
Eddy Current Examination of Steel Tubular Products Using Magnetic Saturation
Eddy Current Examination of Steel Tubular Products Using Magnetic Saturation
You might also like
- SA788Document14 pagesSA788Chenjie ZhuNo ratings yet
- Dash 8 QRH PDFDocument142 pagesDash 8 QRH PDFjohn heath50% (4)
- Contact Ultrasonic Testing of Weldments: Standard Practice ForDocument24 pagesContact Ultrasonic Testing of Weldments: Standard Practice ForJlaraneda Santiago100% (6)
- Astm E1961-16Document14 pagesAstm E1961-16Reginaldo Ferreira da Silva33% (3)
- The Online Poker Starting Guide (Frank Miller) PDFDocument39 pagesThe Online Poker Starting Guide (Frank Miller) PDFDe_VinciNo ratings yet
- E 215 - 98 R04 - Rtixnq - PDFDocument7 pagesE 215 - 98 R04 - Rtixnq - PDFLeón SuárezNo ratings yet
- Astm B594Document10 pagesAstm B594unknown1711No ratings yet
- Examination of Carbon Steel Welds Using Eddy Current Array: Standard Practice ForDocument5 pagesExamination of Carbon Steel Welds Using Eddy Current Array: Standard Practice ForVibratech ENDNo ratings yet
- E309 Yzar1817 (21301)Document6 pagesE309 Yzar1817 (21301)Mahmood KhanNo ratings yet
- Electromagnetic (Eddy Current) Examination of Seamless and Welded Tubular Products, Titanium, Austenitic Stainless Steel and Similar AlloysDocument4 pagesElectromagnetic (Eddy Current) Examination of Seamless and Welded Tubular Products, Titanium, Austenitic Stainless Steel and Similar Alloysfredy lopezNo ratings yet
- Electromagnetic (Eddy Current) Examination of Seamless and Welded Tubular Products, Titanium, Austenitic Stainless Steel and Similar AlloysDocument4 pagesElectromagnetic (Eddy Current) Examination of Seamless and Welded Tubular Products, Titanium, Austenitic Stainless Steel and Similar AlloysMaximiliano LaurenzielloNo ratings yet
- Astm E570Document7 pagesAstm E570陳明書No ratings yet
- Electromagnetic (Eddy-Current) Examination of Seamless and Welded Tubular Products, Austenitic Stainless Steel and Similar AlloysDocument4 pagesElectromagnetic (Eddy-Current) Examination of Seamless and Welded Tubular Products, Austenitic Stainless Steel and Similar AlloysMaxNo ratings yet
- E243 13 PDFDocument6 pagesE243 13 PDFDaniel Mauricio Prieto ValderramaNo ratings yet
- Astm e 309Document5 pagesAstm e 309김경은No ratings yet
- Electromagnetic (Eddy-Current) Examination of Nickel and Nickel Alloy Tubular ProductsDocument5 pagesElectromagnetic (Eddy-Current) Examination of Nickel and Nickel Alloy Tubular Productshimaw20393No ratings yet
- Astm E1606 20Document5 pagesAstm E1606 20faruk öztürkNo ratings yet
- Astm e 426Document4 pagesAstm e 426김경은No ratings yet
- E243-13 Standard Practice For Electromagnetic (Eddy Current) Examination of Copper and Copper-Alloy TubesDocument6 pagesE243-13 Standard Practice For Electromagnetic (Eddy Current) Examination of Copper and Copper-Alloy TubesudomNo ratings yet
- Astm E309 16Document3 pagesAstm E309 16Prajna PrayasNo ratings yet
- Flux Leakage Examination of Ferromagnetic Steel Tubular ProductsDocument7 pagesFlux Leakage Examination of Ferromagnetic Steel Tubular ProductsAnbarasan PerumalNo ratings yet
- Astm E-570-09 RFL Steel TubeDocument7 pagesAstm E-570-09 RFL Steel TubempusNo ratings yet
- E215-16 Práctica Estándar para La Estandarización de Equipos y El Examen Electromagnético de Tubos de Aleación de Aluminio Sin Costura1Document11 pagesE215-16 Práctica Estándar para La Estandarización de Equipos y El Examen Electromagnético de Tubos de Aleación de Aluminio Sin Costura1fredy lopezNo ratings yet
- E 273 - 15Document5 pagesE 273 - 15juan f100% (1)
- Electromagnetic (Eddy Current) Examination of Type F-Continuously Welded (CW) Ferromagnetic Pipe and Tubing Above The Curie TemperatureDocument3 pagesElectromagnetic (Eddy Current) Examination of Type F-Continuously Welded (CW) Ferromagnetic Pipe and Tubing Above The Curie Temperaturefredy lopezNo ratings yet
- E213.1210479-1 Ultrasonido en Tuberias de MetalDocument11 pagesE213.1210479-1 Ultrasonido en Tuberias de Metaljonathan marin navarroNo ratings yet
- E215-16 Standard Practice For Standardizing Equipment and Electromagnetic Examination of Seamless Aluminum-Alloy TubeDocument11 pagesE215-16 Standard Practice For Standardizing Equipment and Electromagnetic Examination of Seamless Aluminum-Alloy TubeudomNo ratings yet
- Standard Practice For ET of Copper and Copper Alloy TubeDocument6 pagesStandard Practice For ET of Copper and Copper Alloy TubeXuân ChứcNo ratings yet
- Ultrasonic Testing of Metal Pipe and Tubing: Standard Practice ForDocument11 pagesUltrasonic Testing of Metal Pipe and Tubing: Standard Practice ForBauyrzhanNo ratings yet
- Contact Ultrasonic Testing of Weldments: Standard Practice ForDocument24 pagesContact Ultrasonic Testing of Weldments: Standard Practice ForgerardomediavillaepnNo ratings yet
- Electromagnetic (Eddy-Current) Examination of Seamless and Welded Tubular Products, Austenitic Stainless Steel and Similar AlloysDocument4 pagesElectromagnetic (Eddy-Current) Examination of Seamless and Welded Tubular Products, Austenitic Stainless Steel and Similar AlloysNathaniel LuraNo ratings yet
- Astm A609 A609m 12Document4 pagesAstm A609 A609m 12SITASNo ratings yet
- Astm E213 22Document7 pagesAstm E213 22danielalbin13698No ratings yet
- Electromagnetic (Eddy Current/Magnetic Induction) Sorting of Ferrous MetalsDocument5 pagesElectromagnetic (Eddy Current/Magnetic Induction) Sorting of Ferrous Metalsdilaafadil104No ratings yet
- ASTM E164-13 Standard Practice For Contact Ultrasonic Testing of WeldmentsDocument24 pagesASTM E164-13 Standard Practice For Contact Ultrasonic Testing of WeldmentsFernandoi100% (1)
- E426-98 EC SS TubularDocument4 pagesE426-98 EC SS TubularsanthakumarNo ratings yet
- Astm E164 13Document25 pagesAstm E164 13OteloElMoro67% (3)
- ASTM E273-20 Standard Practice For Ultrasonic Testing of The Weld Zone of Welded Pipe and TubingDocument5 pagesASTM E273-20 Standard Practice For Ultrasonic Testing of The Weld Zone of Welded Pipe and TubingHồngThắngNguyễnNo ratings yet
- Electromagnetic (Eddy Current) Examination of Copper and Copper-Alloy TubesDocument6 pagesElectromagnetic (Eddy Current) Examination of Copper and Copper-Alloy Tubesedapo79No ratings yet
- Eddy-Current Examination of Steel Tubular Products Using Magnetic SaturationDocument5 pagesEddy-Current Examination of Steel Tubular Products Using Magnetic SaturationROHITNo ratings yet
- A275A275M 23 1 05 Standard Practice For Magnetic Particle ExaminationDocument8 pagesA275A275M 23 1 05 Standard Practice For Magnetic Particle Examination1992xezerhesenov1992No ratings yet
- Magnetic Particle Testing: Standard Practice ForDocument22 pagesMagnetic Particle Testing: Standard Practice ForKevin Reyes VegaNo ratings yet
- Astm E1001Document10 pagesAstm E1001Jon DownNo ratings yet
- E113Document11 pagesE113Anonymous dH1y9nyNjcNo ratings yet
- Astm E309-01Document5 pagesAstm E309-01Carlos Raul Caballero LeonNo ratings yet
- E1961-16 Standard Practice For Mechanized Ultrasonic Testing of Girth Welds Using Zonal Discrimination With Focused Search Units PDFDocument14 pagesE1961-16 Standard Practice For Mechanized Ultrasonic Testing of Girth Welds Using Zonal Discrimination With Focused Search Units PDFudomNo ratings yet
- Astm A609 A609m 20121583229033494Document9 pagesAstm A609 A609m 20121583229033494Mann GurpreetNo ratings yet
- Astm E243Document6 pagesAstm E243javierguillermo1983No ratings yet
- ASTM B594-2013 (UT of Aluminium)Document10 pagesASTM B594-2013 (UT of Aluminium)Growindia NDT ServicesNo ratings yet
- Evaluacion de Tuberia Por UltrasonidoDocument11 pagesEvaluacion de Tuberia Por UltrasonidoJuan Pablo Torres AlvarezNo ratings yet
- Electromagnetic (Eddy-Current) Examination of Ferromagnetic Cylindrical Bar Product Above The Curie TemperatureDocument3 pagesElectromagnetic (Eddy-Current) Examination of Ferromagnetic Cylindrical Bar Product Above The Curie TemperatureTPI KUWAITNo ratings yet
- Astm E426 16Document2 pagesAstm E426 16praveen_1324No ratings yet
- ASTM E213 - Standard Practice For Ultrasonic Examination of Metal Pipe and TubingDocument11 pagesASTM E213 - Standard Practice For Ultrasonic Examination of Metal Pipe and Tubingvijaysharvesh01No ratings yet
- Astm e 213Document11 pagesAstm e 213Satwant singhNo ratings yet
- Electromagnetic (Eddy-Current) Examination of Type F-Continuously Welded (CW) Ferromagnetic Pipe and Tubing Above The Curie TemperatureDocument3 pagesElectromagnetic (Eddy-Current) Examination of Type F-Continuously Welded (CW) Ferromagnetic Pipe and Tubing Above The Curie TemperatureTPI KUWAITNo ratings yet
- Electromagnetic (Eddy-Current) Examination of Copper Redraw Rod For Electrical PurposesDocument4 pagesElectromagnetic (Eddy-Current) Examination of Copper Redraw Rod For Electrical PurposessanthakumarNo ratings yet
- Astm E797 (2021)Document9 pagesAstm E797 (2021)suanezprNo ratings yet
- Standard Practice For Contact Ultrasonic Testing of WeldmentsDocument24 pagesStandard Practice For Contact Ultrasonic Testing of WeldmentsAhmad ToufailyNo ratings yet
- E571-98 EC Nickel Alloy TubesDocument4 pagesE571-98 EC Nickel Alloy TubessanthakumarNo ratings yet
- Guidelines for the Determination of Standardized Semiconductor Radiation Hardness ParametersFrom EverandGuidelines for the Determination of Standardized Semiconductor Radiation Hardness ParametersNo ratings yet
- Mechanical Vibration and Shock Analysis, Specification DevelopmentFrom EverandMechanical Vibration and Shock Analysis, Specification DevelopmentNo ratings yet
- Methodologies for Assessing Pipe Failure Rates in Advanced Water Cooled ReactorsFrom EverandMethodologies for Assessing Pipe Failure Rates in Advanced Water Cooled ReactorsNo ratings yet
- ASTM E45 18aDocument10 pagesASTM E45 18aMarian MiculescuNo ratings yet
- Asme Code Cases 2019Document3 pagesAsme Code Cases 2019Chenjie ZhuNo ratings yet
- SA905Document6 pagesSA905Chenjie ZhuNo ratings yet
- SA723Document5 pagesSA723Chenjie ZhuNo ratings yet
- Operation Manual: User's GuideDocument173 pagesOperation Manual: User's GuideBobby AldNo ratings yet
- D FM Cost User GuideDocument135 pagesD FM Cost User GuideUdaya RangaNaikNo ratings yet
- Case Status - CWS 103 PDFDocument3 pagesCase Status - CWS 103 PDFSANTHOSH KUMAR T MNo ratings yet
- CWC Handbook Fo Desisgn of FC - AE Works - CompressedDocument104 pagesCWC Handbook Fo Desisgn of FC - AE Works - Compressedglh karunaNo ratings yet
- CSE116 Spring 2017 SyllabusDocument7 pagesCSE116 Spring 2017 SyllabusBlakeHurlburtNo ratings yet
- RefractometryDocument16 pagesRefractometryJoo Yee Chin100% (4)
- Assignment 1Document6 pagesAssignment 1Meron SolomonNo ratings yet
- Punong Barangay Over The Barangay Secretary and Barangay Treasurer and TheDocument2 pagesPunong Barangay Over The Barangay Secretary and Barangay Treasurer and TheJessie Montealto100% (1)
- Pad Footing Design 250x250 ColDocument6 pagesPad Footing Design 250x250 ColAkela RichardNo ratings yet
- RFS UD Series DipoleDocument2 pagesRFS UD Series DipoleBryan PittmanNo ratings yet
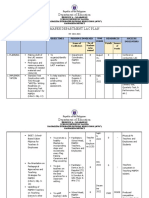
- Lac-Mapeh 2022-2023Document4 pagesLac-Mapeh 2022-2023DEPED TV Rodolfo E Laycano Jr100% (1)
- Palma Review of Dependency Theory World Development 1978Document44 pagesPalma Review of Dependency Theory World Development 1978Juan Hermidas100% (1)
- FULL TEXT - President Duterte's 2018 State of The Nation Address PDFDocument37 pagesFULL TEXT - President Duterte's 2018 State of The Nation Address PDFDarlene VenturaNo ratings yet
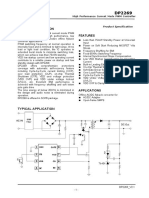
- DP2269Document7 pagesDP2269GABRIEL AMORIM ARAUJONo ratings yet
- Automan AC and AF Series ASL 62 305 448 Ed.05Document393 pagesAutoman AC and AF Series ASL 62 305 448 Ed.05yhorsNo ratings yet
- Ome44850k VR7000 7000SDocument60 pagesOme44850k VR7000 7000SJorge OrsNo ratings yet
- IK Safety Morning TalkDocument4 pagesIK Safety Morning TalkYayanPristiadyfbqueeaslieeArekMoxerNo ratings yet
- Jurnal Hubungan Dukungan Keluarga Terhadap Kualitas Hidup Pasien StrokeDocument5 pagesJurnal Hubungan Dukungan Keluarga Terhadap Kualitas Hidup Pasien StrokeNadia UlfaNo ratings yet
- Review Article On Different Types of EDM and Its Performance Parameter Micro EDM2018 04-25-16!17!50Document6 pagesReview Article On Different Types of EDM and Its Performance Parameter Micro EDM2018 04-25-16!17!50swatiNo ratings yet
- Guidelines For Fabrication of Steel Girders For Field EngineersDocument55 pagesGuidelines For Fabrication of Steel Girders For Field EngineersradhakrishnangNo ratings yet
- Practical Skin Cancer Surgery by Mileham HayesDocument327 pagesPractical Skin Cancer Surgery by Mileham HayesDaniella TruffelloNo ratings yet
- Oim552-Lean Manufacturing Question BankDocument6 pagesOim552-Lean Manufacturing Question BankRaagul SNo ratings yet
- CNC Controller Handle: RZNC-05 Series Users GuideDocument38 pagesCNC Controller Handle: RZNC-05 Series Users Guidemarius virtosu65No ratings yet
- 1 14 321 XX GN de 007 Numering of Project DocumentDocument6 pages1 14 321 XX GN de 007 Numering of Project DocumentELPIDIO LUCERONo ratings yet
- Financial AccountingDocument376 pagesFinancial AccountingMizalem Cantila50% (2)
- RPT 2021 DLP Math Year 5 KSSR SemakanDocument16 pagesRPT 2021 DLP Math Year 5 KSSR SemakanShalini SuriaNo ratings yet
- I3 Marketing AspectDocument9 pagesI3 Marketing AspectJulliena BakersNo ratings yet
- Certification of Testing: Manufacturer of World Class Direct Tension IndicatorsDocument1 pageCertification of Testing: Manufacturer of World Class Direct Tension IndicatorsJ. Fabián MenaNo ratings yet





























































































Download as pdf or txt
You might also like
- SA788Document14 pagesSA788Chenjie ZhuNo ratings yet
- Dash 8 QRH PDFDocument142 pagesDash 8 QRH PDFjohn heath50% (4)
- Contact Ultrasonic Testing of Weldments: Standard Practice ForDocument24 pagesContact Ultrasonic Testing of Weldments: Standard Practice ForJlaraneda Santiago100% (6)
- Astm E1961-16Document14 pagesAstm E1961-16Reginaldo Ferreira da Silva33% (3)
- The Online Poker Starting Guide (Frank Miller) PDFDocument39 pagesThe Online Poker Starting Guide (Frank Miller) PDFDe_VinciNo ratings yet
- E 215 - 98 R04 - Rtixnq - PDFDocument7 pagesE 215 - 98 R04 - Rtixnq - PDFLeón SuárezNo ratings yet
- Astm B594Document10 pagesAstm B594unknown1711No ratings yet
- Examination of Carbon Steel Welds Using Eddy Current Array: Standard Practice ForDocument5 pagesExamination of Carbon Steel Welds Using Eddy Current Array: Standard Practice ForVibratech ENDNo ratings yet
- E309 Yzar1817 (21301)Document6 pagesE309 Yzar1817 (21301)Mahmood KhanNo ratings yet
- Electromagnetic (Eddy Current) Examination of Seamless and Welded Tubular Products, Titanium, Austenitic Stainless Steel and Similar AlloysDocument4 pagesElectromagnetic (Eddy Current) Examination of Seamless and Welded Tubular Products, Titanium, Austenitic Stainless Steel and Similar Alloysfredy lopezNo ratings yet
- Electromagnetic (Eddy Current) Examination of Seamless and Welded Tubular Products, Titanium, Austenitic Stainless Steel and Similar AlloysDocument4 pagesElectromagnetic (Eddy Current) Examination of Seamless and Welded Tubular Products, Titanium, Austenitic Stainless Steel and Similar AlloysMaximiliano LaurenzielloNo ratings yet
- Astm E570Document7 pagesAstm E570陳明書No ratings yet
- Electromagnetic (Eddy-Current) Examination of Seamless and Welded Tubular Products, Austenitic Stainless Steel and Similar AlloysDocument4 pagesElectromagnetic (Eddy-Current) Examination of Seamless and Welded Tubular Products, Austenitic Stainless Steel and Similar AlloysMaxNo ratings yet
- E243 13 PDFDocument6 pagesE243 13 PDFDaniel Mauricio Prieto ValderramaNo ratings yet
- Astm e 309Document5 pagesAstm e 309김경은No ratings yet
- Electromagnetic (Eddy-Current) Examination of Nickel and Nickel Alloy Tubular ProductsDocument5 pagesElectromagnetic (Eddy-Current) Examination of Nickel and Nickel Alloy Tubular Productshimaw20393No ratings yet
- Astm E1606 20Document5 pagesAstm E1606 20faruk öztürkNo ratings yet
- Astm e 426Document4 pagesAstm e 426김경은No ratings yet
- E243-13 Standard Practice For Electromagnetic (Eddy Current) Examination of Copper and Copper-Alloy TubesDocument6 pagesE243-13 Standard Practice For Electromagnetic (Eddy Current) Examination of Copper and Copper-Alloy TubesudomNo ratings yet
- Astm E309 16Document3 pagesAstm E309 16Prajna PrayasNo ratings yet
- Flux Leakage Examination of Ferromagnetic Steel Tubular ProductsDocument7 pagesFlux Leakage Examination of Ferromagnetic Steel Tubular ProductsAnbarasan PerumalNo ratings yet
- Astm E-570-09 RFL Steel TubeDocument7 pagesAstm E-570-09 RFL Steel TubempusNo ratings yet
- E215-16 Práctica Estándar para La Estandarización de Equipos y El Examen Electromagnético de Tubos de Aleación de Aluminio Sin Costura1Document11 pagesE215-16 Práctica Estándar para La Estandarización de Equipos y El Examen Electromagnético de Tubos de Aleación de Aluminio Sin Costura1fredy lopezNo ratings yet
- E 273 - 15Document5 pagesE 273 - 15juan f100% (1)
- Electromagnetic (Eddy Current) Examination of Type F-Continuously Welded (CW) Ferromagnetic Pipe and Tubing Above The Curie TemperatureDocument3 pagesElectromagnetic (Eddy Current) Examination of Type F-Continuously Welded (CW) Ferromagnetic Pipe and Tubing Above The Curie Temperaturefredy lopezNo ratings yet
- E213.1210479-1 Ultrasonido en Tuberias de MetalDocument11 pagesE213.1210479-1 Ultrasonido en Tuberias de Metaljonathan marin navarroNo ratings yet
- E215-16 Standard Practice For Standardizing Equipment and Electromagnetic Examination of Seamless Aluminum-Alloy TubeDocument11 pagesE215-16 Standard Practice For Standardizing Equipment and Electromagnetic Examination of Seamless Aluminum-Alloy TubeudomNo ratings yet
- Standard Practice For ET of Copper and Copper Alloy TubeDocument6 pagesStandard Practice For ET of Copper and Copper Alloy TubeXuân ChứcNo ratings yet
- Ultrasonic Testing of Metal Pipe and Tubing: Standard Practice ForDocument11 pagesUltrasonic Testing of Metal Pipe and Tubing: Standard Practice ForBauyrzhanNo ratings yet
- Contact Ultrasonic Testing of Weldments: Standard Practice ForDocument24 pagesContact Ultrasonic Testing of Weldments: Standard Practice ForgerardomediavillaepnNo ratings yet
- Electromagnetic (Eddy-Current) Examination of Seamless and Welded Tubular Products, Austenitic Stainless Steel and Similar AlloysDocument4 pagesElectromagnetic (Eddy-Current) Examination of Seamless and Welded Tubular Products, Austenitic Stainless Steel and Similar AlloysNathaniel LuraNo ratings yet
- Astm A609 A609m 12Document4 pagesAstm A609 A609m 12SITASNo ratings yet
- Astm E213 22Document7 pagesAstm E213 22danielalbin13698No ratings yet
- Electromagnetic (Eddy Current/Magnetic Induction) Sorting of Ferrous MetalsDocument5 pagesElectromagnetic (Eddy Current/Magnetic Induction) Sorting of Ferrous Metalsdilaafadil104No ratings yet
- ASTM E164-13 Standard Practice For Contact Ultrasonic Testing of WeldmentsDocument24 pagesASTM E164-13 Standard Practice For Contact Ultrasonic Testing of WeldmentsFernandoi100% (1)
- E426-98 EC SS TubularDocument4 pagesE426-98 EC SS TubularsanthakumarNo ratings yet
- Astm E164 13Document25 pagesAstm E164 13OteloElMoro67% (3)
- ASTM E273-20 Standard Practice For Ultrasonic Testing of The Weld Zone of Welded Pipe and TubingDocument5 pagesASTM E273-20 Standard Practice For Ultrasonic Testing of The Weld Zone of Welded Pipe and TubingHồngThắngNguyễnNo ratings yet
- Electromagnetic (Eddy Current) Examination of Copper and Copper-Alloy TubesDocument6 pagesElectromagnetic (Eddy Current) Examination of Copper and Copper-Alloy Tubesedapo79No ratings yet
- Eddy-Current Examination of Steel Tubular Products Using Magnetic SaturationDocument5 pagesEddy-Current Examination of Steel Tubular Products Using Magnetic SaturationROHITNo ratings yet
- A275A275M 23 1 05 Standard Practice For Magnetic Particle ExaminationDocument8 pagesA275A275M 23 1 05 Standard Practice For Magnetic Particle Examination1992xezerhesenov1992No ratings yet
- Magnetic Particle Testing: Standard Practice ForDocument22 pagesMagnetic Particle Testing: Standard Practice ForKevin Reyes VegaNo ratings yet
- Astm E1001Document10 pagesAstm E1001Jon DownNo ratings yet
- E113Document11 pagesE113Anonymous dH1y9nyNjcNo ratings yet
- Astm E309-01Document5 pagesAstm E309-01Carlos Raul Caballero LeonNo ratings yet
- E1961-16 Standard Practice For Mechanized Ultrasonic Testing of Girth Welds Using Zonal Discrimination With Focused Search Units PDFDocument14 pagesE1961-16 Standard Practice For Mechanized Ultrasonic Testing of Girth Welds Using Zonal Discrimination With Focused Search Units PDFudomNo ratings yet
- Astm A609 A609m 20121583229033494Document9 pagesAstm A609 A609m 20121583229033494Mann GurpreetNo ratings yet
- Astm E243Document6 pagesAstm E243javierguillermo1983No ratings yet
- ASTM B594-2013 (UT of Aluminium)Document10 pagesASTM B594-2013 (UT of Aluminium)Growindia NDT ServicesNo ratings yet
- Evaluacion de Tuberia Por UltrasonidoDocument11 pagesEvaluacion de Tuberia Por UltrasonidoJuan Pablo Torres AlvarezNo ratings yet
- Electromagnetic (Eddy-Current) Examination of Ferromagnetic Cylindrical Bar Product Above The Curie TemperatureDocument3 pagesElectromagnetic (Eddy-Current) Examination of Ferromagnetic Cylindrical Bar Product Above The Curie TemperatureTPI KUWAITNo ratings yet
- Astm E426 16Document2 pagesAstm E426 16praveen_1324No ratings yet
- ASTM E213 - Standard Practice For Ultrasonic Examination of Metal Pipe and TubingDocument11 pagesASTM E213 - Standard Practice For Ultrasonic Examination of Metal Pipe and Tubingvijaysharvesh01No ratings yet
- Astm e 213Document11 pagesAstm e 213Satwant singhNo ratings yet
- Electromagnetic (Eddy-Current) Examination of Type F-Continuously Welded (CW) Ferromagnetic Pipe and Tubing Above The Curie TemperatureDocument3 pagesElectromagnetic (Eddy-Current) Examination of Type F-Continuously Welded (CW) Ferromagnetic Pipe and Tubing Above The Curie TemperatureTPI KUWAITNo ratings yet
- Electromagnetic (Eddy-Current) Examination of Copper Redraw Rod For Electrical PurposesDocument4 pagesElectromagnetic (Eddy-Current) Examination of Copper Redraw Rod For Electrical PurposessanthakumarNo ratings yet
- Astm E797 (2021)Document9 pagesAstm E797 (2021)suanezprNo ratings yet
- Standard Practice For Contact Ultrasonic Testing of WeldmentsDocument24 pagesStandard Practice For Contact Ultrasonic Testing of WeldmentsAhmad ToufailyNo ratings yet
- E571-98 EC Nickel Alloy TubesDocument4 pagesE571-98 EC Nickel Alloy TubessanthakumarNo ratings yet
- Guidelines for the Determination of Standardized Semiconductor Radiation Hardness ParametersFrom EverandGuidelines for the Determination of Standardized Semiconductor Radiation Hardness ParametersNo ratings yet
- Mechanical Vibration and Shock Analysis, Specification DevelopmentFrom EverandMechanical Vibration and Shock Analysis, Specification DevelopmentNo ratings yet
- Methodologies for Assessing Pipe Failure Rates in Advanced Water Cooled ReactorsFrom EverandMethodologies for Assessing Pipe Failure Rates in Advanced Water Cooled ReactorsNo ratings yet
- ASTM E45 18aDocument10 pagesASTM E45 18aMarian MiculescuNo ratings yet
- Asme Code Cases 2019Document3 pagesAsme Code Cases 2019Chenjie ZhuNo ratings yet
- SA905Document6 pagesSA905Chenjie ZhuNo ratings yet
- SA723Document5 pagesSA723Chenjie ZhuNo ratings yet
- Operation Manual: User's GuideDocument173 pagesOperation Manual: User's GuideBobby AldNo ratings yet
- D FM Cost User GuideDocument135 pagesD FM Cost User GuideUdaya RangaNaikNo ratings yet
- Case Status - CWS 103 PDFDocument3 pagesCase Status - CWS 103 PDFSANTHOSH KUMAR T MNo ratings yet
- CWC Handbook Fo Desisgn of FC - AE Works - CompressedDocument104 pagesCWC Handbook Fo Desisgn of FC - AE Works - Compressedglh karunaNo ratings yet
- CSE116 Spring 2017 SyllabusDocument7 pagesCSE116 Spring 2017 SyllabusBlakeHurlburtNo ratings yet
- RefractometryDocument16 pagesRefractometryJoo Yee Chin100% (4)
- Assignment 1Document6 pagesAssignment 1Meron SolomonNo ratings yet
- Punong Barangay Over The Barangay Secretary and Barangay Treasurer and TheDocument2 pagesPunong Barangay Over The Barangay Secretary and Barangay Treasurer and TheJessie Montealto100% (1)
- Pad Footing Design 250x250 ColDocument6 pagesPad Footing Design 250x250 ColAkela RichardNo ratings yet
- RFS UD Series DipoleDocument2 pagesRFS UD Series DipoleBryan PittmanNo ratings yet
- Lac-Mapeh 2022-2023Document4 pagesLac-Mapeh 2022-2023DEPED TV Rodolfo E Laycano Jr100% (1)
- Palma Review of Dependency Theory World Development 1978Document44 pagesPalma Review of Dependency Theory World Development 1978Juan Hermidas100% (1)
- FULL TEXT - President Duterte's 2018 State of The Nation Address PDFDocument37 pagesFULL TEXT - President Duterte's 2018 State of The Nation Address PDFDarlene VenturaNo ratings yet
- DP2269Document7 pagesDP2269GABRIEL AMORIM ARAUJONo ratings yet
- Automan AC and AF Series ASL 62 305 448 Ed.05Document393 pagesAutoman AC and AF Series ASL 62 305 448 Ed.05yhorsNo ratings yet
- Ome44850k VR7000 7000SDocument60 pagesOme44850k VR7000 7000SJorge OrsNo ratings yet
- IK Safety Morning TalkDocument4 pagesIK Safety Morning TalkYayanPristiadyfbqueeaslieeArekMoxerNo ratings yet
- Jurnal Hubungan Dukungan Keluarga Terhadap Kualitas Hidup Pasien StrokeDocument5 pagesJurnal Hubungan Dukungan Keluarga Terhadap Kualitas Hidup Pasien StrokeNadia UlfaNo ratings yet
- Review Article On Different Types of EDM and Its Performance Parameter Micro EDM2018 04-25-16!17!50Document6 pagesReview Article On Different Types of EDM and Its Performance Parameter Micro EDM2018 04-25-16!17!50swatiNo ratings yet
- Guidelines For Fabrication of Steel Girders For Field EngineersDocument55 pagesGuidelines For Fabrication of Steel Girders For Field EngineersradhakrishnangNo ratings yet
- Practical Skin Cancer Surgery by Mileham HayesDocument327 pagesPractical Skin Cancer Surgery by Mileham HayesDaniella TruffelloNo ratings yet
- Oim552-Lean Manufacturing Question BankDocument6 pagesOim552-Lean Manufacturing Question BankRaagul SNo ratings yet
- CNC Controller Handle: RZNC-05 Series Users GuideDocument38 pagesCNC Controller Handle: RZNC-05 Series Users Guidemarius virtosu65No ratings yet
- 1 14 321 XX GN de 007 Numering of Project DocumentDocument6 pages1 14 321 XX GN de 007 Numering of Project DocumentELPIDIO LUCERONo ratings yet
- Financial AccountingDocument376 pagesFinancial AccountingMizalem Cantila50% (2)
- RPT 2021 DLP Math Year 5 KSSR SemakanDocument16 pagesRPT 2021 DLP Math Year 5 KSSR SemakanShalini SuriaNo ratings yet
- I3 Marketing AspectDocument9 pagesI3 Marketing AspectJulliena BakersNo ratings yet
- Certification of Testing: Manufacturer of World Class Direct Tension IndicatorsDocument1 pageCertification of Testing: Manufacturer of World Class Direct Tension IndicatorsJ. Fabián MenaNo ratings yet