
Steam Generator Small Bore Piping Socket Weld Inspection Using The Phased Array Ultrasonic Technique
Steam Generator Small Bore Piping Socket Weld Inspection Using The Phased Array Ultrasonic Technique
You might also like
- TUBE INSPECTION by RFETDocument8 pagesTUBE INSPECTION by RFETTusar Kole100% (1)
- EthyleneDocument59 pagesEthyleneNauman100% (3)
- OpenFOAM WingmotionDocument81 pagesOpenFOAM WingmotionMason925No ratings yet
- Applsci 11 00696Document11 pagesApplsci 11 00696Rayyan ZebNo ratings yet
- A Phased Array Ultrasonic Testing of A Manual Thick Austenitic WeldDocument9 pagesA Phased Array Ultrasonic Testing of A Manual Thick Austenitic WeldRamakrishnan AmbiSubbiahNo ratings yet
- Application of Ultrasonic Guided Wave To Heat Exchanger Tubes InspectionDocument6 pagesApplication of Ultrasonic Guided Wave To Heat Exchanger Tubes InspectionAqib AliNo ratings yet
- Fuel Tube SpacerDocument5 pagesFuel Tube SpacerSilvioNo ratings yet
- 02 A 06 de Junho de 2003 / June 2 To 6 2003 Rio de Janeiro - RJ - BrasilDocument16 pages02 A 06 de Junho de 2003 / June 2 To 6 2003 Rio de Janeiro - RJ - Brasilfranklin84No ratings yet
- Immersion Ultrasonic Testing On EUROFER Welded Joints For Determination of The Minimum Detectable Flaw SizeDocument9 pagesImmersion Ultrasonic Testing On EUROFER Welded Joints For Determination of The Minimum Detectable Flaw SizeJanak LalNo ratings yet
- Tubing Inspection Using Multiple NDT TechniquesDocument4 pagesTubing Inspection Using Multiple NDT TechniquesshifaNo ratings yet
- In-Line Inspection Programs ForDocument12 pagesIn-Line Inspection Programs ForCamilo Godoy V100% (1)
- Vibration MethodDocument9 pagesVibration MethodkysucoNo ratings yet
- NDT PresentationDocument6 pagesNDT PresentationBighneswar PatraNo ratings yet
- AUT For Pipeline Girth Welds 2nd Edition - SampleDocument4 pagesAUT For Pipeline Girth Welds 2nd Edition - SampleMarciel AmorimNo ratings yet
- Tubing Inspection Using Multiple NDT TechniquesDocument7 pagesTubing Inspection Using Multiple NDT TechniquesRichard PeriyanayagamNo ratings yet
- The Application of Vibration SignatureDocument9 pagesThe Application of Vibration SignaturePhong Lê ĐìnhNo ratings yet
- Astm E309-01Document5 pagesAstm E309-01Carlos Raul Caballero LeonNo ratings yet
- Engineering Encyclopedia: Instrumented ScrapersDocument16 pagesEngineering Encyclopedia: Instrumented ScrapersabyNo ratings yet
- Testing WeldingDocument7 pagesTesting Weldingwebs.usuarioNo ratings yet
- It0404 20 PDFDocument5 pagesIt0404 20 PDFIvan MauricioNo ratings yet
- 2019-96-348-61-S W Kim-Elbow - LCF-Moment DeformationDocument14 pages2019-96-348-61-S W Kim-Elbow - LCF-Moment DeformationKurra SrikanthNo ratings yet
- Non-Destructive Testing of Drilling Oil and Gas Equipment and ToolsDocument10 pagesNon-Destructive Testing of Drilling Oil and Gas Equipment and Toolsflasher_for_nokiaNo ratings yet
- Affendi 2021 J. Phys. Conf. Ser. 1878 012024Document12 pagesAffendi 2021 J. Phys. Conf. Ser. 1878 012024hananeaouzal2001No ratings yet
- On Off Method StatementDocument6 pagesOn Off Method StatementMian RubbaniNo ratings yet
- Zhang 2019Document10 pagesZhang 2019Ana RamosNo ratings yet
- Auto UT PIpe InspectionDocument16 pagesAuto UT PIpe InspectionMohd Azrul AzmanNo ratings yet
- Nondestructive Evaluation of Materials and StructuresDocument3 pagesNondestructive Evaluation of Materials and StructuresCarlos BustamanteNo ratings yet
- Alloy 800 Steam Generator Tube Stress Corrosion CracksDocument9 pagesAlloy 800 Steam Generator Tube Stress Corrosion CracksETSNo ratings yet
- Automatic Inspection of Welded Pipes With Ultrasound: ECNDT 2006 - Tu.2.3.1Document14 pagesAutomatic Inspection of Welded Pipes With Ultrasound: ECNDT 2006 - Tu.2.3.1Jeremy BeltranNo ratings yet
- Partial Discharge Detection in Medium Voltage Stators Using An AntennaDocument6 pagesPartial Discharge Detection in Medium Voltage Stators Using An Antennadayini roslizanNo ratings yet
- Kim 2004Document3 pagesKim 2004Aqib AliNo ratings yet
- HP Heater # 3 TopDocument68 pagesHP Heater # 3 TopKuppan SrinivasanNo ratings yet
- HP Heater # 3 Bottom FinalDocument68 pagesHP Heater # 3 Bottom FinalKuppan SrinivasanNo ratings yet
- Advanced Ultrasonic Techniques For Nondestructive Testing of Austenitic and Dissimilar Welds in Nuclear FacilitiesDocument10 pagesAdvanced Ultrasonic Techniques For Nondestructive Testing of Austenitic and Dissimilar Welds in Nuclear FacilitiesAnonymous 5qPKvmuTWCNo ratings yet
- HP Heater # 3 BottomDocument68 pagesHP Heater # 3 BottomKuppan SrinivasanNo ratings yet
- A MEMS Ultrasonic Transducer For Monitoring of Steel StructuresDocument9 pagesA MEMS Ultrasonic Transducer For Monitoring of Steel StructuresJacqueline DidierNo ratings yet
- Buckle DetectionDocument8 pagesBuckle DetectionAdrian StoicescuNo ratings yet
- 581 - Guide - Corona Electromagnetic Probe Tests (TVA)Document23 pages581 - Guide - Corona Electromagnetic Probe Tests (TVA)Nattawut Rattanakajitwong100% (1)
- Spe 46023 MsDocument13 pagesSpe 46023 MsRenzo LópezNo ratings yet
- An Instrument For Detecting Corrosion in Anchorage Zones of Bridge Cables Using Guided WavesDocument6 pagesAn Instrument For Detecting Corrosion in Anchorage Zones of Bridge Cables Using Guided WavesAnkush KumarNo ratings yet
- Mehmet Cagirici Department of Metallurgical and Materials Engineering, METU, 06800 Ankara, TurkeyDocument5 pagesMehmet Cagirici Department of Metallurgical and Materials Engineering, METU, 06800 Ankara, TurkeyErickNo ratings yet
- Practical On Line Partial Discharge Tests For Turbine Generators and Motors Trans On Energy ConversionDocument7 pagesPractical On Line Partial Discharge Tests For Turbine Generators and Motors Trans On Energy ConversionAbdul AhadNo ratings yet
- An Iron Core Probe Based Inter-Laminar Core Fault Detection Technique For Generator Stator CoresDocument8 pagesAn Iron Core Probe Based Inter-Laminar Core Fault Detection Technique For Generator Stator CoresPedro Alva ArceNo ratings yet
- Research On The Coupling Relationship Between MetaDocument16 pagesResearch On The Coupling Relationship Between MetaqcsupNo ratings yet
- Eg - Application of Pulse Width Analysis To Partial Discharge DetectionDocument4 pagesEg - Application of Pulse Width Analysis To Partial Discharge DetectionChissanupong SrinangyamNo ratings yet
- Pec Basics v9 PDFDocument8 pagesPec Basics v9 PDFWayneNo ratings yet
- Current Sensors Using Magnetic MaterialsDocument7 pagesCurrent Sensors Using Magnetic MaterialsSuttisak SuriyachanhomNo ratings yet
- Accoustic EmmissionDocument7 pagesAccoustic EmmissionDheeraj ThakurNo ratings yet
- Electromagnetic Induction of Ultrasonic Waves: Emat, Emus, EmarDocument8 pagesElectromagnetic Induction of Ultrasonic Waves: Emat, Emus, EmarVuong Tran VanNo ratings yet
- A Precision, Low-Cost Vibrating Sample MagnetometerDocument11 pagesA Precision, Low-Cost Vibrating Sample Magnetometervleventv100% (1)
- 5 Applications: Fig. 5.1. Application Spectrum of The Developed Xyz-Force SensorsDocument65 pages5 Applications: Fig. 5.1. Application Spectrum of The Developed Xyz-Force SensorsImtiaz AhmedNo ratings yet
- HP Heater # 1. TOP FinalDocument75 pagesHP Heater # 1. TOP FinalKuppan SrinivasanNo ratings yet
- Advanced Ultrasonic Techniques For Nondestructive Testing of Austenitic and Dissimilar Welds in Nuclear FacilitiesDocument10 pagesAdvanced Ultrasonic Techniques For Nondestructive Testing of Austenitic and Dissimilar Welds in Nuclear FacilitiesMarciel AmorimNo ratings yet
- Improved DC Performances of Gate-All-Around Si-NanDocument9 pagesImproved DC Performances of Gate-All-Around Si-Nansignallab82No ratings yet
- Vibration Feature Extraction and Fault Detection MDocument16 pagesVibration Feature Extraction and Fault Detection MRabab M AlyNo ratings yet
- Eddy-Current Examination of Steel Tubular Products Using Magnetic SaturationDocument5 pagesEddy-Current Examination of Steel Tubular Products Using Magnetic SaturationROHITNo ratings yet
- Conventional Corrosion Detection MethodDocument7 pagesConventional Corrosion Detection MethodAmir HoseiniNo ratings yet
- Antenna Calibration Methods For Antenna Factor MeasurementsDocument18 pagesAntenna Calibration Methods For Antenna Factor MeasurementsbepobaloteNo ratings yet
- Research Sponsored by Nasa 'Vftiu I I-Il: (Ustjufiution of This Document /L Ukumhed Sestets TDocument17 pagesResearch Sponsored by Nasa 'Vftiu I I-Il: (Ustjufiution of This Document /L Ukumhed Sestets TABINASH BEHERANo ratings yet
- 429 UdpaDocument8 pages429 UdpaSooraj RajanNo ratings yet
- Measurement While Drilling: Signal Analysis, Optimization and DesignFrom EverandMeasurement While Drilling: Signal Analysis, Optimization and DesignNo ratings yet
- Ultrasonic Transducer: Standard Product CatalogDocument66 pagesUltrasonic Transducer: Standard Product CatalogelevacerchileNo ratings yet
- Penetrant Testing: Product InformationDocument1 pagePenetrant Testing: Product InformationelevacerchileNo ratings yet
- A1732 P Us G en 585-03-18 Phased Arrayut SocketDocument2 pagesA1732 P Us G en 585-03-18 Phased Arrayut SocketelevacerchileNo ratings yet
- Omniscan SX 1Document20 pagesOmniscan SX 1elevacerchileNo ratings yet
- Auto Inspection Services, Incorporated v. Flint Auto Auction, Incorporated Et Al - Document No. 4Document9 pagesAuto Inspection Services, Incorporated v. Flint Auto Auction, Incorporated Et Al - Document No. 4Justia.comNo ratings yet
- DataExplorer ManualDocument62 pagesDataExplorer ManualdanialalishahNo ratings yet
- Radio Access - Mobile Terminated Roaming Forwarding For LTE CSFBDocument3 pagesRadio Access - Mobile Terminated Roaming Forwarding For LTE CSFBJane GoodwinNo ratings yet
- Controlling (MCQ'S)Document4 pagesControlling (MCQ'S)KOMAL AGGARWALNo ratings yet
- VNT - Step 1 - Group - 78Document15 pagesVNT - Step 1 - Group - 78noraizza zapataNo ratings yet
- Mounting On Concrete DSBDocument4 pagesMounting On Concrete DSBRolando AlvaradoNo ratings yet
- Virtual SurgeryDocument12 pagesVirtual Surgeryirfanm06100% (1)
- AN11 Power Systems For AIX I LPAR Configuration and Planning Instructor Guide 2009 PDFDocument864 pagesAN11 Power Systems For AIX I LPAR Configuration and Planning Instructor Guide 2009 PDFArsenij KroptyaNo ratings yet
- Manual Transmission: Presentation 2Document24 pagesManual Transmission: Presentation 2ADAM GECBNo ratings yet
- Department of The Navy: Approving Official (Ao) Citidirect Desk GuideDocument77 pagesDepartment of The Navy: Approving Official (Ao) Citidirect Desk GuideDavid GarciaNo ratings yet
- Class Plan Template 2018Document4 pagesClass Plan Template 2018api-424085050No ratings yet
- FY Report of Mini PDFDocument50 pagesFY Report of Mini PDFSHIVANGI GUPTANo ratings yet
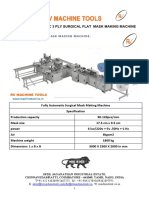
- 3 Ply Flat Surgical Mask Making Machine. C A P-9 0 - 1 2 0 N o S / M I NDocument6 pages3 Ply Flat Surgical Mask Making Machine. C A P-9 0 - 1 2 0 N o S / M I NYaman MHNo ratings yet
- Pressure Reducing and Relieving, Pilot Operated Spool Type Common Cavity, Size 10Document2 pagesPressure Reducing and Relieving, Pilot Operated Spool Type Common Cavity, Size 10mhasansharifiNo ratings yet
- Post Argument Letter Brief From Youtube (Google) in Viacom CaseDocument10 pagesPost Argument Letter Brief From Youtube (Google) in Viacom Caseconcerned-citizenNo ratings yet
- How To Create Custom Excel Functions. User Defined Function (UDF) Examples FDocument4 pagesHow To Create Custom Excel Functions. User Defined Function (UDF) Examples FLidijaSpaseskaNo ratings yet
- Who Knew BoomDocument511 pagesWho Knew BoomKevin ItwaruNo ratings yet
- 09 09 22 Rupert YoungerDocument1 page09 09 22 Rupert YoungerjordijaumaNo ratings yet
- LPG Piping Systems EngDocument2 pagesLPG Piping Systems EngAbdelfattah ben RagabNo ratings yet
- TMS374 PDFDocument6 pagesTMS374 PDFZoltán BodócsNo ratings yet
- Karty CharakterystykDocument6 pagesKarty CharakterystykekoherwantoroNo ratings yet
- Dräger Alcotest 5000 Alcohol Screening Device: Exchangeable FunnelDocument10 pagesDräger Alcotest 5000 Alcohol Screening Device: Exchangeable FunnelFilimone ThumboNo ratings yet
- A71572Document4 pagesA71572游智麟No ratings yet
- Basic Cleanroom ProtocolDocument3 pagesBasic Cleanroom ProtocolkarengisellNo ratings yet
- Urn Uvci 01 Ro 230dmyqx5erjrm9ld0z719kv6wop8l#eDocument2 pagesUrn Uvci 01 Ro 230dmyqx5erjrm9ld0z719kv6wop8l#eIsabellaNo ratings yet
- UNSC - United States of America Position PaperDocument3 pagesUNSC - United States of America Position PaperemmaldavisNo ratings yet
- Exercises 1 FinalDocument2 pagesExercises 1 FinalRemalyn Quinay CasemNo ratings yet
- AutoDocument4 pagesAutoAmarbayasgalan BatzorigNo ratings yet





























































































Download as pdf or txt
You might also like
- TUBE INSPECTION by RFETDocument8 pagesTUBE INSPECTION by RFETTusar Kole100% (1)
- EthyleneDocument59 pagesEthyleneNauman100% (3)
- OpenFOAM WingmotionDocument81 pagesOpenFOAM WingmotionMason925No ratings yet
- Applsci 11 00696Document11 pagesApplsci 11 00696Rayyan ZebNo ratings yet
- A Phased Array Ultrasonic Testing of A Manual Thick Austenitic WeldDocument9 pagesA Phased Array Ultrasonic Testing of A Manual Thick Austenitic WeldRamakrishnan AmbiSubbiahNo ratings yet
- Application of Ultrasonic Guided Wave To Heat Exchanger Tubes InspectionDocument6 pagesApplication of Ultrasonic Guided Wave To Heat Exchanger Tubes InspectionAqib AliNo ratings yet
- Fuel Tube SpacerDocument5 pagesFuel Tube SpacerSilvioNo ratings yet
- 02 A 06 de Junho de 2003 / June 2 To 6 2003 Rio de Janeiro - RJ - BrasilDocument16 pages02 A 06 de Junho de 2003 / June 2 To 6 2003 Rio de Janeiro - RJ - Brasilfranklin84No ratings yet
- Immersion Ultrasonic Testing On EUROFER Welded Joints For Determination of The Minimum Detectable Flaw SizeDocument9 pagesImmersion Ultrasonic Testing On EUROFER Welded Joints For Determination of The Minimum Detectable Flaw SizeJanak LalNo ratings yet
- Tubing Inspection Using Multiple NDT TechniquesDocument4 pagesTubing Inspection Using Multiple NDT TechniquesshifaNo ratings yet
- In-Line Inspection Programs ForDocument12 pagesIn-Line Inspection Programs ForCamilo Godoy V100% (1)
- Vibration MethodDocument9 pagesVibration MethodkysucoNo ratings yet
- NDT PresentationDocument6 pagesNDT PresentationBighneswar PatraNo ratings yet
- AUT For Pipeline Girth Welds 2nd Edition - SampleDocument4 pagesAUT For Pipeline Girth Welds 2nd Edition - SampleMarciel AmorimNo ratings yet
- Tubing Inspection Using Multiple NDT TechniquesDocument7 pagesTubing Inspection Using Multiple NDT TechniquesRichard PeriyanayagamNo ratings yet
- The Application of Vibration SignatureDocument9 pagesThe Application of Vibration SignaturePhong Lê ĐìnhNo ratings yet
- Astm E309-01Document5 pagesAstm E309-01Carlos Raul Caballero LeonNo ratings yet
- Engineering Encyclopedia: Instrumented ScrapersDocument16 pagesEngineering Encyclopedia: Instrumented ScrapersabyNo ratings yet
- Testing WeldingDocument7 pagesTesting Weldingwebs.usuarioNo ratings yet
- It0404 20 PDFDocument5 pagesIt0404 20 PDFIvan MauricioNo ratings yet
- 2019-96-348-61-S W Kim-Elbow - LCF-Moment DeformationDocument14 pages2019-96-348-61-S W Kim-Elbow - LCF-Moment DeformationKurra SrikanthNo ratings yet
- Non-Destructive Testing of Drilling Oil and Gas Equipment and ToolsDocument10 pagesNon-Destructive Testing of Drilling Oil and Gas Equipment and Toolsflasher_for_nokiaNo ratings yet
- Affendi 2021 J. Phys. Conf. Ser. 1878 012024Document12 pagesAffendi 2021 J. Phys. Conf. Ser. 1878 012024hananeaouzal2001No ratings yet
- On Off Method StatementDocument6 pagesOn Off Method StatementMian RubbaniNo ratings yet
- Zhang 2019Document10 pagesZhang 2019Ana RamosNo ratings yet
- Auto UT PIpe InspectionDocument16 pagesAuto UT PIpe InspectionMohd Azrul AzmanNo ratings yet
- Nondestructive Evaluation of Materials and StructuresDocument3 pagesNondestructive Evaluation of Materials and StructuresCarlos BustamanteNo ratings yet
- Alloy 800 Steam Generator Tube Stress Corrosion CracksDocument9 pagesAlloy 800 Steam Generator Tube Stress Corrosion CracksETSNo ratings yet
- Automatic Inspection of Welded Pipes With Ultrasound: ECNDT 2006 - Tu.2.3.1Document14 pagesAutomatic Inspection of Welded Pipes With Ultrasound: ECNDT 2006 - Tu.2.3.1Jeremy BeltranNo ratings yet
- Partial Discharge Detection in Medium Voltage Stators Using An AntennaDocument6 pagesPartial Discharge Detection in Medium Voltage Stators Using An Antennadayini roslizanNo ratings yet
- Kim 2004Document3 pagesKim 2004Aqib AliNo ratings yet
- HP Heater # 3 TopDocument68 pagesHP Heater # 3 TopKuppan SrinivasanNo ratings yet
- HP Heater # 3 Bottom FinalDocument68 pagesHP Heater # 3 Bottom FinalKuppan SrinivasanNo ratings yet
- Advanced Ultrasonic Techniques For Nondestructive Testing of Austenitic and Dissimilar Welds in Nuclear FacilitiesDocument10 pagesAdvanced Ultrasonic Techniques For Nondestructive Testing of Austenitic and Dissimilar Welds in Nuclear FacilitiesAnonymous 5qPKvmuTWCNo ratings yet
- HP Heater # 3 BottomDocument68 pagesHP Heater # 3 BottomKuppan SrinivasanNo ratings yet
- A MEMS Ultrasonic Transducer For Monitoring of Steel StructuresDocument9 pagesA MEMS Ultrasonic Transducer For Monitoring of Steel StructuresJacqueline DidierNo ratings yet
- Buckle DetectionDocument8 pagesBuckle DetectionAdrian StoicescuNo ratings yet
- 581 - Guide - Corona Electromagnetic Probe Tests (TVA)Document23 pages581 - Guide - Corona Electromagnetic Probe Tests (TVA)Nattawut Rattanakajitwong100% (1)
- Spe 46023 MsDocument13 pagesSpe 46023 MsRenzo LópezNo ratings yet
- An Instrument For Detecting Corrosion in Anchorage Zones of Bridge Cables Using Guided WavesDocument6 pagesAn Instrument For Detecting Corrosion in Anchorage Zones of Bridge Cables Using Guided WavesAnkush KumarNo ratings yet
- Mehmet Cagirici Department of Metallurgical and Materials Engineering, METU, 06800 Ankara, TurkeyDocument5 pagesMehmet Cagirici Department of Metallurgical and Materials Engineering, METU, 06800 Ankara, TurkeyErickNo ratings yet
- Practical On Line Partial Discharge Tests For Turbine Generators and Motors Trans On Energy ConversionDocument7 pagesPractical On Line Partial Discharge Tests For Turbine Generators and Motors Trans On Energy ConversionAbdul AhadNo ratings yet
- An Iron Core Probe Based Inter-Laminar Core Fault Detection Technique For Generator Stator CoresDocument8 pagesAn Iron Core Probe Based Inter-Laminar Core Fault Detection Technique For Generator Stator CoresPedro Alva ArceNo ratings yet
- Research On The Coupling Relationship Between MetaDocument16 pagesResearch On The Coupling Relationship Between MetaqcsupNo ratings yet
- Eg - Application of Pulse Width Analysis To Partial Discharge DetectionDocument4 pagesEg - Application of Pulse Width Analysis To Partial Discharge DetectionChissanupong SrinangyamNo ratings yet
- Pec Basics v9 PDFDocument8 pagesPec Basics v9 PDFWayneNo ratings yet
- Current Sensors Using Magnetic MaterialsDocument7 pagesCurrent Sensors Using Magnetic MaterialsSuttisak SuriyachanhomNo ratings yet
- Accoustic EmmissionDocument7 pagesAccoustic EmmissionDheeraj ThakurNo ratings yet
- Electromagnetic Induction of Ultrasonic Waves: Emat, Emus, EmarDocument8 pagesElectromagnetic Induction of Ultrasonic Waves: Emat, Emus, EmarVuong Tran VanNo ratings yet
- A Precision, Low-Cost Vibrating Sample MagnetometerDocument11 pagesA Precision, Low-Cost Vibrating Sample Magnetometervleventv100% (1)
- 5 Applications: Fig. 5.1. Application Spectrum of The Developed Xyz-Force SensorsDocument65 pages5 Applications: Fig. 5.1. Application Spectrum of The Developed Xyz-Force SensorsImtiaz AhmedNo ratings yet
- HP Heater # 1. TOP FinalDocument75 pagesHP Heater # 1. TOP FinalKuppan SrinivasanNo ratings yet
- Advanced Ultrasonic Techniques For Nondestructive Testing of Austenitic and Dissimilar Welds in Nuclear FacilitiesDocument10 pagesAdvanced Ultrasonic Techniques For Nondestructive Testing of Austenitic and Dissimilar Welds in Nuclear FacilitiesMarciel AmorimNo ratings yet
- Improved DC Performances of Gate-All-Around Si-NanDocument9 pagesImproved DC Performances of Gate-All-Around Si-Nansignallab82No ratings yet
- Vibration Feature Extraction and Fault Detection MDocument16 pagesVibration Feature Extraction and Fault Detection MRabab M AlyNo ratings yet
- Eddy-Current Examination of Steel Tubular Products Using Magnetic SaturationDocument5 pagesEddy-Current Examination of Steel Tubular Products Using Magnetic SaturationROHITNo ratings yet
- Conventional Corrosion Detection MethodDocument7 pagesConventional Corrosion Detection MethodAmir HoseiniNo ratings yet
- Antenna Calibration Methods For Antenna Factor MeasurementsDocument18 pagesAntenna Calibration Methods For Antenna Factor MeasurementsbepobaloteNo ratings yet
- Research Sponsored by Nasa 'Vftiu I I-Il: (Ustjufiution of This Document /L Ukumhed Sestets TDocument17 pagesResearch Sponsored by Nasa 'Vftiu I I-Il: (Ustjufiution of This Document /L Ukumhed Sestets TABINASH BEHERANo ratings yet
- 429 UdpaDocument8 pages429 UdpaSooraj RajanNo ratings yet
- Measurement While Drilling: Signal Analysis, Optimization and DesignFrom EverandMeasurement While Drilling: Signal Analysis, Optimization and DesignNo ratings yet
- Ultrasonic Transducer: Standard Product CatalogDocument66 pagesUltrasonic Transducer: Standard Product CatalogelevacerchileNo ratings yet
- Penetrant Testing: Product InformationDocument1 pagePenetrant Testing: Product InformationelevacerchileNo ratings yet
- A1732 P Us G en 585-03-18 Phased Arrayut SocketDocument2 pagesA1732 P Us G en 585-03-18 Phased Arrayut SocketelevacerchileNo ratings yet
- Omniscan SX 1Document20 pagesOmniscan SX 1elevacerchileNo ratings yet
- Auto Inspection Services, Incorporated v. Flint Auto Auction, Incorporated Et Al - Document No. 4Document9 pagesAuto Inspection Services, Incorporated v. Flint Auto Auction, Incorporated Et Al - Document No. 4Justia.comNo ratings yet
- DataExplorer ManualDocument62 pagesDataExplorer ManualdanialalishahNo ratings yet
- Radio Access - Mobile Terminated Roaming Forwarding For LTE CSFBDocument3 pagesRadio Access - Mobile Terminated Roaming Forwarding For LTE CSFBJane GoodwinNo ratings yet
- Controlling (MCQ'S)Document4 pagesControlling (MCQ'S)KOMAL AGGARWALNo ratings yet
- VNT - Step 1 - Group - 78Document15 pagesVNT - Step 1 - Group - 78noraizza zapataNo ratings yet
- Mounting On Concrete DSBDocument4 pagesMounting On Concrete DSBRolando AlvaradoNo ratings yet
- Virtual SurgeryDocument12 pagesVirtual Surgeryirfanm06100% (1)
- AN11 Power Systems For AIX I LPAR Configuration and Planning Instructor Guide 2009 PDFDocument864 pagesAN11 Power Systems For AIX I LPAR Configuration and Planning Instructor Guide 2009 PDFArsenij KroptyaNo ratings yet
- Manual Transmission: Presentation 2Document24 pagesManual Transmission: Presentation 2ADAM GECBNo ratings yet
- Department of The Navy: Approving Official (Ao) Citidirect Desk GuideDocument77 pagesDepartment of The Navy: Approving Official (Ao) Citidirect Desk GuideDavid GarciaNo ratings yet
- Class Plan Template 2018Document4 pagesClass Plan Template 2018api-424085050No ratings yet
- FY Report of Mini PDFDocument50 pagesFY Report of Mini PDFSHIVANGI GUPTANo ratings yet
- 3 Ply Flat Surgical Mask Making Machine. C A P-9 0 - 1 2 0 N o S / M I NDocument6 pages3 Ply Flat Surgical Mask Making Machine. C A P-9 0 - 1 2 0 N o S / M I NYaman MHNo ratings yet
- Pressure Reducing and Relieving, Pilot Operated Spool Type Common Cavity, Size 10Document2 pagesPressure Reducing and Relieving, Pilot Operated Spool Type Common Cavity, Size 10mhasansharifiNo ratings yet
- Post Argument Letter Brief From Youtube (Google) in Viacom CaseDocument10 pagesPost Argument Letter Brief From Youtube (Google) in Viacom Caseconcerned-citizenNo ratings yet
- How To Create Custom Excel Functions. User Defined Function (UDF) Examples FDocument4 pagesHow To Create Custom Excel Functions. User Defined Function (UDF) Examples FLidijaSpaseskaNo ratings yet
- Who Knew BoomDocument511 pagesWho Knew BoomKevin ItwaruNo ratings yet
- 09 09 22 Rupert YoungerDocument1 page09 09 22 Rupert YoungerjordijaumaNo ratings yet
- LPG Piping Systems EngDocument2 pagesLPG Piping Systems EngAbdelfattah ben RagabNo ratings yet
- TMS374 PDFDocument6 pagesTMS374 PDFZoltán BodócsNo ratings yet
- Karty CharakterystykDocument6 pagesKarty CharakterystykekoherwantoroNo ratings yet
- Dräger Alcotest 5000 Alcohol Screening Device: Exchangeable FunnelDocument10 pagesDräger Alcotest 5000 Alcohol Screening Device: Exchangeable FunnelFilimone ThumboNo ratings yet
- A71572Document4 pagesA71572游智麟No ratings yet
- Basic Cleanroom ProtocolDocument3 pagesBasic Cleanroom ProtocolkarengisellNo ratings yet
- Urn Uvci 01 Ro 230dmyqx5erjrm9ld0z719kv6wop8l#eDocument2 pagesUrn Uvci 01 Ro 230dmyqx5erjrm9ld0z719kv6wop8l#eIsabellaNo ratings yet
- UNSC - United States of America Position PaperDocument3 pagesUNSC - United States of America Position PaperemmaldavisNo ratings yet
- Exercises 1 FinalDocument2 pagesExercises 1 FinalRemalyn Quinay CasemNo ratings yet
- AutoDocument4 pagesAutoAmarbayasgalan BatzorigNo ratings yet