Download as pdf or txt
You might also like
- Handbook of LNGDocument3 pagesHandbook of LNGKai Yuan Teo0% (1)
- Natural Gas ProcessingDocument17 pagesNatural Gas ProcessingmohamedNo ratings yet
- Ethylene UnitsDocument20 pagesEthylene UnitsLindah Turson100% (3)
- Integrated Low Pressure Methanol ProcessDocument20 pagesIntegrated Low Pressure Methanol ProcessKhalidMadaniNo ratings yet
- Vibration Analysis Level - 1 Updated (Compatibility Mode)Document230 pagesVibration Analysis Level - 1 Updated (Compatibility Mode)jawadhussain190% (10)
- Production of BioethanolDocument43 pagesProduction of BioethanolAniket Chaki100% (4)
- CHE 413: Natural Gas Engineerin G: Natural Gas Liquids (NGL) Recovery, Separation and FractionationDocument31 pagesCHE 413: Natural Gas Engineerin G: Natural Gas Liquids (NGL) Recovery, Separation and FractionationMd Abid AfridiNo ratings yet
- Lecture 4Document160 pagesLecture 4Ahmed ShahabiNo ratings yet
- Handbook of LNGDocument3 pagesHandbook of LNGBorisvc8No ratings yet
- 9 NATURAL GAS LIQUIDS - RecoveryDocument5 pages9 NATURAL GAS LIQUIDS - Recoverysatishchemeng100% (1)
- Process Selection of Natural Gas Recovery UnitDocument25 pagesProcess Selection of Natural Gas Recovery Unitalexalek200050% (2)
- Kelompok 19 Tgb2018 Tugas#10Document8 pagesKelompok 19 Tgb2018 Tugas#10Aulia SiamandaNo ratings yet
- 5 LNGDocument32 pages5 LNGOliverTumbayNo ratings yet
- Gasification AADocument15 pagesGasification AAأيوب شاهينNo ratings yet
- High-Efficiency Ethane & LPG Recovery ProcessDocument2 pagesHigh-Efficiency Ethane & LPG Recovery ProcessbobcyliaoNo ratings yet
- Cryogenic ProcessDocument25 pagesCryogenic Processmohamed100% (2)
- Appendix A: Membrane/Amine Hybrid Grissik Gas Plant, Sumatra, Indonesia: Case StudyDocument12 pagesAppendix A: Membrane/Amine Hybrid Grissik Gas Plant, Sumatra, Indonesia: Case Studypleco4meNo ratings yet
- Turbo Expander FinalDocument25 pagesTurbo Expander Finalmohamed100% (2)
- HDTB SectorDocument7 pagesHDTB SectorPartha AichNo ratings yet
- My ReportDocument41 pagesMy ReportNishant ShahNo ratings yet
- 17 PDFDocument9 pages17 PDFmsmsoft90No ratings yet
- Ethylene Recovery Through Dephlegmator TechnologyDocument9 pagesEthylene Recovery Through Dephlegmator TechnologyMohamed Abushrida100% (1)
- Training Report: Rahul Gupta Ammonia PlantDocument25 pagesTraining Report: Rahul Gupta Ammonia PlantMohit MangalNo ratings yet
- National Fertilizers Limited Nan Gal PunjabDocument3 pagesNational Fertilizers Limited Nan Gal PunjabNirmanyu JamwalNo ratings yet
- Nonconventional Methods of Gas LiquefactionDocument45 pagesNonconventional Methods of Gas LiquefactionImtisal E NoorNo ratings yet
- Unit 3Document11 pagesUnit 3Shreyash UtekarNo ratings yet
- Chatper Hydrogen Generation Unit (Hgu) : IntrodctionDocument3 pagesChatper Hydrogen Generation Unit (Hgu) : IntrodctionAnkit VermaNo ratings yet
- Yg Mau DitranslateDocument13 pagesYg Mau DitranslateTeknik Kimia PLS1 Kelas B 2018No ratings yet
- Cryogenic UnitDocument7 pagesCryogenic UnitAhmed ElShoraNo ratings yet
- PSH AaaaaaaaaaaaDocument7 pagesPSH AaaaaaaaaaaaEdris SalamNo ratings yet
- HVAC and Refrigeration SystemDocument36 pagesHVAC and Refrigeration SystemENNAMULNo ratings yet
- Collodi Ref.9Document4 pagesCollodi Ref.9Josiph BukairNo ratings yet
- FCC UnitDocument28 pagesFCC UnitMohsin KhanNo ratings yet
- Report On LPG ManufacturingDocument20 pagesReport On LPG ManufacturingsuchismitapalNo ratings yet
- Natural Gas Liquids RecoveryDocument19 pagesNatural Gas Liquids RecoveryermiasNo ratings yet
- Condenstae StabilizationDocument3 pagesCondenstae StabilizationsatishchemengNo ratings yet
- Four Types of Gasifiers Are Currently Available For Commercial UseDocument13 pagesFour Types of Gasifiers Are Currently Available For Commercial UseFatima MasoodNo ratings yet
- NGL Recovery Technologies: Irfan HussainDocument23 pagesNGL Recovery Technologies: Irfan HussainFarhad Ashraghi100% (1)
- Gas Processing and ConditioningDocument31 pagesGas Processing and ConditioningTemitope Bello100% (1)
- Engro Fertilizer ReportDocument46 pagesEngro Fertilizer ReportSher Muhammad100% (1)
- 1553003659-ABB - DCU - Module 2 - PDFsDocument32 pages1553003659-ABB - DCU - Module 2 - PDFsAhmedNo ratings yet
- Ammonia ProductionDocument44 pagesAmmonia ProductionBalamurali BalamNo ratings yet
- PARTE2GasProcessHandbook - 2006 (PDF - Io)Document40 pagesPARTE2GasProcessHandbook - 2006 (PDF - Io)ganimedes100% (1)
- Options For Economical Supply of Hydrogen: Special EquipmentDocument4 pagesOptions For Economical Supply of Hydrogen: Special EquipmentsaadashfaqNo ratings yet
- Petroleum Refinary 3Document14 pagesPetroleum Refinary 38wmswyzy8tNo ratings yet
- Gas Turbine Power Plant: By: Ms. Monika DeshwalDocument19 pagesGas Turbine Power Plant: By: Ms. Monika DeshwalKeshantSharma100% (2)
- Natural Gas Liquids RecoveryDocument17 pagesNatural Gas Liquids Recoveryabdur rehmanNo ratings yet
- Liquid RecoveryDocument87 pagesLiquid Recoveryrkumar_225No ratings yet
- Fractionation of PetroleumDocument25 pagesFractionation of PetroleumAnand kesanakurtiNo ratings yet
- Advanced Minerals Engrng Presentation1F-1Document25 pagesAdvanced Minerals Engrng Presentation1F-1LorraineNo ratings yet
- Course Syllabus: Hydrocarbons Recovery (Pengambilan Hidrokarbon)Document38 pagesCourse Syllabus: Hydrocarbons Recovery (Pengambilan Hidrokarbon)Asri Endang KuswandariNo ratings yet
- The Definitive Guide To Cryogenic EngineeringDocument21 pagesThe Definitive Guide To Cryogenic EngineeringSamanthaPereraNo ratings yet
- Ongc Training ReportDocument73 pagesOngc Training ReportKUNAL0% (1)
- Treatment of Ethane-Propane in A Petrochemical Complex: Apoorva Vinayak RudraDocument5 pagesTreatment of Ethane-Propane in A Petrochemical Complex: Apoorva Vinayak RudraEditorijer IjerNo ratings yet
- Co HenDocument40 pagesCo HenHiltonNo ratings yet
- Entrained-Bed Gasification Processes: Koppers-Totzek (K-T) ProcessDocument8 pagesEntrained-Bed Gasification Processes: Koppers-Totzek (K-T) ProcessSarita ShitNo ratings yet
- Comparison of Diesel and Petrol EnginesFrom EverandComparison of Diesel and Petrol EnginesRating: 2.5 out of 5 stars2.5/5 (3)
- Marvel Carbureter and Heat Control: As Used on Series 691 Nash Sixes Booklet SFrom EverandMarvel Carbureter and Heat Control: As Used on Series 691 Nash Sixes Booklet SNo ratings yet
- Mechanics of the Household: A Course of Study Devoted to Domestic Machinery and Household Mechanical AppliancesFrom EverandMechanics of the Household: A Course of Study Devoted to Domestic Machinery and Household Mechanical AppliancesNo ratings yet
- Installation and Operation Instructions For Custom Mark III CP Series Oil Fired UnitFrom EverandInstallation and Operation Instructions For Custom Mark III CP Series Oil Fired UnitNo ratings yet
- PG Prospectus 2024-25 - 23.04.2024Document38 pagesPG Prospectus 2024-25 - 23.04.2024alihossain armanNo ratings yet
- BASF Colors and Effects - Inorganic Red - Sicopal Red EH 2370 - Value CardDocument2 pagesBASF Colors and Effects - Inorganic Red - Sicopal Red EH 2370 - Value CardMartin BancolitaNo ratings yet
- II.A. Geology of Bangsamoro Autonomous Region in Muslim Mindanao (BARMM) Former ArmmDocument3 pagesII.A. Geology of Bangsamoro Autonomous Region in Muslim Mindanao (BARMM) Former ArmmMatthew Julius TatelNo ratings yet
- The Heathland School Sixth Form ProspectusDocument31 pagesThe Heathland School Sixth Form Prospectusifernandes2911No ratings yet
- Efficientfi: Towards Large-Scale Lightweight Wifi Sensing Via Csi CompressionDocument10 pagesEfficientfi: Towards Large-Scale Lightweight Wifi Sensing Via Csi CompressionJohnNo ratings yet
- Kelainan Penis Pada AnakDocument23 pagesKelainan Penis Pada AnakAndrew SoerijadiNo ratings yet
- Lacey Lord, "Comics: The (Not Only) Visual Medium"Document131 pagesLacey Lord, "Comics: The (Not Only) Visual Medium"MIT Comparative Media Studies/WritingNo ratings yet
- Microbiology Examination of Food 1629598221Document50 pagesMicrobiology Examination of Food 1629598221Mohamed azarudeenNo ratings yet
- Open System Theory PDFDocument8 pagesOpen System Theory PDFDoc AemiliusNo ratings yet
- Fong Si Xuan Charlyn (NJC) - 2021-Is1-PA8.1 Tea Bag Activity - HBL (ST)Document7 pagesFong Si Xuan Charlyn (NJC) - 2021-Is1-PA8.1 Tea Bag Activity - HBL (ST)weiliNo ratings yet
- Model Form of Original Equipment Manufacturer Contract (OEM Contract)Document12 pagesModel Form of Original Equipment Manufacturer Contract (OEM Contract)Vasil DosevNo ratings yet
- Efektivitas Penyaluran Pupuk Bersubsidi Bagi Petani Padi Di Desa Langi Kecamatan Bontocani Kabupaten BoneDocument14 pagesEfektivitas Penyaluran Pupuk Bersubsidi Bagi Petani Padi Di Desa Langi Kecamatan Bontocani Kabupaten BoneEFIN YOHANA ANGGRAININo ratings yet
- Development of Verification IP For AMBA AXI 5.0 Protocol: Praveen Chandrashekhar MetriDocument8 pagesDevelopment of Verification IP For AMBA AXI 5.0 Protocol: Praveen Chandrashekhar MetriSubbuNaiduNo ratings yet
- Thermal Comfort of BuildingsDocument12 pagesThermal Comfort of BuildingsNavya BhardwajNo ratings yet
- Acrylic 6430Document6 pagesAcrylic 6430Fadi MagdyNo ratings yet
- FF7 NT 2.0 Patch NotesDocument9 pagesFF7 NT 2.0 Patch NotesMiguel Lara JimenezNo ratings yet
- Required Labs Manual - MSJ 2016Document26 pagesRequired Labs Manual - MSJ 2016Semwezi EnockNo ratings yet
- Needles Found Inside A StrawbeeryDocument2 pagesNeedles Found Inside A StrawbeeryThiz Izz PangiranNo ratings yet
- Week 1 - Assessment #1Document2 pagesWeek 1 - Assessment #1elaineNo ratings yet
- The Effect of Shear and Oil WaDocument6 pagesThe Effect of Shear and Oil WaBruno HandemNo ratings yet
- Ruslan Goryukhin As A Good Family Man For His Wife and ChildrenDocument2 pagesRuslan Goryukhin As A Good Family Man For His Wife and ChildrenBarnard WilliamsNo ratings yet
- IPF Technical Rules Book 2022 1Document38 pagesIPF Technical Rules Book 2022 1Fabbio HuNo ratings yet
- VTI BrochureDocument16 pagesVTI BrochureprakashNo ratings yet
- Gluckman, Max - Malinowski's Contribution To Social AnthropologyDocument7 pagesGluckman, Max - Malinowski's Contribution To Social Anthropologyernestostudio74No ratings yet
- HVAC FundamentalDocument192 pagesHVAC FundamentalMyo Kyaw Kyaw100% (1)
- WS01 Slopes Samantha SarahDocument7 pagesWS01 Slopes Samantha SarahSAMANTHA SARAH PURBANo ratings yet
- Aerodynamics of A ParagliderDocument3 pagesAerodynamics of A Paraglider18th Attack SquadronNo ratings yet
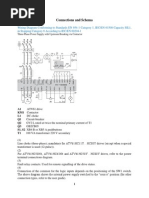
- Connections and SchemaDocument7 pagesConnections and SchemaKukuh WidodoNo ratings yet