Download as pdf or txt
You might also like
- Method Statement For Repair Work On Steel Structure Related To FenceDocument5 pagesMethod Statement For Repair Work On Steel Structure Related To Fenceanon_316714194100% (2)
- Welded Joint, Welded ConnectionsDocument45 pagesWelded Joint, Welded ConnectionsRaju Sharma67% (12)
- Welcome To International Journal of Engineering Research and Development (IJERD)Document8 pagesWelcome To International Journal of Engineering Research and Development (IJERD)IJERDNo ratings yet
- Chap3 (D) MillDocument22 pagesChap3 (D) MilljojoNo ratings yet
- Metrology M2Document91 pagesMetrology M2jibinNo ratings yet
- Fraesen eDocument172 pagesFraesen eMarin Ionut-EduardNo ratings yet
- Metal Machining and Automation (ME 3201)Document19 pagesMetal Machining and Automation (ME 3201)kasam santhosh prathikNo ratings yet
- Optimization of Process Parameters in Turning and Threading Operation-A ReviewDocument5 pagesOptimization of Process Parameters in Turning and Threading Operation-A ReviewIJRASETPublicationsNo ratings yet
- Milling Formulas and DefinitionsDocument9 pagesMilling Formulas and DefinitionsZohaib ShaikhNo ratings yet
- Experimental Investigation of Tool Life and Surface Roughness During CNC Turning Using Single Point Cutting ToolDocument7 pagesExperimental Investigation of Tool Life and Surface Roughness During CNC Turning Using Single Point Cutting ToolIJRASETPublicationsNo ratings yet
- Metrology M2Document85 pagesMetrology M2sidNo ratings yet
- Mechanics of Metal CuttingDocument24 pagesMechanics of Metal CuttingSreehari ViswanathanNo ratings yet
- ManufProc2 1MaterialRemovalDocument48 pagesManufProc2 1MaterialRemovalJeff HardyNo ratings yet
- Milling Formulas and DefinitionsDocument10 pagesMilling Formulas and DefinitionsCherish QiuNo ratings yet
- Metal Machining and Automation (ME 3201)Document15 pagesMetal Machining and Automation (ME 3201)kasam santhosh prathikNo ratings yet
- Ch23 Machining Processes Turning and Hole Making2Document72 pagesCh23 Machining Processes Turning and Hole Making2Muhammad YusufNo ratings yet
- CH-1 MachiningDocument29 pagesCH-1 MachiningAbreham DerejeNo ratings yet
- Milling Formulas and DefinitionsDocument11 pagesMilling Formulas and DefinitionsNguyễn SơnNo ratings yet
- Modeling and Analysis of A Surface Milling Cutter Using Finite Element AnalysisDocument6 pagesModeling and Analysis of A Surface Milling Cutter Using Finite Element AnalysisIJERDNo ratings yet
- Lectureslidesondrillingandmilling PPT PDFDocument25 pagesLectureslidesondrillingandmilling PPT PDFAlagar SamyNo ratings yet
- Modern Metal Cutting Basic Milling Sample PagesDocument3 pagesModern Metal Cutting Basic Milling Sample PagesBoby AndreNo ratings yet
- Modeling and Analysis of A Surface Milling Cutter Using Finite Element AnalysisDocument6 pagesModeling and Analysis of A Surface Milling Cutter Using Finite Element AnalysisPhani GurijalaNo ratings yet
- Laporan Turning ProsmanDocument25 pagesLaporan Turning Prosmannadia frizaNo ratings yet
- Machining Process - I: Lathe Machine Operations and CalculationDocument40 pagesMachining Process - I: Lathe Machine Operations and CalculationNajshhsNo ratings yet
- Milling Tool DesignDocument18 pagesMilling Tool DesignSiddharth DubeyNo ratings yet
- Milling MachinesDocument48 pagesMilling MachinesAliah IzzahNo ratings yet
- BTI1133 Ch24Document51 pagesBTI1133 Ch24ACC SHNo ratings yet
- Metal Cutting Theory and MechanismDocument75 pagesMetal Cutting Theory and Mechanismnishantdubey1183No ratings yet
- CP01 Sem 3 Production Technology 2020Document80 pagesCP01 Sem 3 Production Technology 2020Aditya SinghNo ratings yet
- ME - 32021 Chapter (I) Machining Processes and Machine Tools - PPTX (Repaired)Document23 pagesME - 32021 Chapter (I) Machining Processes and Machine Tools - PPTX (Repaired)WILYNo ratings yet
- Unit 2.1 Kinimatic Motion and Chip FormationDocument94 pagesUnit 2.1 Kinimatic Motion and Chip FormationHABTAMU FEKADUNo ratings yet
- Whatsapp Marketing Gaya Safiey IliasDocument21 pagesWhatsapp Marketing Gaya Safiey IliasTasya SherinNo ratings yet
- Manufacturing Processes (2), Ie-352 Ahmed M El-Sherbeeny, PHD Spring 2018Document37 pagesManufacturing Processes (2), Ie-352 Ahmed M El-Sherbeeny, PHD Spring 2018Sid SharmaNo ratings yet
- Chip Geometry Modelling of 2-Dimension Ultrasonic Vibration Assisted Machining (2D UVAM) On Micromilling Machine With End MillDocument7 pagesChip Geometry Modelling of 2-Dimension Ultrasonic Vibration Assisted Machining (2D UVAM) On Micromilling Machine With End MillMuhammad Taqiy Nur FurqonNo ratings yet
- Lathe Machine Part 3 OperationandComputationDocument42 pagesLathe Machine Part 3 OperationandComputationMark AlderiteNo ratings yet
- Effect Modified Rake Angle Endmill Two Flute in AISI 1045 Machines Using CNC Milling PDFDocument10 pagesEffect Modified Rake Angle Endmill Two Flute in AISI 1045 Machines Using CNC Milling PDFLukman KasimNo ratings yet
- Orthogonal Machining PDFDocument6 pagesOrthogonal Machining PDFManideep AnanthulaNo ratings yet
- MillingDocument105 pagesMillingsai mohanNo ratings yet
- Chapter 1Document15 pagesChapter 1surjitNo ratings yet
- Milling Machine FormulasDocument8 pagesMilling Machine Formulastinodaishe guveyaNo ratings yet
- Design For MachiningDocument33 pagesDesign For MachiningAnkit chauhanNo ratings yet
- 7 Machining Processes PDFDocument46 pages7 Machining Processes PDFOsama abdurahmanNo ratings yet
- Turning: ATMH1283 CNC and Workshop Technology Machining Operation Calculation (Turning)Document4 pagesTurning: ATMH1283 CNC and Workshop Technology Machining Operation Calculation (Turning)Shan PinNo ratings yet
- Adama Science and Technology University: Department of Thermal and Aerospace EngineeringDocument13 pagesAdama Science and Technology University: Department of Thermal and Aerospace Engineeringregassa rajiNo ratings yet
- Lathe 150826222523 Lva1 App6892Document75 pagesLathe 150826222523 Lva1 App6892jbcNo ratings yet
- Milling (Machining) : Milling Is The Process of Machining Using Rotary Cutters To RemoveDocument19 pagesMilling (Machining) : Milling Is The Process of Machining Using Rotary Cutters To RemoveK. KatukuNo ratings yet
- 2nd Btech MECH 2021-22 MCMT Ses-K4 PDFDocument14 pages2nd Btech MECH 2021-22 MCMT Ses-K4 PDFGopi TNo ratings yet
- Gears & Gear Manufacturing Processes-2Document58 pagesGears & Gear Manufacturing Processes-2Yogesh DewangNo ratings yet
- International Journal of Machine Tools & Manufacture: Eduardo Diez, Hilde Perez, Juan Marquez, Antonio VizanDocument14 pagesInternational Journal of Machine Tools & Manufacture: Eduardo Diez, Hilde Perez, Juan Marquez, Antonio VizankadesaiNo ratings yet
- Types of Operation: Facing OperationDocument9 pagesTypes of Operation: Facing OperationSai KiranNo ratings yet
- Milling: ©2007 John Wiley & Sons, Inc. M P Groover, Fundamentals of Modern Manufacturing 3/eDocument31 pagesMilling: ©2007 John Wiley & Sons, Inc. M P Groover, Fundamentals of Modern Manufacturing 3/eRaheemNo ratings yet
- Fundamentals of Metal Cutting and Machining Processes: Lecture 6-7Document150 pagesFundamentals of Metal Cutting and Machining Processes: Lecture 6-7Sibu SibuNo ratings yet
- Fig, 78: Technical Parameters of Band-Saw BladesDocument13 pagesFig, 78: Technical Parameters of Band-Saw BladesalfredomotaNo ratings yet
- Chapter Two PDFDocument70 pagesChapter Two PDFberhaneNo ratings yet
- Theory of Metal MachiningDocument63 pagesTheory of Metal MachiningThiran Boy LingamNo ratings yet
- Lecture-2.Conventional Machining - 2018 PDFDocument80 pagesLecture-2.Conventional Machining - 2018 PDFSaumya ShahNo ratings yet
- 4.0 Results and Discussions 4.1 ResultsDocument11 pages4.0 Results and Discussions 4.1 ResultsKamlesh NathanNo ratings yet
- Theory of Metal CuttingDocument24 pagesTheory of Metal CuttingOmkar BedadeNo ratings yet
- Edge Preparation of Cutting Tools and It Impect On Cutting Forces During MillingDocument6 pagesEdge Preparation of Cutting Tools and It Impect On Cutting Forces During MillingJo marNo ratings yet
- MODULE 11 Unified Screw Thread ValuesDocument5 pagesMODULE 11 Unified Screw Thread ValuesJCNo ratings yet
- Lecture 4 RollingDocument31 pagesLecture 4 Rollingnoahshredx13No ratings yet
- Lathe Part IDocument151 pagesLathe Part Ishiva100% (2)
- Socket Head Cap ScrewsDocument1 pageSocket Head Cap Screwsapi-3848892100% (5)
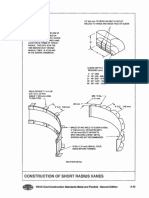
- Short Radius VanesDocument1 pageShort Radius VanesblahblahNo ratings yet
- Tool HoldersDocument47 pagesTool HolderslucamovNo ratings yet
- EMAL - Electrical Material Approved List - View Barang LANRICDocument2 pagesEMAL - Electrical Material Approved List - View Barang LANRICmuhamad faizNo ratings yet
- SKD61-Hot Work Mould SteelDocument2 pagesSKD61-Hot Work Mould SteelAgustine SetiawanNo ratings yet
- Parts List: TFHX-CDocument78 pagesParts List: TFHX-CRB STNo ratings yet
- Production ManagementDocument20 pagesProduction ManagementSamir RahiMiNo ratings yet
- Alloys Tempers:: The Temper or Delivery StateDocument8 pagesAlloys Tempers:: The Temper or Delivery StateKek Siang MingNo ratings yet
- Weld Cost Calc XLDocument63 pagesWeld Cost Calc XLRobert Whitaker100% (1)
- Bolts: Cap ScrewsDocument8 pagesBolts: Cap Screwsjairo F. Arroyo MNo ratings yet
- Unbrako Price ListDocument33 pagesUnbrako Price ListArindam ChandaNo ratings yet
- Make A Wheel Marking GaugeDocument6 pagesMake A Wheel Marking Gaugeserkan ünlü100% (1)
- Lecture 12: Cutting (Shearing) and Bending: Processing of Metallic MaterialsDocument17 pagesLecture 12: Cutting (Shearing) and Bending: Processing of Metallic Materialsmukesh3021No ratings yet
- 577 API ExercisesDocument41 pages577 API Exercisesadel100% (1)
- Is 5624 1993Document12 pagesIs 5624 1993Zankar R ParikhNo ratings yet
- List of Sme'S Availing Common Facilities Services (CFS) From Midc SialkotDocument4 pagesList of Sme'S Availing Common Facilities Services (CFS) From Midc SialkotAmbreen ZainebNo ratings yet
- Axe and Status Durma Iron WorkerDocument16 pagesAxe and Status Durma Iron Workergrasu6666No ratings yet
- Darex XT 3000A BrochureDocument5 pagesDarex XT 3000A BrochurecastkarthickNo ratings yet
- Tool Engineering Jig and Fixture BookDocument261 pagesTool Engineering Jig and Fixture Bookaashishyogesh95100% (3)
- Finishing Operations Lec 4Document27 pagesFinishing Operations Lec 4AnnieMalik100% (1)
- Galvanizing Defects RectificationsDocument28 pagesGalvanizing Defects RectificationslakshanNo ratings yet
- Frs Tipo Apkabos TvirtinimasDocument5 pagesFrs Tipo Apkabos TvirtinimasErikas GrigelisNo ratings yet
- Notes On Chamber IngDocument6 pagesNotes On Chamber IngBerswa100% (2)
- Iso 7042 2012 PDFDocument6 pagesIso 7042 2012 PDFGuillermo TorresNo ratings yet
- Toolholders and CL Amping de VicesDocument228 pagesToolholders and CL Amping de VicesStephenNo ratings yet