
Chińska Instrukcja Obsługi Serii 937
Chińska Instrukcja Obsługi Serii 937
You might also like
- TPS3824 50DBVRDocument34 pagesTPS3824 50DBVR朱员昊No ratings yet
- 快速安装指南 罗斯蒙特 0065 0185 传感器组件 rosemount zh 78220Document28 pages快速安装指南 罗斯蒙特 0065 0185 传感器组件 rosemount zh 78220SodaDrinkNo ratings yet
- LM 35Document37 pagesLM 35xlzyydf2015No ratings yet
- 1634004087 近吸說明書 RH-9870 20210827Document12 pages1634004087 近吸說明書 RH-9870 20210827許珮蓁No ratings yet
- 9-5 钢筋焊接Document39 pages9-5 钢筋焊接秦川No ratings yet
- MKP62 EtcDocument4 pagesMKP62 EtcdiegooliveiraEENo ratings yet
- OTC焊机手册Document72 pagesOTC焊机手册lostin ANo ratings yet
- 简单介绍 本套件专用于接收飞机与塔台之间的通话,配合性能良好的天线( VHF 段八木天线), 开阔处最大可接收约 150Km 内各种类型的飞机与塔台间通话。 本套件设计由"套件之家"原创,经多次调试才形成目前的版本。 本文描述的硬件版本为 V6.0,板名 HM00ABRC - 6。Document11 pages简单介绍 本套件专用于接收飞机与塔台之间的通话,配合性能良好的天线( VHF 段八木天线), 开阔处最大可接收约 150Km 内各种类型的飞机与塔台间通话。 本套件设计由"套件之家"原创,经多次调试才形成目前的版本。 本文描述的硬件版本为 V6.0,板名 HM00ABRC - 6。Ary JuniorNo ratings yet
- 28 DS 245 TM1 Voltage 24V Plug-In Flange - ZHDocument9 pages28 DS 245 TM1 Voltage 24V Plug-In Flange - ZHF. Z.No ratings yet
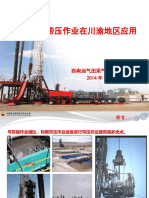
- 气井带压作业在川渝地区应用Document27 pages气井带压作业在川渝地区应用Dean ReinNo ratings yet
- JK-58420 ParametrosDocument23 pagesJK-58420 ParametrosFJ eletrônicaNo ratings yet
- QUICK856AD 使用说明Document16 pagesQUICK856AD 使用说明ouyangxin1991No ratings yet
- 28 DS 542 TM1 Voltage 12 24V Plug-In Flange - ZHDocument10 pages28 DS 542 TM1 Voltage 12 24V Plug-In Flange - ZHF. Z.No ratings yet
- Mport3101 I 用户手册Document55 pagesMport3101 I 用户手册hw698574No ratings yet
- C42 MiniDocument3 pagesC42 Minigaminglucky888No ratings yet
- 28 DS 252 TM1 Current 12 24V Screw Flange - ZHDocument9 pages28 DS 252 TM1 Current 12 24V Screw Flange - ZHF. Z.No ratings yet
- 28 DS 471 TM1 CAN SAE J1939 12 24V Plug-In Flange - ZHDocument9 pages28 DS 471 TM1 CAN SAE J1939 12 24V Plug-In Flange - ZHF. Z.No ratings yet
- MV-3111 3AE-SION 40.5kV 真空断路器20151028Document16 pagesMV-3111 3AE-SION 40.5kV 真空断路器20151028LIU LINo ratings yet
- poYBAGDKrGqAfKKvAAb bCtDkes309Document1 pagepoYBAGDKrGqAfKKvAAb bCtDkes309cyrs miaoNo ratings yet
- J K说明书Document30 pagesJ K说明书Эрхэс ЭрхэсNo ratings yet
- 28 DS 464 TM1 CAN SAE J1939 24V Plug-In Flange - ZHDocument9 pages28 DS 464 TM1 CAN SAE J1939 24V Plug-In Flange - ZHF. Z.No ratings yet
- SIRIUS Sample CN PDFDocument90 pagesSIRIUS Sample CN PDFHazzim Abu HanipahNo ratings yet
- Energy HVCA ChineseDocument52 pagesEnergy HVCA Chineseman wei ngNo ratings yet
- 28 DS 463 TM1 CANopen 24V Plug-In Flange - ZHDocument9 pages28 DS 463 TM1 CANopen 24V Plug-In Flange - ZHF. Z.No ratings yet
- 28 DS 543 TM1 Voltage 12 24V Screw Flange - ZHDocument10 pages28 DS 543 TM1 Voltage 12 24V Screw Flange - ZHF. Z.No ratings yet
- C3417M E CN - in Ceiling - InstDocument16 pagesC3417M E CN - in Ceiling - InstRodrigo MamaniNo ratings yet
- RAS - U2KVS4C (10 13) (Installation Manual) (1118350157)Document20 pagesRAS - U2KVS4C (10 13) (Installation Manual) (1118350157)Yana AzaharNo ratings yet
- 中文版安装手册 PC1616-PC1832-PC1864 - v4-2 - IM - CHI - 29007420R001Document68 pages中文版安装手册 PC1616-PC1832-PC1864 - v4-2 - IM - CHI - 29007420R001Steven QuNo ratings yet
- Uc 3842Document56 pagesUc 3842HushanjiNo ratings yet
- Fuzhou Tianyu Switchgear Co.,LtdDocument20 pagesFuzhou Tianyu Switchgear Co.,LtdRusman LumbantoruanNo ratings yet
- CD 74 HC 4051Document49 pagesCD 74 HC 4051ly7123No ratings yet
- 冲击电压发生器的原理及设计探讨Document19 pages冲击电压发生器的原理及设计探讨Johnson JunNo ratings yet
- YKHMIDocument829 pagesYKHMIk-kvNo ratings yet
- Acrel 2Document44 pagesAcrel 2Văn KiệpNo ratings yet
- AC2982 Manual (0-10V) (Duct)Document2 pagesAC2982 Manual (0-10V) (Duct)Man Kit LEE0% (1)
- TTDV TSTP Th3a CatalogDocument10 pagesTTDV TSTP Th3a Catalogjamq2000No ratings yet
- 28 DS 468 TM1 CAN SAE J1939 24V Screw Flange - ZHDocument9 pages28 DS 468 TM1 CAN SAE J1939 24V Screw Flange - ZHF. Z.No ratings yet
- Turner 660 800Document1 pageTurner 660 800Alex LopezNo ratings yet
- Listado de Material Eléctrico Que Será Necesario para La Construcción Del Edificio en La ESCUELA SUPERIOR POLITECNICA de CHIMBORAZODocument17 pagesListado de Material Eléctrico Que Será Necesario para La Construcción Del Edificio en La ESCUELA SUPERIOR POLITECNICA de CHIMBORAZOqr cNo ratings yet
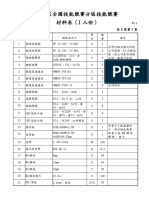
- 5 2 第52屆全國技能競賽分區技能競賽材料表 (上傳至給選手、場管) V1.1Document4 pages5 2 第52屆全國技能競賽分區技能競賽材料表 (上傳至給選手、場管) V1.1江元宏No ratings yet
- 28 DS 244 TM1 Current 24V Screw Flange - ZHDocument9 pages28 DS 244 TM1 Current 24V Screw Flange - ZHF. Z.No ratings yet
- 305Vac/275Vac) : Metallized Polypropylene Film Interference Suppression Capacitor (Class X2, 305Vac/275Vac)Document4 pages305Vac/275Vac) : Metallized Polypropylene Film Interference Suppression Capacitor (Class X2, 305Vac/275Vac)Faifai ChulanitaNo ratings yet
- 28 DS 470 TM1 CANopen 12 24V Plug-In Flange - ZHDocument9 pages28 DS 470 TM1 CANopen 12 24V Plug-In Flange - ZHF. Z.No ratings yet
- D 标书资料 井口技术协议 井口 地矿部 KQ105/78-65井口技术协议(EE级)Document6 pagesD 标书资料 井口技术协议 井口 地矿部 KQ105/78-65井口技术协议(EE级)chtoil2020No ratings yet
- 西安鸣士充退磁控制器Document5 pages西安鸣士充退磁控制器ind WNo ratings yet
- 28 DS 472 TM1 CANopen 12 24V Screw Flange - ZHDocument9 pages28 DS 472 TM1 CANopen 12 24V Screw Flange - ZHF. Z.No ratings yet
- Ender 3 Neo SM 001 - User Manual CNDocument25 pagesEnder 3 Neo SM 001 - User Manual CNarthendrikjNo ratings yet
- 2020.5.7 储热式热水器产品资料Document1 page2020.5.7 储热式热水器产品资料Victor RyanNo ratings yet
- pq400 Ischi0000Document14 pagespq400 Ischi0000miruru WangNo ratings yet
- 28 DS 473 TM1 CAN SAE J1939 12 24V Screw Flange - ZHDocument9 pages28 DS 473 TM1 CAN SAE J1939 12 24V Screw Flange - ZHF. Z.No ratings yet
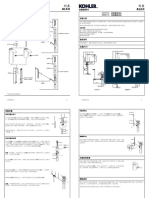
- Aleo 面盆龍頭 - K-72275T-4-CP - 安裝指南Document2 pagesAleo 面盆龍頭 - K-72275T-4-CP - 安裝指南Helen ChoiNo ratings yet
- DocsDocument8 pagesDocsJose ANo ratings yet
- ZXSDR R8862A Quick Installation Guide - R2.0 - CH - ENDocument32 pagesZXSDR R8862A Quick Installation Guide - R2.0 - CH - ENKIDS VIDEOsNo ratings yet
- WS976240135-M Datasheeet Rev A3Document2 pagesWS976240135-M Datasheeet Rev A3Reza AmaniNo ratings yet
- 钢管杆新塔型标准化设计Document49 pages钢管杆新塔型标准化设计于宏宇No ratings yet
- 1599796705915398Document26 pages1599796705915398Siva SundaramNo ratings yet
- C3418M-B-CN Pendant InstDocument16 pagesC3418M-B-CN Pendant InstRodrigo MamaniNo ratings yet
- T 901210 CNDocument8 pagesT 901210 CNbehnamdaftary2No ratings yet
- Material Electrico para El Edificio EspochDocument6 pagesMaterial Electrico para El Edificio Espochqr cNo ratings yet
























































Download as pdf or txt
You might also like
- TPS3824 50DBVRDocument34 pagesTPS3824 50DBVR朱员昊No ratings yet
- 快速安装指南 罗斯蒙特 0065 0185 传感器组件 rosemount zh 78220Document28 pages快速安装指南 罗斯蒙特 0065 0185 传感器组件 rosemount zh 78220SodaDrinkNo ratings yet
- LM 35Document37 pagesLM 35xlzyydf2015No ratings yet
- 1634004087 近吸說明書 RH-9870 20210827Document12 pages1634004087 近吸說明書 RH-9870 20210827許珮蓁No ratings yet
- 9-5 钢筋焊接Document39 pages9-5 钢筋焊接秦川No ratings yet
- MKP62 EtcDocument4 pagesMKP62 EtcdiegooliveiraEENo ratings yet
- OTC焊机手册Document72 pagesOTC焊机手册lostin ANo ratings yet
- 简单介绍 本套件专用于接收飞机与塔台之间的通话,配合性能良好的天线( VHF 段八木天线), 开阔处最大可接收约 150Km 内各种类型的飞机与塔台间通话。 本套件设计由"套件之家"原创,经多次调试才形成目前的版本。 本文描述的硬件版本为 V6.0,板名 HM00ABRC - 6。Document11 pages简单介绍 本套件专用于接收飞机与塔台之间的通话,配合性能良好的天线( VHF 段八木天线), 开阔处最大可接收约 150Km 内各种类型的飞机与塔台间通话。 本套件设计由"套件之家"原创,经多次调试才形成目前的版本。 本文描述的硬件版本为 V6.0,板名 HM00ABRC - 6。Ary JuniorNo ratings yet
- 28 DS 245 TM1 Voltage 24V Plug-In Flange - ZHDocument9 pages28 DS 245 TM1 Voltage 24V Plug-In Flange - ZHF. Z.No ratings yet
- 气井带压作业在川渝地区应用Document27 pages气井带压作业在川渝地区应用Dean ReinNo ratings yet
- JK-58420 ParametrosDocument23 pagesJK-58420 ParametrosFJ eletrônicaNo ratings yet
- QUICK856AD 使用说明Document16 pagesQUICK856AD 使用说明ouyangxin1991No ratings yet
- 28 DS 542 TM1 Voltage 12 24V Plug-In Flange - ZHDocument10 pages28 DS 542 TM1 Voltage 12 24V Plug-In Flange - ZHF. Z.No ratings yet
- Mport3101 I 用户手册Document55 pagesMport3101 I 用户手册hw698574No ratings yet
- C42 MiniDocument3 pagesC42 Minigaminglucky888No ratings yet
- 28 DS 252 TM1 Current 12 24V Screw Flange - ZHDocument9 pages28 DS 252 TM1 Current 12 24V Screw Flange - ZHF. Z.No ratings yet
- 28 DS 471 TM1 CAN SAE J1939 12 24V Plug-In Flange - ZHDocument9 pages28 DS 471 TM1 CAN SAE J1939 12 24V Plug-In Flange - ZHF. Z.No ratings yet
- MV-3111 3AE-SION 40.5kV 真空断路器20151028Document16 pagesMV-3111 3AE-SION 40.5kV 真空断路器20151028LIU LINo ratings yet
- poYBAGDKrGqAfKKvAAb bCtDkes309Document1 pagepoYBAGDKrGqAfKKvAAb bCtDkes309cyrs miaoNo ratings yet
- J K说明书Document30 pagesJ K说明书Эрхэс ЭрхэсNo ratings yet
- 28 DS 464 TM1 CAN SAE J1939 24V Plug-In Flange - ZHDocument9 pages28 DS 464 TM1 CAN SAE J1939 24V Plug-In Flange - ZHF. Z.No ratings yet
- SIRIUS Sample CN PDFDocument90 pagesSIRIUS Sample CN PDFHazzim Abu HanipahNo ratings yet
- Energy HVCA ChineseDocument52 pagesEnergy HVCA Chineseman wei ngNo ratings yet
- 28 DS 463 TM1 CANopen 24V Plug-In Flange - ZHDocument9 pages28 DS 463 TM1 CANopen 24V Plug-In Flange - ZHF. Z.No ratings yet
- 28 DS 543 TM1 Voltage 12 24V Screw Flange - ZHDocument10 pages28 DS 543 TM1 Voltage 12 24V Screw Flange - ZHF. Z.No ratings yet
- C3417M E CN - in Ceiling - InstDocument16 pagesC3417M E CN - in Ceiling - InstRodrigo MamaniNo ratings yet
- RAS - U2KVS4C (10 13) (Installation Manual) (1118350157)Document20 pagesRAS - U2KVS4C (10 13) (Installation Manual) (1118350157)Yana AzaharNo ratings yet
- 中文版安装手册 PC1616-PC1832-PC1864 - v4-2 - IM - CHI - 29007420R001Document68 pages中文版安装手册 PC1616-PC1832-PC1864 - v4-2 - IM - CHI - 29007420R001Steven QuNo ratings yet
- Uc 3842Document56 pagesUc 3842HushanjiNo ratings yet
- Fuzhou Tianyu Switchgear Co.,LtdDocument20 pagesFuzhou Tianyu Switchgear Co.,LtdRusman LumbantoruanNo ratings yet
- CD 74 HC 4051Document49 pagesCD 74 HC 4051ly7123No ratings yet
- 冲击电压发生器的原理及设计探讨Document19 pages冲击电压发生器的原理及设计探讨Johnson JunNo ratings yet
- YKHMIDocument829 pagesYKHMIk-kvNo ratings yet
- Acrel 2Document44 pagesAcrel 2Văn KiệpNo ratings yet
- AC2982 Manual (0-10V) (Duct)Document2 pagesAC2982 Manual (0-10V) (Duct)Man Kit LEE0% (1)
- TTDV TSTP Th3a CatalogDocument10 pagesTTDV TSTP Th3a Catalogjamq2000No ratings yet
- 28 DS 468 TM1 CAN SAE J1939 24V Screw Flange - ZHDocument9 pages28 DS 468 TM1 CAN SAE J1939 24V Screw Flange - ZHF. Z.No ratings yet
- Turner 660 800Document1 pageTurner 660 800Alex LopezNo ratings yet
- Listado de Material Eléctrico Que Será Necesario para La Construcción Del Edificio en La ESCUELA SUPERIOR POLITECNICA de CHIMBORAZODocument17 pagesListado de Material Eléctrico Que Será Necesario para La Construcción Del Edificio en La ESCUELA SUPERIOR POLITECNICA de CHIMBORAZOqr cNo ratings yet
- 5 2 第52屆全國技能競賽分區技能競賽材料表 (上傳至給選手、場管) V1.1Document4 pages5 2 第52屆全國技能競賽分區技能競賽材料表 (上傳至給選手、場管) V1.1江元宏No ratings yet
- 28 DS 244 TM1 Current 24V Screw Flange - ZHDocument9 pages28 DS 244 TM1 Current 24V Screw Flange - ZHF. Z.No ratings yet
- 305Vac/275Vac) : Metallized Polypropylene Film Interference Suppression Capacitor (Class X2, 305Vac/275Vac)Document4 pages305Vac/275Vac) : Metallized Polypropylene Film Interference Suppression Capacitor (Class X2, 305Vac/275Vac)Faifai ChulanitaNo ratings yet
- 28 DS 470 TM1 CANopen 12 24V Plug-In Flange - ZHDocument9 pages28 DS 470 TM1 CANopen 12 24V Plug-In Flange - ZHF. Z.No ratings yet
- D 标书资料 井口技术协议 井口 地矿部 KQ105/78-65井口技术协议(EE级)Document6 pagesD 标书资料 井口技术协议 井口 地矿部 KQ105/78-65井口技术协议(EE级)chtoil2020No ratings yet
- 西安鸣士充退磁控制器Document5 pages西安鸣士充退磁控制器ind WNo ratings yet
- 28 DS 472 TM1 CANopen 12 24V Screw Flange - ZHDocument9 pages28 DS 472 TM1 CANopen 12 24V Screw Flange - ZHF. Z.No ratings yet
- Ender 3 Neo SM 001 - User Manual CNDocument25 pagesEnder 3 Neo SM 001 - User Manual CNarthendrikjNo ratings yet
- 2020.5.7 储热式热水器产品资料Document1 page2020.5.7 储热式热水器产品资料Victor RyanNo ratings yet
- pq400 Ischi0000Document14 pagespq400 Ischi0000miruru WangNo ratings yet
- 28 DS 473 TM1 CAN SAE J1939 12 24V Screw Flange - ZHDocument9 pages28 DS 473 TM1 CAN SAE J1939 12 24V Screw Flange - ZHF. Z.No ratings yet
- Aleo 面盆龍頭 - K-72275T-4-CP - 安裝指南Document2 pagesAleo 面盆龍頭 - K-72275T-4-CP - 安裝指南Helen ChoiNo ratings yet
- DocsDocument8 pagesDocsJose ANo ratings yet
- ZXSDR R8862A Quick Installation Guide - R2.0 - CH - ENDocument32 pagesZXSDR R8862A Quick Installation Guide - R2.0 - CH - ENKIDS VIDEOsNo ratings yet
- WS976240135-M Datasheeet Rev A3Document2 pagesWS976240135-M Datasheeet Rev A3Reza AmaniNo ratings yet
- 钢管杆新塔型标准化设计Document49 pages钢管杆新塔型标准化设计于宏宇No ratings yet
- 1599796705915398Document26 pages1599796705915398Siva SundaramNo ratings yet
- C3418M-B-CN Pendant InstDocument16 pagesC3418M-B-CN Pendant InstRodrigo MamaniNo ratings yet
- T 901210 CNDocument8 pagesT 901210 CNbehnamdaftary2No ratings yet
- Material Electrico para El Edificio EspochDocument6 pagesMaterial Electrico para El Edificio Espochqr cNo ratings yet