Download as xls, pdf, or txt
You might also like
- 4g93 Lancer EngineDocument52 pages4g93 Lancer Enginecsberny98% (46)
- Kia Rio (Ub) 2012 - 2013 G 1.6 Gdi Technical DataDocument140 pagesKia Rio (Ub) 2012 - 2013 G 1.6 Gdi Technical DataJefferson Humbereto Herrera Alfonso50% (2)
- Especificaciones de Servicios Kia G6da g6db PDFDocument180 pagesEspecificaciones de Servicios Kia G6da g6db PDFOliver Eduardo100% (1)
- Firing Pin BushDocument3 pagesFiring Pin BushIM_JohnnyVNo ratings yet
- 2013 Kia Soul (Gasoline 1.6 GDI) - Engine Mechanical SystemDocument154 pages2013 Kia Soul (Gasoline 1.6 GDI) - Engine Mechanical SystembakriramziNo ratings yet
- Elantra 2006 2.0LDocument277 pagesElantra 2006 2.0LSergio Roca100% (1)
- Data-Tech 2010 Mitsubishi Outlander 2.4L - Ensamble de Motor - PDF LIBRODocument111 pagesData-Tech 2010 Mitsubishi Outlander 2.4L - Ensamble de Motor - PDF LIBRORubenNo ratings yet
- Santa Fe 2004 2.4LDocument219 pagesSanta Fe 2004 2.4LAlain Gauder FernandezNo ratings yet
- Elantra 2003 2.0LDocument200 pagesElantra 2003 2.0LMaykol Gonzalez0% (1)
- Spin Plan - Spinning MillDocument21 pagesSpin Plan - Spinning MillPurvansh TrivediNo ratings yet
- Engine 4m40 PDFDocument142 pagesEngine 4m40 PDFRaka100% (18)
- Drilling Fluids Processing HandbookFrom EverandDrilling Fluids Processing HandbookRating: 4.5 out of 5 stars4.5/5 (4)
- Center Housing CNC OperationsDocument3 pagesCenter Housing CNC OperationsterafoneNo ratings yet
- Weld CalculationsDocument12 pagesWeld Calculationshakr5100% (1)
- Io-520 Table of LimitsDocument9 pagesIo-520 Table of LimitsCarolina Rubi Tellez Hernandez100% (1)
- Hyundai Exel 89 1.5l EngineDocument71 pagesHyundai Exel 89 1.5l EngineAlexander cesar neyra sotoNo ratings yet
- Riser CalculationsDocument7 pagesRiser CalculationsmanishsahuNo ratings yet
- 02 - Pump Calculation For Office BuildingDocument16 pages02 - Pump Calculation For Office BuildingErni Abd GhaniNo ratings yet
- Impreza Service ManualDocument95 pagesImpreza Service ManualTaxiarhis ZoubosNo ratings yet
- Bell Crank Lever Cte3Document3 pagesBell Crank Lever Cte3Sourabh PradhanNo ratings yet
- Raw Mill - Birla White CementDocument9 pagesRaw Mill - Birla White Cementanurag soniNo ratings yet
- Wednesday, July 15, 2020: Crusher Kiln Raw Mill Cement MillDocument29 pagesWednesday, July 15, 2020: Crusher Kiln Raw Mill Cement MillMahmoud HanafyNo ratings yet
- Pressure Drop Calculation ExampleDocument1 pagePressure Drop Calculation ExamplePANDIARAJ KARUPPATHEVARNo ratings yet
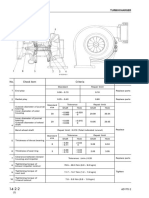
- Maintenance Standard Turbocharger: No. Check Item Criteria RemedyDocument1 pageMaintenance Standard Turbocharger: No. Check Item Criteria Remedyronny ArdiansyahNo ratings yet
- Elantra 2004 2.0LDocument277 pagesElantra 2004 2.0LJohan7880No ratings yet
- Electrical Construction Tools ItemDocument1 pageElectrical Construction Tools Itemalmamunmolla96No ratings yet
- Zubehoer Kupplungen enDocument4 pagesZubehoer Kupplungen enJosé CunhaNo ratings yet
- 5-Axis Savings WorksheetDocument3 pages5-Axis Savings WorksheetThirugnanam DhandayuthapaniNo ratings yet
- Microsoft Word - WET GAS COMPRESSOR OVERHAULING REPORTDocument8 pagesMicrosoft Word - WET GAS COMPRESSOR OVERHAULING REPORTAbhi SharmaNo ratings yet
- Elantra 2005 2.0LDocument276 pagesElantra 2005 2.0LSergio RocaNo ratings yet
- SM 10Document149 pagesSM 10Autotronica ChosicaNo ratings yet
- VariousDocument15 pagesVariousAhmad Azriel DaffarisandiNo ratings yet
- Motor 1993 ElantraDocument61 pagesMotor 1993 ElantraDiego Fabian Vega AlpizarNo ratings yet
- Engine Torque Settings and Spec's 3.0L V6 SCDocument4 pagesEngine Torque Settings and Spec's 3.0L V6 SCMario MaravillaNo ratings yet
- Karta Katalogowa 198759 Sprzeglo Mieszkowe Enkodera Zestali Nierdzewnej Fi 12 Na 12 MMDocument4 pagesKarta Katalogowa 198759 Sprzeglo Mieszkowe Enkodera Zestali Nierdzewnej Fi 12 Na 12 MMBart JedrzeNo ratings yet
- Aumatic TransmissionDocument26 pagesAumatic TransmissionЮра ПетренкоNo ratings yet
- Folga de VálvulasDocument2 pagesFolga de VálvulasTatiano BrolloNo ratings yet
- Santa Fe 2007 2.7LDocument183 pagesSanta Fe 2007 2.7LCristian Fuentealba UrraNo ratings yet
- BienMo Co Khoa Mot ChieuDocument4 pagesBienMo Co Khoa Mot ChieuDu TrầnNo ratings yet
- H13 EngineDocument50 pagesH13 Enginerafael alcantaraNo ratings yet
- XG350 2003 2005 3.5LDocument185 pagesXG350 2003 2005 3.5LAngie Bravo CangasNo ratings yet
- Azera 2016 Engine RepairDocument186 pagesAzera 2016 Engine RepairReza Varamini0% (1)
- Specifications: 2005 Hyundai Tiburon GT 2005 Hyundai Tiburon GTDocument234 pagesSpecifications: 2005 Hyundai Tiburon GT 2005 Hyundai Tiburon GTMaximiliano BrardaNo ratings yet
- ClearancesDocument2 pagesClearancessaeedttssNo ratings yet
- Engine MechanicalDocument70 pagesEngine MechanicalAnggaAbisatyaNo ratings yet
- Time Study of Gate Valve Body 24X150 1setupDocument4 pagesTime Study of Gate Valve Body 24X150 1setupdada kolekarNo ratings yet
- 127-152 КлапанаDocument26 pages127-152 Клапанаalieks.klim1611No ratings yet
- 2-Engine Mechanical SystemDocument256 pages2-Engine Mechanical SystemFrankCubidesNo ratings yet
- Engine Mechanical System Kia Picanto 2010Document129 pagesEngine Mechanical System Kia Picanto 2010kiwel.01No ratings yet
- Soul 2010 1.6LDocument71 pagesSoul 2010 1.6LIsmael RodriguezNo ratings yet
- SC Ionivas SRLDocument21 pagesSC Ionivas SRLDezmembrari Camioane StamateNo ratings yet
- Dohc Engine Mechanical: SpecificationsDocument5 pagesDohc Engine Mechanical: SpecificationsAlejandro Muñoz PatiñoNo ratings yet
- Upper Spring Holder FIXDocument7 pagesUpper Spring Holder FIXrifkyNo ratings yet
- OP10 - Horizontal Head - 800 - With Thread Master H87 Drawingno All Characteristics May 13, 2014 12:23:40 PM Vda - Auditno 12:05:55 PM May 13, 2014Document1 pageOP10 - Horizontal Head - 800 - With Thread Master H87 Drawingno All Characteristics May 13, 2014 12:23:40 PM Vda - Auditno 12:05:55 PM May 13, 2014phutthawongdanchai041215No ratings yet
- IntroductiontoroboticsDocument31 pagesIntroductiontoroboticsphutthawongdanchai041215No ratings yet
- NH5000DCG OilDocument6 pagesNH5000DCG Oilphutthawongdanchai041215No ratings yet
- Impeller 4Document1 pageImpeller 4phutthawongdanchai041215No ratings yet
- HYDRAULIC OIL GROB Quote002Document1 pageHYDRAULIC OIL GROB Quote002phutthawongdanchai041215No ratings yet
- LUBRICANT&CHEMICALDocument1 pageLUBRICANT&CHEMICALphutthawongdanchai041215No ratings yet
- Tool Registration NH 5000 DCG TrainingDocument8 pagesTool Registration NH 5000 DCG Trainingphutthawongdanchai041215No ratings yet
- Chemical ListDocument10 pagesChemical Listphutthawongdanchai041215No ratings yet
- Tool Assembly Form (MORI SEIKI)Document4 pagesTool Assembly Form (MORI SEIKI)phutthawongdanchai041215No ratings yet
- X5 To X6 Installation and MigrationDocument18 pagesX5 To X6 Installation and Migrationphutthawongdanchai041215No ratings yet
- Sample 1Document16 pagesSample 1phutthawongdanchai041215No ratings yet
- Q 01705Document1 pageQ 01705phutthawongdanchai041215No ratings yet
- Tool Assembly FormDocument1 pageTool Assembly Formphutthawongdanchai041215No ratings yet
- Ball ScrewDocument1 pageBall Screwphutthawongdanchai041215No ratings yet
- Problem Machine3Document30 pagesProblem Machine3phutthawongdanchai041215No ratings yet
- The CupDocument25 pagesThe Cupphutthawongdanchai041215No ratings yet
- Repaair 11-7-59Document2 pagesRepaair 11-7-59phutthawongdanchai041215No ratings yet
- 13) Inspection Jig Data SheetDocument2 pages13) Inspection Jig Data Sheetphutthawongdanchai041215No ratings yet
- Maintenance Report 230417 MasterDocument60 pagesMaintenance Report 230417 Masterphutthawongdanchai041215No ratings yet
- 3 Channg Ball 155 Go 144 6-9-17Document5 pages3 Channg Ball 155 Go 144 6-9-17phutthawongdanchai041215No ratings yet
- Data NG 511-01-123Document4 pagesData NG 511-01-123phutthawongdanchai041215No ratings yet
- FM-NM-027 NM Approval Cover SheetDocument2 pagesFM-NM-027 NM Approval Cover Sheetphutthawongdanchai041215No ratings yet
- Inprove Ball and Plate UPDocument32 pagesInprove Ball and Plate UPphutthawongdanchai041215No ratings yet
- 6) CPK VerificationDocument4 pages6) CPK Verificationphutthawongdanchai041215No ratings yet
- FM-NM-019 New Model Trial PlanDocument2 pagesFM-NM-019 New Model Trial Planphutthawongdanchai041215No ratings yet
- 9-2) Lot Control IllutrationDocument1 page9-2) Lot Control Illutrationphutthawongdanchai041215No ratings yet
- 2) Capacity Investigation (SAT)Document2 pages2) Capacity Investigation (SAT)phutthawongdanchai041215No ratings yet
- Test IMDocument225 pagesTest IMphutthawongdanchai041215No ratings yet
- FM-NM-013 Ecn Log BookDocument1 pageFM-NM-013 Ecn Log Bookphutthawongdanchai041215No ratings yet
- API 5B Threading, Gauging Line PipeDocument92 pagesAPI 5B Threading, Gauging Line Pipephutthawongdanchai041215No ratings yet
- OI WT1 WT1H SupplementaryDocument178 pagesOI WT1 WT1H SupplementaryLuis M GonzálezNo ratings yet
- The Lost-Wax Casting Process-Down To Basics: ConceptDocument3 pagesThe Lost-Wax Casting Process-Down To Basics: ConceptRizuanul Arefin EmonNo ratings yet
- Udlp-Tacom Welding Code, Almn (Ansi-Aws d1.2)Document120 pagesUdlp-Tacom Welding Code, Almn (Ansi-Aws d1.2)mtcengineering100% (2)
- Procedure Qualification Record (PQR)Document3 pagesProcedure Qualification Record (PQR)surjithkocherilNo ratings yet
- Din 6916Document1 pageDin 6916Ega BallackNo ratings yet
- Electrical Motor Workstation Drawing v5Document8 pagesElectrical Motor Workstation Drawing v5Winston NoelNo ratings yet
- Effect of Feed Rate On Surface Roughness in Abrasive Waterjet Cutting Applications.Document7 pagesEffect of Feed Rate On Surface Roughness in Abrasive Waterjet Cutting Applications.ronNo ratings yet
- 309L-16 Stainless Steel Covered Electrode: Technical Specification SheetDocument2 pages309L-16 Stainless Steel Covered Electrode: Technical Specification SheetekaciptaNo ratings yet
- TWO H Chem LTD.: Nova-P Nova-PDocument2 pagesTWO H Chem LTD.: Nova-P Nova-PKingsley BaptistaNo ratings yet
- K-Punch Hole Punching ToolDocument1 pageK-Punch Hole Punching ToolWahiba EnergyNo ratings yet
- Compressor Wash System RB211Document15 pagesCompressor Wash System RB211masdikaNo ratings yet
- Torque Calculation - ASME PCC-1Document5 pagesTorque Calculation - ASME PCC-1Rakesh ReddyNo ratings yet
- DS DMG DMC 80 U DuoBLOCK Aerospace Chassis Frame enDocument1 pageDS DMG DMC 80 U DuoBLOCK Aerospace Chassis Frame enPaul VeramendiNo ratings yet
- Basic Knowledge of The Cementing Test: Pt. Co L IndoDocument43 pagesBasic Knowledge of The Cementing Test: Pt. Co L IndoIbnu HasanNo ratings yet
- DMM ATR VS On Hand 020223 1Document10 pagesDMM ATR VS On Hand 020223 1Muuhammad ZulfadhliNo ratings yet
- Deckdrain S1200NW8 Data SheetDocument1 pageDeckdrain S1200NW8 Data SheetsdvsdvdsaNo ratings yet
- Wooden Doors SpecsDocument10 pagesWooden Doors SpecsAHMAD SHNo ratings yet
- Hot LockDocument36 pagesHot LockcasalasNo ratings yet
- Standar Coil Menurut Jis PDFDocument16 pagesStandar Coil Menurut Jis PDFEko Adi PutraNo ratings yet
- American Woodworker - 103 (October 2003)Document63 pagesAmerican Woodworker - 103 (October 2003)Emilian Baluta100% (2)
- Use of Pyroxenite in Place of DolomiteDocument4 pagesUse of Pyroxenite in Place of DolomiteDhirender KapoorNo ratings yet
- MarcoDocument1 pageMarcobimboNo ratings yet
- DGI LinecardDocument12 pagesDGI LinecardElias RomeroNo ratings yet
- Standard Specification For Hot Dip GalvanizingDocument4 pagesStandard Specification For Hot Dip GalvanizingNuzul Furqony100% (1)
- Spring WireDocument2 pagesSpring WireAPPLENo ratings yet
- Veneers and HandlesDocument24 pagesVeneers and HandlesArch JiyaNo ratings yet
- Selecting A Screw ShaftDocument4 pagesSelecting A Screw Shaftangel garciaNo ratings yet
- Content Content Standard Performance Standard Learning Competencies Code Learning Materials Week Prepare Weld Materials (WM) LO 1. Set-Up Cutting EquipmentDocument9 pagesContent Content Standard Performance Standard Learning Competencies Code Learning Materials Week Prepare Weld Materials (WM) LO 1. Set-Up Cutting Equipmentlip100% (1)
- Abbey Seals Xpress Seal Profile Brochure PagesDocument8 pagesAbbey Seals Xpress Seal Profile Brochure PagessfeNo ratings yet