New Static Induction Thyristor (Sith) Analytical Model: Jue Wang and Barry W. WilliamsAbdulAzizNo ratings yet
- 2SC2625Document2 pages2SC2625Marcio J. SilvaNo ratings yet
- Choosing Power Switching Devices For SMPS Designs: Mosfets or Igbts?Document6 pagesChoosing Power Switching Devices For SMPS Designs: Mosfets or Igbts?RubenG200No ratings yet
- Macro Placement (Guide Lines)Document12 pagesMacro Placement (Guide Lines)Vamsi KrishnaNo ratings yet
- 2SA1357Document2 pages2SA1357Kike VillasurNo ratings yet
- ME 657-Lecture1Document21 pagesME 657-Lecture1Ali Bagheri BehBoudNo ratings yet
- Chenmko Enterprise Co.,Ltd: P-Channel Enhancement Mode Field Effect TransistorDocument3 pagesChenmko Enterprise Co.,Ltd: P-Channel Enhancement Mode Field Effect Transistornegrea_c8079No ratings yet
- Silicon NPN Power Transistors: Inchange Semiconductor Product SpecificationDocument4 pagesSilicon NPN Power Transistors: Inchange Semiconductor Product SpecificationDjalma MotaNo ratings yet






































































































Download as pdf or txt
You might also like
- Boston Design For Reliability 2015-06-03Document239 pagesBoston Design For Reliability 2015-06-03Julion2009No ratings yet
- AN5945 - IGBT Module ReliabilityDocument9 pagesAN5945 - IGBT Module Reliabilitychristian limaNo ratings yet
- Aristotle - A Fully Automated SI Platform For PCB Material CharacterizationDocument27 pagesAristotle - A Fully Automated SI Platform For PCB Material Characterizationboblu0910No ratings yet
- Modeling and Minimization of PMOS NBTI Effect For Robust DesignDocument6 pagesModeling and Minimization of PMOS NBTI Effect For Robust DesignWu HLNo ratings yet
- The Importance of Standardizing CDM ESD Test Head Parameters To Obtain Data CorrelationDocument12 pagesThe Importance of Standardizing CDM ESD Test Head Parameters To Obtain Data CorrelationNilesh NarkhedeNo ratings yet
- Solder Joints in Electronics Design For ReliabilityDocument13 pagesSolder Joints in Electronics Design For ReliabilitySilas WilkinsonNo ratings yet
- 2-5 - 2-5-5-5 Stripline Test For Permittivity and Loss Tangent (Dielectric Constant and Dissipation Factor) at X-BandDocument25 pages2-5 - 2-5-5-5 Stripline Test For Permittivity and Loss Tangent (Dielectric Constant and Dissipation Factor) at X-BandApinan NamkanisornNo ratings yet
- A200911 1003Document6 pagesA200911 1003polururamNo ratings yet
- Gonzaga 2021 IOP Conf. Ser. Mater. Sci. Eng. 1109 012023Document8 pagesGonzaga 2021 IOP Conf. Ser. Mater. Sci. Eng. 1109 012023Fernando BatistaNo ratings yet
- FractureEnergyofUHPFRC KirollsDocument10 pagesFractureEnergyofUHPFRC KirollsNguyen QuangNo ratings yet
- Integrated Circuit Testing For Quality Assurance in Manufacturing: History, Current Status, and Future TrendsDocument25 pagesIntegrated Circuit Testing For Quality Assurance in Manufacturing: History, Current Status, and Future TrendsAjla Pašalić-MedarićNo ratings yet
- Casing Pipe Damage Detection With Optical Fiber SeDocument11 pagesCasing Pipe Damage Detection With Optical Fiber SeSufyan ShihabNo ratings yet
- 1 4945413584441049168Document17 pages1 4945413584441049168MohsenNo ratings yet
- Sir Ecm Testing Soldering Materials SmtaDocument4 pagesSir Ecm Testing Soldering Materials SmtaAdair NettoNo ratings yet
- What Is Ro4003c Dielectric ConstantDocument11 pagesWhat Is Ro4003c Dielectric ConstantjackNo ratings yet
- DFR and Sourcing of PCBsDocument214 pagesDFR and Sourcing of PCBsRobert MartosNo ratings yet
- Reliability of PB Free Solder Alloys inDocument6 pagesReliability of PB Free Solder Alloys inAbhijit KarNo ratings yet
- Fabrication and Assembly of Cu RDL Based 25 D Low Cost Through Silicon Interposer LC Tsi 2Document9 pagesFabrication and Assembly of Cu RDL Based 25 D Low Cost Through Silicon Interposer LC Tsi 2Hao SuenNo ratings yet
- The Case For Lifetime Reliability-Aware Microprocessors: Jayanth Srinivasan, Sarita V. Adve Pradip Bose, Jude A. RiversDocument12 pagesThe Case For Lifetime Reliability-Aware Microprocessors: Jayanth Srinivasan, Sarita V. Adve Pradip Bose, Jude A. Riversmarcelo_mandell402No ratings yet
- Why Is Deep Learning Challenging For Printed Circuit Board (PCB) Component Recognition and How Can We Address It?Document18 pagesWhy Is Deep Learning Challenging For Printed Circuit Board (PCB) Component Recognition and How Can We Address It?afsdfdsaNo ratings yet
- Pub06 286 SPT NDT 097Document10 pagesPub06 286 SPT NDT 097rafaelNo ratings yet
- AReview On in Situ Monitoring TechnDocument27 pagesAReview On in Situ Monitoring TechnDileep GangwarNo ratings yet
- Removal of Ux Residues From Highly Dense AssembliesDocument10 pagesRemoval of Ux Residues From Highly Dense AssembliesAwangNo ratings yet
- Study Application Strain Measuring Technology Board Level Assembly Process SmtaDocument6 pagesStudy Application Strain Measuring Technology Board Level Assembly Process Smtabhf_86No ratings yet
- Surface Insulation Resistance Testing of - CompressDocument10 pagesSurface Insulation Resistance Testing of - CompressRobert MartosNo ratings yet
- Board - Assembly iNEMI China - Abril 09Document32 pagesBoard - Assembly iNEMI China - Abril 09lexsamothNo ratings yet
- Fuzzy QFD For Supply Chain Management With Reliability ConsiderationDocument8 pagesFuzzy QFD For Supply Chain Management With Reliability ConsiderationRenzo ErikssonNo ratings yet
- A Comparison of Electronic-Reliability Prediction ModelsDocument8 pagesA Comparison of Electronic-Reliability Prediction ModelsJulian DengNo ratings yet
- A Simulation Case Study of Production Planning and Control in Printed Wiring Board ManufacturingDocument4 pagesA Simulation Case Study of Production Planning and Control in Printed Wiring Board ManufacturingTwinkle BiswasNo ratings yet
- Mentorpaper 102410Document7 pagesMentorpaper 102410Sandesh Kumar B VNo ratings yet
- Polyonics ESD Control Plans in PCB AssemblyDocument11 pagesPolyonics ESD Control Plans in PCB Assemblychuku7No ratings yet
- Schemmel 2021Document16 pagesSchemmel 2021ABHISHEK CHAUHANNo ratings yet
- Workmanship Equivalent ECA (WEECA) Method For Safer Pipeline Welds (Tommy Ngai Kenneth Gomez McDermott OPT 2020) - GOODDocument21 pagesWorkmanship Equivalent ECA (WEECA) Method For Safer Pipeline Welds (Tommy Ngai Kenneth Gomez McDermott OPT 2020) - GOODLuckyNo ratings yet
- DOE Approach For Improving Wire Bonding QualityDocument5 pagesDOE Approach For Improving Wire Bonding QualityAsachan rujeephisitNo ratings yet
- Integrity Evaluation of Small Bore Connections (Branch Connections) PDFDocument9 pagesIntegrity Evaluation of Small Bore Connections (Branch Connections) PDFHendra YudistiraNo ratings yet
- Revisions Symbol Description Date Approval: All Sheets Are The Same RevisionDocument18 pagesRevisions Symbol Description Date Approval: All Sheets Are The Same Revisionketab_doostNo ratings yet
- Materials System SpecificationDocument12 pagesMaterials System SpecificationFlorante NoblezaNo ratings yet
- S Blair SFCL Fast Fault Isolation PreprintDocument9 pagesS Blair SFCL Fast Fault Isolation PreprintSandeep BiswalNo ratings yet
- 1 PCRDocument78 pages1 PCRTressa SoNo ratings yet
- Siemens SW Improving The Reliability and Performance of RF ICS WP 83544 C2Document9 pagesSiemens SW Improving The Reliability and Performance of RF ICS WP 83544 C2J HARSHA YADAVNo ratings yet
- Body-Bias-Driven Design Strategy For Area-And Performance-Efficient CMOS CircuitsDocument10 pagesBody-Bias-Driven Design Strategy For Area-And Performance-Efficient CMOS Circuitsroopam_wonderNo ratings yet
- A Study On Die Sinking EDM of Nimonic C-263 Super Alloy An Intelligent Approach To Predict The Process Parameters Using ANNDocument5 pagesA Study On Die Sinking EDM of Nimonic C-263 Super Alloy An Intelligent Approach To Predict The Process Parameters Using ANNmustafa sertNo ratings yet
- DownloadDocument12 pagesDownloadHan hoNo ratings yet
- 6 - Durable High-Power Density Fuel Cell Cathodes For HeavyDuty VehiclesDocument31 pages6 - Durable High-Power Density Fuel Cell Cathodes For HeavyDuty VehiclesFaseeh KKNo ratings yet
- Choleridis Et Al 2018Document12 pagesCholeridis Et Al 2018KlockerNo ratings yet
- HSNL EngDocument54 pagesHSNL Engwebhareggebru06No ratings yet
- BTI Induced DispersionDocument6 pagesBTI Induced DispersionrakeshshenoyNo ratings yet
- Lead Free Wave Soldering: Process Optimization For Simple To Highly Complex BoardsDocument11 pagesLead Free Wave Soldering: Process Optimization For Simple To Highly Complex BoardsXuan HoangNo ratings yet
- Mos Interface Physics Process and Characterization 1St Edition Shengkai Wang Online Ebook Texxtbook Full Chapter PDFDocument69 pagesMos Interface Physics Process and Characterization 1St Edition Shengkai Wang Online Ebook Texxtbook Full Chapter PDFjill.roberts819100% (9)
- Flip Chip Challenges: Substrate TechnologyDocument6 pagesFlip Chip Challenges: Substrate TechnologyvaltemaNo ratings yet
- Lead Free Wave Soldering Process Optimization ForDocument12 pagesLead Free Wave Soldering Process Optimization ForYounes Ben TaherNo ratings yet
- Medium Voltage CableDocument16 pagesMedium Voltage Cablewamiq wasiNo ratings yet
- RIAC 217plus Reliability Prediction Model in Photovoltaic SystemsDocument5 pagesRIAC 217plus Reliability Prediction Model in Photovoltaic SystemsMõhâmãdōû AliyouNo ratings yet
- 11-TMSS-01 Revision 0Document16 pages11-TMSS-01 Revision 0Abu SamarNo ratings yet
- What Is PCB Electrical TestingDocument6 pagesWhat Is PCB Electrical TestingjackNo ratings yet
- CdhetyyttiySDEM IEEE-06529954Document9 pagesCdhetyyttiySDEM IEEE-06529954cisse999No ratings yet
- Design For Semiconductor ReliabilityDocument10 pagesDesign For Semiconductor Reliabilitygobee5789No ratings yet
- Shear Strength Solder Alloys ReportDocument11 pagesShear Strength Solder Alloys Reportshunt09No ratings yet
- Network Design Criterion Propagandism (0718)Document7 pagesNetwork Design Criterion Propagandism (0718)Ejaz AhmadNo ratings yet
- Handbook of 3D Integration, Volume 1: Technology and Applications of 3D Integrated CircuitsFrom EverandHandbook of 3D Integration, Volume 1: Technology and Applications of 3D Integrated CircuitsPhilip GarrouNo ratings yet
- Different Types of MemoriesDocument11 pagesDifferent Types of MemoriessamactrangNo ratings yet
- DientuDocument1 pageDientusamactrangNo ratings yet
- 3D TransistorDocument26 pages3D TransistorsamactrangNo ratings yet
- Mathematics 09 01248 v2Document13 pagesMathematics 09 01248 v2samactrangNo ratings yet
- Operational Amplifier With Two-Stage GaiDocument5 pagesOperational Amplifier With Two-Stage GaisamactrangNo ratings yet
- Design and Simulation of A CMOS-MEMS AccDocument40 pagesDesign and Simulation of A CMOS-MEMS AccsamactrangNo ratings yet
- Tæng Hîp Tiõn ®É Häc Tëp Häc Kú Ii N M Häc 2018 - 2019Document2 pagesTæng Hîp Tiõn ®É Häc Tëp Häc Kú Ii N M Häc 2018 - 2019samactrangNo ratings yet
- Consumer Electronics: August 1993Document24 pagesConsumer Electronics: August 1993samactrangNo ratings yet
- Master Student Recruitment Sejong University ICLDocument2 pagesMaster Student Recruitment Sejong University ICLsamactrangNo ratings yet
- EncoderDocument8 pagesEncodersamactrangNo ratings yet
- 1:ijft FT 9 01/F O: Lltewyit1T1TDocument3 pages1:ijft FT 9 01/F O: Lltewyit1T1TsamactrangNo ratings yet
- On The Length Biased Quasi-Transmuted Uniform DistributionDocument10 pagesOn The Length Biased Quasi-Transmuted Uniform DistributionsamactrangNo ratings yet
- 74LVC1G175-Q100: 1. General DescriptionDocument13 pages74LVC1G175-Q100: 1. General DescriptionsamactrangNo ratings yet
- CS AmplifierDocument7 pagesCS AmplifiersamactrangNo ratings yet
- Et 01Document19 pagesEt 01anunilaNo ratings yet
- Chapter 6 MOSFET: Modern Semiconductor Devices For Integrated Circuits (C. Hu)Document29 pagesChapter 6 MOSFET: Modern Semiconductor Devices For Integrated Circuits (C. Hu)Alejandro PuceiroNo ratings yet
- IC Fabrication NotesDocument134 pagesIC Fabrication NotesArooj RazaNo ratings yet
- Datasheet - HK K30a 217069Document1 pageDatasheet - HK K30a 217069quan daoNo ratings yet
- Insulated Gate Bipolar Transistors (Igbts) : Lecture NotesDocument17 pagesInsulated Gate Bipolar Transistors (Igbts) : Lecture NotesVERONICA TALIA GUANOLUISA MORETANo ratings yet
- Kexin-Si2312 C382307Document4 pagesKexin-Si2312 C382307balaicopierNo ratings yet
- LPVD 2019Document3 pagesLPVD 2019Aniruddh AndeNo ratings yet
- IRF7413ZDocument10 pagesIRF7413Zcops.elnicoNo ratings yet
- Limitations in ScalingDocument4 pagesLimitations in Scalingl_wondersNo ratings yet
- Micro Electronic Mechanical Systems (MEMS)Document3 pagesMicro Electronic Mechanical Systems (MEMS)Aditya Narayan SahooNo ratings yet
- Philips hts3530 98 93 wk110403 v1.3 PartsDocument4 pagesPhilips hts3530 98 93 wk110403 v1.3 PartschoupintangNo ratings yet
- Music Reactive LED StripDocument4 pagesMusic Reactive LED StripJunior ElimeelogodavejuniorNo ratings yet
- إلكترونيك الجابتر 2Document17 pagesإلكترونيك الجابتر 2Hayder AliNo ratings yet
- Elect Dev Cir Capitulo 8Document74 pagesElect Dev Cir Capitulo 8Jaime VargasNo ratings yet
- Logic GatesDocument11 pagesLogic GatesAsyraf NorahairuzanNo ratings yet
- Unit 4Document15 pagesUnit 4Ama Serwaa YeboahNo ratings yet
- Diode AnimationDocument87 pagesDiode Animationaksaltaf913767% (3)
- Design and Implementation of VLSI Systems (EN1600) : Lecture 30: Array Subsystems (DRAM/ROM)Document16 pagesDesign and Implementation of VLSI Systems (EN1600) : Lecture 30: Array Subsystems (DRAM/ROM)ALEX SAGARNo ratings yet
- PP Ch6 3rdedDocument82 pagesPP Ch6 3rdedaying mugiwaraNo ratings yet
- CMOS BasicsDocument41 pagesCMOS BasicsYeshoda MallikarjunaNo ratings yet
- Memory DevicesDocument44 pagesMemory DevicesTrần Lâm Nhật TânNo ratings yet
- Nmos FabricationDocument45 pagesNmos FabricationDr-GopalNo ratings yet
- A New Static Induction Thyristor (Sith) Analytical Model: Jue Wang and Barry W. WilliamsDocument11 pagesA New Static Induction Thyristor (Sith) Analytical Model: Jue Wang and Barry W. WilliamsAbdulAzizNo ratings yet
- 2SC2625Document2 pages2SC2625Marcio J. SilvaNo ratings yet
- Choosing Power Switching Devices For SMPS Designs: Mosfets or Igbts?Document6 pagesChoosing Power Switching Devices For SMPS Designs: Mosfets or Igbts?RubenG200No ratings yet
- Macro Placement (Guide Lines)Document12 pagesMacro Placement (Guide Lines)Vamsi KrishnaNo ratings yet
- 2SA1357Document2 pages2SA1357Kike VillasurNo ratings yet
- ME 657-Lecture1Document21 pagesME 657-Lecture1Ali Bagheri BehBoudNo ratings yet
- Chenmko Enterprise Co.,Ltd: P-Channel Enhancement Mode Field Effect TransistorDocument3 pagesChenmko Enterprise Co.,Ltd: P-Channel Enhancement Mode Field Effect Transistornegrea_c8079No ratings yet
- Silicon NPN Power Transistors: Inchange Semiconductor Product SpecificationDocument4 pagesSilicon NPN Power Transistors: Inchange Semiconductor Product SpecificationDjalma MotaNo ratings yet