Download as pdf or txt
You might also like
- Astm A568 PDFDocument28 pagesAstm A568 PDFNguyen Phuong Son100% (1)
- Cycolac Process GuideDocument25 pagesCycolac Process GuideTorcuato Gonzalez100% (1)
- 06-086-098 Weld Ring GasketsDocument13 pages06-086-098 Weld Ring Gasketsopenid_ZrfbXb06No ratings yet
- Soldering electronic circuits: Beginner's guideFrom EverandSoldering electronic circuits: Beginner's guideRating: 4.5 out of 5 stars4.5/5 (9)
- Plastic Injection Mold Design for Toolmakers - Volume I: Plastic Injection Mold Design for Toolmakers, #1From EverandPlastic Injection Mold Design for Toolmakers - Volume I: Plastic Injection Mold Design for Toolmakers, #1Rating: 5 out of 5 stars5/5 (2)
- Jerguson Spec GuideDocument30 pagesJerguson Spec GuideGanesh YadavNo ratings yet
- ESCL-SOP-015, Procedure For Production of Egba Split-Sleeve ClampsDocument12 pagesESCL-SOP-015, Procedure For Production of Egba Split-Sleeve Clampsadiqualityconsult100% (1)
- Armaflex Install PDFDocument5 pagesArmaflex Install PDFPeter BqkNo ratings yet
- Unax InternalsDocument4 pagesUnax InternalsMohamed ShehataNo ratings yet
- Pressure Vessel Costly MistakeDocument11 pagesPressure Vessel Costly MistakearjayNo ratings yet
- 720 Pipette Puller ManualDocument22 pages720 Pipette Puller ManualPaulo CamargoNo ratings yet
- Introducing Cold Pilger Mill TechnologyDocument7 pagesIntroducing Cold Pilger Mill TechnologyTomás BonelloNo ratings yet
- Valve & Flange Box FundamentalsDocument20 pagesValve & Flange Box Fundamentalsautin3:16No ratings yet
- DME Report 1Document21 pagesDME Report 1Mujtaba ShoaibNo ratings yet
- AN5963Document7 pagesAN5963Smriti SNo ratings yet
- Vessel VolumesDocument72 pagesVessel VolumesPaula RiveraNo ratings yet
- The Outside Diameter As Their Nominal DiameterDocument75 pagesThe Outside Diameter As Their Nominal Diameterngutor100% (2)
- Vessel VolumesDocument71 pagesVessel VolumesAnonymous a4Jwz14W100% (1)
- DB Tech Specs - BDDocument5 pagesDB Tech Specs - BDDarshit VyasNo ratings yet
- PAL - Construction GuidelinesDocument28 pagesPAL - Construction GuidelinesCarew Mohammed AbayomiNo ratings yet
- Insulating Gaskets & Its Practical DifficultiesDocument6 pagesInsulating Gaskets & Its Practical Difficulties4A28Sparsh JainNo ratings yet
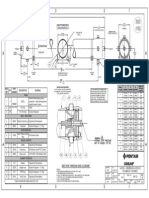
- DWG REF QTY Number Description Material Shell: Order SectionDocument2 pagesDWG REF QTY Number Description Material Shell: Order SectionRamanNegiNo ratings yet
- GUIDE, VDI 6022 - GOLD - SILVER C Hygienic Design - Swegon PDFDocument6 pagesGUIDE, VDI 6022 - GOLD - SILVER C Hygienic Design - Swegon PDFkiagus artaNo ratings yet
- DWG REF QTY Number Description Material Shell: Dash Length L IN (MM) P IN (MM) S IN (MM) Approx Weight LB (KG)Document3 pagesDWG REF QTY Number Description Material Shell: Dash Length L IN (MM) P IN (MM) S IN (MM) Approx Weight LB (KG)RamanNegiNo ratings yet
- (2012) Complete IELTS Bands 5-6.5 Student's BookDocument3 pages(2012) Complete IELTS Bands 5-6.5 Student's BookAhmed Hamdy0% (1)
- Injection Molding GuideDocument33 pagesInjection Molding Guidethangkhungpro0% (1)
- Fuji Finepix s5200 s5600Document121 pagesFuji Finepix s5200 s5600zilikonNo ratings yet
- Codeline, 150 PSI, Drawing - 80S15Document3 pagesCodeline, 150 PSI, Drawing - 80S15RamanNegiNo ratings yet
- Assembly Instructions Din e Rev 01-2021Document28 pagesAssembly Instructions Din e Rev 01-2021ramNo ratings yet
- Technical Notes (General Specification) FOR Air Cooled Heat ExchangersDocument55 pagesTechnical Notes (General Specification) FOR Air Cooled Heat Exchangerscprcdocumentation01No ratings yet
- Drawing 80H30Document3 pagesDrawing 80H30kpranjal15No ratings yet
- QFN LAnd PatternsDocument9 pagesQFN LAnd PatternsTyler WilsonNo ratings yet
- Investment Casting: Workshop ProjectDocument25 pagesInvestment Casting: Workshop Project2K20CH39 Kshitij ShubhamNo ratings yet
- Preparation of Test Panels For Accelerated and Outdoor Weathering of Bituminous CoatingsDocument4 pagesPreparation of Test Panels For Accelerated and Outdoor Weathering of Bituminous CoatingsdaovandongpktNo ratings yet
- Wire Jacketing Nylon FirestoneDocument14 pagesWire Jacketing Nylon FirestoneAndres Valencia MiraNo ratings yet
- Hot Dip GalvanizeDocument9 pagesHot Dip GalvanizeSreedhar Patnaik.MNo ratings yet
- 2013 12 Handbok Fittings ENG WebDocument72 pages2013 12 Handbok Fittings ENG WebVictor BiacoloNo ratings yet
- Conection of Cryogenic Fluid LinesDocument10 pagesConection of Cryogenic Fluid LinesnapoleonmNo ratings yet
- Welding DocumentDocument128 pagesWelding DocumentVishal SharmaNo ratings yet
- PVC / CPVC Pressure Pipe: ASTM D1784/ 5 Sch. 80Document5 pagesPVC / CPVC Pressure Pipe: ASTM D1784/ 5 Sch. 80idiayNo ratings yet
- Stencil Design For Mixed Technology through-holeSMDocument8 pagesStencil Design For Mixed Technology through-holeSMRobert MartosNo ratings yet
- 2750 515-150 enDocument6 pages2750 515-150 enPavan KumarNo ratings yet
- Hot Dip GalvanizingDocument24 pagesHot Dip GalvanizingKarthikeyan MuniaswamyNo ratings yet
- Technofondi General CatalogDocument28 pagesTechnofondi General CatalogYein YeeNo ratings yet
- STANDARD TECHNICAL SPECIFICATION Ball Valves PDFDocument2 pagesSTANDARD TECHNICAL SPECIFICATION Ball Valves PDFSen vanNo ratings yet
- Expansion Joint Technical Specification and Data Sheet1Document9 pagesExpansion Joint Technical Specification and Data Sheet1RAPHAEL suzartNo ratings yet
- API Rev.1Document36 pagesAPI Rev.1Ismail KarmanaNo ratings yet
- 110 00 Training Guide Rev 1Document30 pages110 00 Training Guide Rev 1vilegual1No ratings yet
- Basic Info TK-U.B.I Sleeves3Document17 pagesBasic Info TK-U.B.I Sleeves3Saradhi MedapureddyNo ratings yet
- Ofet Test Chips Low DensityDocument10 pagesOfet Test Chips Low DensityTHULASIRAMAN SUNDARAJOONo ratings yet
- Vessel VolumesDocument98 pagesVessel VolumesRicardo Ramos100% (1)
- Aluminium Cladding Method StatementDocument4 pagesAluminium Cladding Method StatementAllan Bryan Sario50% (2)
- Waterproof Lining of WaDocument37 pagesWaterproof Lining of WaAyakkkNo ratings yet
- Plastic Injection Mold Design for Toolmakers - Volume III: Plastic Injection Mold Design for Toolmakers, #3From EverandPlastic Injection Mold Design for Toolmakers - Volume III: Plastic Injection Mold Design for Toolmakers, #3No ratings yet
- Plastic Injection Mold Design for Toolmakers - Volume II: Plastic Injection Mold Design for Toolmakers, #2From EverandPlastic Injection Mold Design for Toolmakers - Volume II: Plastic Injection Mold Design for Toolmakers, #2No ratings yet
- Measuring and Marking Metals for Home Machinists: Accurate Techniques for the Small ShopFrom EverandMeasuring and Marking Metals for Home Machinists: Accurate Techniques for the Small ShopRating: 4 out of 5 stars4/5 (1)
- The Art of Welding: Practical Information and Useful Exercises for Oxyacetylene and Electric Arc WeldingFrom EverandThe Art of Welding: Practical Information and Useful Exercises for Oxyacetylene and Electric Arc WeldingNo ratings yet
- Spot Welding Interview Success: An Introduction to Spot WeldingFrom EverandSpot Welding Interview Success: An Introduction to Spot WeldingNo ratings yet
- Rec 105 Rev 1 Corr 1Document12 pagesRec 105 Rev 1 Corr 1marufuddin0No ratings yet
- Hammertone and Wrinkle FinishDocument19 pagesHammertone and Wrinkle FinishKakde Krushna LNo ratings yet
- Madde Welabu University School of EngineeringDocument6 pagesMadde Welabu University School of Engineeringzelalem wegayehuNo ratings yet
- DP10-10 Mantle ClockDocument12 pagesDP10-10 Mantle Clockbarbu_flavius2006No ratings yet
- FAST FEED MILL Brochure 2018 MetricDocument48 pagesFAST FEED MILL Brochure 2018 MetricRadonja MiljanNo ratings yet
- Screw Chart - SAMS FabricationsDocument4 pagesScrew Chart - SAMS FabricationsVratislav Němec ml.No ratings yet
- BOSTIK Boscoprime 1 Rev1-MinDocument2 pagesBOSTIK Boscoprime 1 Rev1-MinBuana Paksa OfficialNo ratings yet
- 02 CR Speedi SleeveDocument19 pages02 CR Speedi SleevethanhvutsmvnNo ratings yet
- DS Flex Rev7 0309 PDFDocument2 pagesDS Flex Rev7 0309 PDFDavid GonzaloNo ratings yet
- CV 20190704Document6 pagesCV 20190704Piyasan PraserthdamNo ratings yet
- Highlights-ASME Guides Preheat-PWHT-VIII PDFDocument5 pagesHighlights-ASME Guides Preheat-PWHT-VIII PDFEr Manish JadaunNo ratings yet
- Plasma and OxifuelDocument20 pagesPlasma and OxifuelPawan ChaturvediNo ratings yet
- Amercoat: Amerlock 400CDocument4 pagesAmercoat: Amerlock 400CCad AutocadNo ratings yet
- Exp 4Document11 pagesExp 4masuma lovelyNo ratings yet
- Principles of Wastewater TreatmentDocument15 pagesPrinciples of Wastewater Treatmentaldren amigoNo ratings yet
- Cromax 4140 PDFDocument2 pagesCromax 4140 PDFDidik PrihantoroNo ratings yet
- Pattern Making Ex-2Document6 pagesPattern Making Ex-2DanishNo ratings yet
- CTS Sheet Metal Worker NSQFDocument31 pagesCTS Sheet Metal Worker NSQFசிங்கக்குட்டி சின்னக் கவுண்டர்No ratings yet
- 42CrMo4 Chromium-Molybdenum Through Hardening Steel - Hillfoot Multi Metals PDFDocument1 page42CrMo4 Chromium-Molybdenum Through Hardening Steel - Hillfoot Multi Metals PDFSantosh KumarNo ratings yet
- Design of The Casting Process For A Spur Gear/Solid Shaft Using Sand Casting Process ObjectiveDocument17 pagesDesign of The Casting Process For A Spur Gear/Solid Shaft Using Sand Casting Process ObjectiveYonas YG100% (2)
- Voest Alpine-WireDocument2 pagesVoest Alpine-WireAnonymous wUv02fNo ratings yet
- Ep-Gis 36-320 - b05Document77 pagesEp-Gis 36-320 - b05Matteo ColomboNo ratings yet
- Gantrex Raillok w20 Steel - LTDocument2 pagesGantrex Raillok w20 Steel - LTOkky PoerwantoNo ratings yet
- Selective Laser SinteringDocument16 pagesSelective Laser Sinteringnikhil_prasanthNo ratings yet
- TOTIME End Mill (2019-2020) ★定価のみ★最新20190501Document26 pagesTOTIME End Mill (2019-2020) ★定価のみ★最新20190501Anonymous ltmd7gPBNo ratings yet
- How To Replace A Cracked Marble Floor TileDocument4 pagesHow To Replace A Cracked Marble Floor TileRi SovannaphumiNo ratings yet
- Tank Fab - Method StatementDocument9 pagesTank Fab - Method Statementrahul_anil100% (2)
- Structural Design Solutions PDFDocument13 pagesStructural Design Solutions PDFChary Glez MaldonadoNo ratings yet
- Asme B18.7 2007Document13 pagesAsme B18.7 2007Jesse ChenNo ratings yet