Download as pdf or txt
You might also like
- Operating Manual: ZAY7032FG ZAY7040FG ZAY7045FG Bench Milling&Drilling MachineDocument23 pagesOperating Manual: ZAY7032FG ZAY7040FG ZAY7045FG Bench Milling&Drilling MachineLucas QuinteroNo ratings yet
- Advanced Excel Training Course OutlineDocument4 pagesAdvanced Excel Training Course OutlineAhmad Iqbal100% (1)
- IMP Lab Manual - Autumn 2019Document48 pagesIMP Lab Manual - Autumn 2019ZANTHERNo ratings yet
- Automatic and Manual Turrets PDFDocument28 pagesAutomatic and Manual Turrets PDFPhineas MagellanNo ratings yet
- Myford Metric ConversionDocument5 pagesMyford Metric ConversionP_I_P_HNo ratings yet
- Lathe Operations: Submitted byDocument10 pagesLathe Operations: Submitted byUsama MughalNo ratings yet
- Eurotech 735 Lathes SeriesDocument7 pagesEurotech 735 Lathes SeriesCNC SYSTEMSNo ratings yet
- Gear Hobbing - Parts, Working, Diagram, Advantages, DisadvantagesDocument1 pageGear Hobbing - Parts, Working, Diagram, Advantages, DisadvantagesDhruv SutharNo ratings yet
- Unit-II The LatheDocument14 pagesUnit-II The LatheThulasi RamNo ratings yet
- CNC MachiningDocument6 pagesCNC MachiningZaid HassanNo ratings yet
- Lathe OperationsDocument28 pagesLathe OperationsKrunal PatilNo ratings yet
- Department of Mechanical Engg Mini Project Review ON 360 Degree Welding Cutting Rotary TurntableDocument23 pagesDepartment of Mechanical Engg Mini Project Review ON 360 Degree Welding Cutting Rotary TurntablePrince MoizNo ratings yet
- 1 DR Abobaker ProductionDocument20 pages1 DR Abobaker ProductionKhaled AhmedNo ratings yet
- CF1711 - Trocador AtcDocument24 pagesCF1711 - Trocador Atcmec04162No ratings yet
- Concept TURN 250: Technical SpecificationDocument26 pagesConcept TURN 250: Technical SpecificationVũ Mạnh Cường100% (1)
- Lathe and Milling Operation: Experiment No: 01&02 Production Technology-IiDocument7 pagesLathe and Milling Operation: Experiment No: 01&02 Production Technology-IiPK KrishNo ratings yet
- Misc Grob Brochures From 1950sDocument12 pagesMisc Grob Brochures From 1950sfahnoeNo ratings yet
- Polygon Turning CNC LatheDocument9 pagesPolygon Turning CNC Lathe223ABDULTEF faresNo ratings yet
- 1.Manufaturing-Technology-Lab-II V+Document32 pages1.Manufaturing-Technology-Lab-II V+gandhiramNo ratings yet
- Writing A Program For Tapping Cycle On CNC Milling MachineDocument17 pagesWriting A Program For Tapping Cycle On CNC Milling MachineMohsin QaziNo ratings yet
- Shaftloc FullDocument20 pagesShaftloc FullMrLanternNo ratings yet
- G90Document9 pagesG90Dishank UpadhyayNo ratings yet
- Unit 5Document8 pagesUnit 5Narendra YadavNo ratings yet
- Radial Drilling MachinesDocument4 pagesRadial Drilling MachinesMichael Adu-boahenNo ratings yet
- Objective:: - EquipmentDocument3 pagesObjective:: - EquipmentUtkarsh AryaNo ratings yet
- Machine Tool Design N Acherkan Gear Cutting MachineDocument21 pagesMachine Tool Design N Acherkan Gear Cutting Machineaashiquear100% (1)
- Design and Manufacturing of Zig-Zag Bar Bending MachineDocument58 pagesDesign and Manufacturing of Zig-Zag Bar Bending MachineSachin T100% (1)
- CNC LatheDocument8 pagesCNC LatheGregory Michael Harumal100% (1)
- Module 4 - Classification, Applications and Operations of MachinesDocument19 pagesModule 4 - Classification, Applications and Operations of MachinesIsmaeli KielNo ratings yet
- Assignment 2 Eot .Document19 pagesAssignment 2 Eot .Nitin KumarNo ratings yet
- Milling MachineDocument10 pagesMilling MachineNEF RIDERSNo ratings yet
- Syllabus Me0423 - Computer Aided Manufacturing Laboratory: PurposeDocument10 pagesSyllabus Me0423 - Computer Aided Manufacturing Laboratory: PurposefamilyumaNo ratings yet
- Quiz1 ReviewerDocument17 pagesQuiz1 ReviewerJag MasterNo ratings yet
- Tool and Cutter PDFDocument15 pagesTool and Cutter PDFKiwishooter50% (4)
- Gyroscopic EffectDocument13 pagesGyroscopic EffectRavinder SinghNo ratings yet
- 译文 - 摆线针轮减速机Cycloidal pin wheel reducerDocument10 pages译文 - 摆线针轮减速机Cycloidal pin wheel reducerVocal SamirNo ratings yet
- Computer Controlled Machine Maintenance (Mechanical) FailuresDocument23 pagesComputer Controlled Machine Maintenance (Mechanical) Failuressank_knasNo ratings yet
- Drilling Equipment & Tools Helicoid Hydraulic Motor: WWW - Oilfieldproducts.bizDocument20 pagesDrilling Equipment & Tools Helicoid Hydraulic Motor: WWW - Oilfieldproducts.bizCristhian AlvearNo ratings yet
- Klocke 2014Document56 pagesKlocke 2014ashoku24007No ratings yet
- Jig & FixturesDocument23 pagesJig & FixturesAvishkaNo ratings yet
- Okuma Simul Turn 400Document11 pagesOkuma Simul Turn 400paulkupasNo ratings yet
- Unit 2 Me1203Document20 pagesUnit 2 Me1203Muthuvel MNo ratings yet
- YCM NT SeriesDocument6 pagesYCM NT SeriesCNC SYSTEMSNo ratings yet
- Procedimiento de Pulido CrankshaftsDocument19 pagesProcedimiento de Pulido CrankshaftsJavier Hector CayaNo ratings yet
- How To Trex450 For SK360Document6 pagesHow To Trex450 For SK360ww19691No ratings yet
- CNC PDFDocument455 pagesCNC PDFbhuvneshNo ratings yet
- Table of Content: S.no. Content Page No. 1 Chapter 1: Project DefinitionDocument24 pagesTable of Content: S.no. Content Page No. 1 Chapter 1: Project Definitionsanju kumarNo ratings yet
- Cycloidal ReducerDocument32 pagesCycloidal ReducerArnaldo Macchi MillanNo ratings yet
- Grinding Attachment For Lathe: SynopsisDocument4 pagesGrinding Attachment For Lathe: SynopsisVinothRajagopalNo ratings yet
- UEME3223 - Report 1Document10 pagesUEME3223 - Report 1Sinyau KhooNo ratings yet
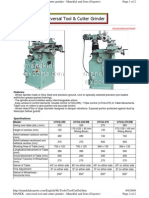
- McTools ToolCutGrdDocument2 pagesMcTools ToolCutGrdabyzenNo ratings yet
- Tech G 5Document6 pagesTech G 5George BorșaruNo ratings yet
- Shell Machine ShopDocument6 pagesShell Machine ShopsaurabhfandatNo ratings yet
- MFT II Manual 2Document35 pagesMFT II Manual 2Thulasi RamNo ratings yet
- Downhole Motors PDFDocument15 pagesDownhole Motors PDFarasquare100% (1)
- AMPT (3140204) LAB MANUAL 2022 LNJDocument100 pagesAMPT (3140204) LAB MANUAL 2022 LNJShubham JadavNo ratings yet
- Grinding Machine & Engine Lathe ProcessesDocument71 pagesGrinding Machine & Engine Lathe ProcessesChester Evangelista Iman IINo ratings yet
- How to Run a Lathe - Volume I (Edition 43) The Care and Operation of a Screw-Cutting LatheFrom EverandHow to Run a Lathe - Volume I (Edition 43) The Care and Operation of a Screw-Cutting LatheRating: 4.5 out of 5 stars4.5/5 (2)
- Turning and Boring A specialized treatise for machinists, students in the industrial and engineering schools, and apprentices, on turning and boring methods, etc.From EverandTurning and Boring A specialized treatise for machinists, students in the industrial and engineering schools, and apprentices, on turning and boring methods, etc.No ratings yet
- Von titanDocument2 pagesVon titanmacoolet dollenteNo ratings yet
- ABSTRACT_TEAM-DIEGODocument5 pagesABSTRACT_TEAM-DIEGOmacoolet dollenteNo ratings yet
- Topic 1. ShuttlecockDocument3 pagesTopic 1. Shuttlecockmacoolet dollenteNo ratings yet
- Gucci v. GuessDocument17 pagesGucci v. Guessmacoolet dollenteNo ratings yet
- Industry Analysis ReportDocument66 pagesIndustry Analysis Reportmacoolet dollenteNo ratings yet
- English ContractionsDocument5 pagesEnglish ContractionsLucas Monte100% (1)
- Degree Attestation CH All An FormDocument1 pageDegree Attestation CH All An FormWajidSyedNo ratings yet
- ProjectarsDocument36 pagesProjectarspramo_dassNo ratings yet
- Module 2. Structure of Crystalline SolidsDocument20 pagesModule 2. Structure of Crystalline SolidsPearl Alexandra FabitoNo ratings yet
- Silt Density Index (SDI) of Water: Standard Test Method ForDocument3 pagesSilt Density Index (SDI) of Water: Standard Test Method Fordecio ventura rodrigues miraNo ratings yet
- 32D5TDocument14 pages32D5TZoi LleshiNo ratings yet
- Unit Eight Atomic PhysicsDocument2 pagesUnit Eight Atomic Physicsmmree yyttNo ratings yet
- Em-2006-Mep-Eom-Mt-Sd-Plb-110-1 FF Plan-01 Enlarged Water Supply LayoutDocument1 pageEm-2006-Mep-Eom-Mt-Sd-Plb-110-1 FF Plan-01 Enlarged Water Supply LayoutshreeNo ratings yet
- Naiditsch, Balogh - Positional Masterpieces 2012-2015Document22 pagesNaiditsch, Balogh - Positional Masterpieces 2012-2015Bill Crowe0% (1)
- Auto ElectricianDocument29 pagesAuto ElectricianAwAis MughalNo ratings yet
- Abstract Density K-MeansDocument3 pagesAbstract Density K-MeansEdi SuwandiNo ratings yet
- Swift Messaging Factsheet Corporateactions56104Document4 pagesSwift Messaging Factsheet Corporateactions56104kartikb60No ratings yet
- Catalogue PDFDocument45 pagesCatalogue PDFAbhinavDixit100% (1)
- System Testing: Prof. Durga Prasad Mohapatra Professor Dept - of CSE, NIT RourkelaDocument37 pagesSystem Testing: Prof. Durga Prasad Mohapatra Professor Dept - of CSE, NIT RourkelaHarsh RangwaniNo ratings yet
- Master The Universal Energy To UnleashDocument2 pagesMaster The Universal Energy To UnleashTrack ViewNo ratings yet
- EE 555-Renewable Energy Systems-Hassan Abbas KhanDocument3 pagesEE 555-Renewable Energy Systems-Hassan Abbas Khan0307aliNo ratings yet
- MKT704 - Major Group ProjectDocument4 pagesMKT704 - Major Group ProjectShamal Shavneel SinghNo ratings yet
- NA To BS EN 1992-1-1.2004Document26 pagesNA To BS EN 1992-1-1.2004yesid1314No ratings yet
- MSC International Logistics and Port ManagementDocument2 pagesMSC International Logistics and Port ManagementDaniel CuellarNo ratings yet
- ACCA FA1 Practice Question 1Document5 pagesACCA FA1 Practice Question 1arslan.ahmed8179No ratings yet
- CRM DocumentationDocument135 pagesCRM DocumentationflawlessjessNo ratings yet
- June 2009 MS - Unit 1 Edexcel Chemistry A-LevelDocument28 pagesJune 2009 MS - Unit 1 Edexcel Chemistry A-LevelNabindra RuwaliNo ratings yet
- Ashish Tas8Document28 pagesAshish Tas8Ashish KattaNo ratings yet
- Blank Package 3 (CIKIJING)Document81 pagesBlank Package 3 (CIKIJING)Andy YuliantoNo ratings yet
- Check Sheet 3 Accommodation Recreational Facilities Food and CateringDocument18 pagesCheck Sheet 3 Accommodation Recreational Facilities Food and CateringduthindaraNo ratings yet
- MBO AssignmentDocument2 pagesMBO AssignmentEmraan HashmiNo ratings yet
- How To Write A Formal Essay - Example, Format, & Formal Writing RulesDocument7 pagesHow To Write A Formal Essay - Example, Format, & Formal Writing RulesAngelSalgadoNo ratings yet
- Baghbhairab Secondary School 2nd Term 2078Document17 pagesBaghbhairab Secondary School 2nd Term 2078krishnaNo ratings yet