Download as pdf or txt
You might also like
- Dresser Wayne Service ManualDocument58 pagesDresser Wayne Service ManualRafael Cordeiro68% (25)
- OpenText Vendor Invoice Management For SAP Solutions 20.4 SPS3 - Configuration Guide For Foundation English (VIM200403-CGF-EN-01)Document528 pagesOpenText Vendor Invoice Management For SAP Solutions 20.4 SPS3 - Configuration Guide For Foundation English (VIM200403-CGF-EN-01)ramana623No ratings yet
- CNC Machining Handbook: Building, Programming, and ImplementationFrom EverandCNC Machining Handbook: Building, Programming, and ImplementationNo ratings yet
- Easy Probing Renishaw PDFDocument29 pagesEasy Probing Renishaw PDFJesus MedinaNo ratings yet
- Fuji Scalable Placement Platform NXT Programming Manual1Document171 pagesFuji Scalable Placement Platform NXT Programming Manual1YH HybrionicNo ratings yet
- Inspection Basic 3d Metrology sw2016 031 008 EN PDFDocument275 pagesInspection Basic 3d Metrology sw2016 031 008 EN PDFAnonymous Ix3S6Y100% (3)
- Kia SKT210SYDocument94 pagesKia SKT210SYrastaeggNo ratings yet
- Control HNC MANUAL DE PROGRAMACIONDocument144 pagesControl HNC MANUAL DE PROGRAMACIONSaul Fernando Cujaban AceroNo ratings yet
- Guidelines For Technical Material: Unified English BrailleDocument93 pagesGuidelines For Technical Material: Unified English Brailleluana4No ratings yet
- N MV Post Processor Manual EngDocument36 pagesN MV Post Processor Manual EnglastowlNo ratings yet
- N VX NV Post Processor Manual EngDocument29 pagesN VX NV Post Processor Manual EngrenatoNo ratings yet
- 42 Programming CsDocument344 pages42 Programming Cssamad behnodfarNo ratings yet
- 7000 Series T Lathe Programming Manual MN-73Document336 pages7000 Series T Lathe Programming Manual MN-73Taimy AndreaNo ratings yet
- Inspection Basic 3d Metrology sw2017 031 010 ENDocument240 pagesInspection Basic 3d Metrology sw2017 031 010 ENjvk kulNo ratings yet
- NZXNLXPost Processor ManualDocument173 pagesNZXNLXPost Processor ManualOuss AmaNo ratings yet
- Programare CNCDocument42 pagesProgramare CNCFrone Cosmin100% (1)
- Acquisition Basic Atos Sw2016 694 007 enDocument131 pagesAcquisition Basic Atos Sw2016 694 007 enAnonymous Ix3S6YNo ratings yet
- Schulung - CNC Programming enDocument91 pagesSchulung - CNC Programming enMUSTAFA osmanoğluNo ratings yet
- Training Curriculum: TIA Portal Module 013Document59 pagesTraining Curriculum: TIA Portal Module 013Hải Nguyễn KhắcNo ratings yet
- Premium and Atrium Using Unity Pro: Weighing Module User ManualDocument162 pagesPremium and Atrium Using Unity Pro: Weighing Module User ManualSonixAraunaNo ratings yet
- Ald590 TGH GB (874 682B) PDFDocument94 pagesAld590 TGH GB (874 682B) PDFSandeepNo ratings yet
- Examples Manual Lathe Model: Ref. 0112 (Ing)Document59 pagesExamples Manual Lathe Model: Ref. 0112 (Ing)benabedm100% (1)
- Got2000 o Mes eDocument210 pagesGot2000 o Mes eFlávio Henrique VicenteNo ratings yet
- Catalogo Cables Allen BradlleyDocument69 pagesCatalogo Cables Allen BradlleyMario ManuelNo ratings yet
- T400Document655 pagesT400IvanBrkićNo ratings yet
- IL-NT-MRS3,4-AMF8,9-2.0-Reference Guide PDFDocument84 pagesIL-NT-MRS3,4-AMF8,9-2.0-Reference Guide PDFazocarNo ratings yet
- isoPV D00024 M XXENDocument72 pagesisoPV D00024 M XXENHamza IssaouiNo ratings yet
- Fundamentals of CNC MachiningDocument286 pagesFundamentals of CNC MachiningArmando Rosas Gonzalitos100% (11)
- Century Star CNC System Programming Guide For Milling Machines PDFDocument147 pagesCentury Star CNC System Programming Guide For Milling Machines PDFDiego Steven Pulido AriasNo ratings yet
- SH (NA) - 081228ENG-K - GOT2000 Series MES Interface Function Manual For GT Works3 Version1Document222 pagesSH (NA) - 081228ENG-K - GOT2000 Series MES Interface Function Manual For GT Works3 Version1AGUSTIN MORALESNo ratings yet
- 6 Series Lathe Operation Manual-EnDocument153 pages6 Series Lathe Operation Manual-EnDian RusdianaNo ratings yet
- Programming Manual: M Model (Soft V15.1x) Ref. 0901Document290 pagesProgramming Manual: M Model (Soft V15.1x) Ref. 0901BALDEV SINGHNo ratings yet
- Fagor 8050 CNC Installation: ManualDocument439 pagesFagor 8050 CNC Installation: ManualPaun Al100% (1)
- Software: WINDY BOY Setup ToolDocument22 pagesSoftware: WINDY BOY Setup ToolRomão OliveiraNo ratings yet
- Sh030302enga - MR-J5 User Manual (Communication Function)Document48 pagesSh030302enga - MR-J5 User Manual (Communication Function)zhaodong.liangNo ratings yet
- TNG Release Notes 502Document11 pagesTNG Release Notes 502alecandro_90No ratings yet
- fp93 StandardDocument36 pagesfp93 StandardChristianNo ratings yet
- Programacion de Lathe en IngleDocument145 pagesProgramacion de Lathe en IngleJORGE PARRANo ratings yet
- Programacion de Lathe en Ingle PDFDocument145 pagesProgramacion de Lathe en Ingle PDFJORGE PARRANo ratings yet
- Programming Safety PLCDocument236 pagesProgramming Safety PLCMrunal SalveNo ratings yet
- KISSsoft 2019 Tutorial 15Document24 pagesKISSsoft 2019 Tutorial 15NguyễnVănLăngNo ratings yet
- Owner's Manual PDF Manual To Obtain The PDF Manual IDocument12 pagesOwner's Manual PDF Manual To Obtain The PDF Manual IPanos BourazanisNo ratings yet
- NCT 201MDocument232 pagesNCT 201Mineu2279No ratings yet
- GROB Siemens840D ISO ManualDocument251 pagesGROB Siemens840D ISO Manuallastowl100% (1)
- SIM 09 Mill 5AX: Siemens PLM SoftwareDocument15 pagesSIM 09 Mill 5AX: Siemens PLM SoftwareMario MTNo ratings yet
- 802d - opm (фрезови машини)Document354 pages802d - opm (фрезови машини)Ivelin ValchevNo ratings yet
- 7 - 7005 - 10 - USE Sigma Control BasicDocument36 pages7 - 7005 - 10 - USE Sigma Control BasicWilliam BeadenkopfNo ratings yet
- Man 800m UserDocument266 pagesMan 800m UserNGUYEN HUU DAONo ratings yet
- FieldServer Configuration ManualDocument86 pagesFieldServer Configuration ManualaquinorickyNo ratings yet
- Fieldserver Configuration Manual: This Manual Provides Instructions For The Following ProductsDocument84 pagesFieldserver Configuration Manual: This Manual Provides Instructions For The Following ProductsFernando CamposNo ratings yet
- BA2398604 02 EN MR-Suite-TRAFOGUARDDocument130 pagesBA2398604 02 EN MR-Suite-TRAFOGUARDHarold PuinNo ratings yet
- Fagor ManualDocument538 pagesFagor Manualrenn castorNo ratings yet
- Vood 100 200 ConfigDocument118 pagesVood 100 200 ConfigasgariNo ratings yet
- B TwinDocument88 pagesB TwinLobo de AngelNo ratings yet
- Ajwin Handbuch enDocument84 pagesAjwin Handbuch enEnzo AguilarNo ratings yet
- Position Control & Synchronous V-Controller OprInDocument103 pagesPosition Control & Synchronous V-Controller OprInErwin SamaNo ratings yet
- PAS ManualDocument53 pagesPAS ManualARNOLD MONTERROSO HUILLCANo ratings yet
- Kisssoft Tut 016 E WormgearDocument16 pagesKisssoft Tut 016 E WormgearIbraheem KhressNo ratings yet
- IntroductiontoroboticsDocument31 pagesIntroductiontoroboticsphutthawongdanchai041215No ratings yet
- NH5000DCG OilDocument6 pagesNH5000DCG Oilphutthawongdanchai041215No ratings yet
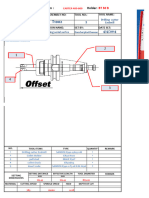
- OP10 - Horizontal Head - 800 - With Thread Master H87 Drawingno All Characteristics May 13, 2014 12:23:40 PM Vda - Auditno 12:05:55 PM May 13, 2014Document1 pageOP10 - Horizontal Head - 800 - With Thread Master H87 Drawingno All Characteristics May 13, 2014 12:23:40 PM Vda - Auditno 12:05:55 PM May 13, 2014phutthawongdanchai041215No ratings yet
- Chemical ListDocument10 pagesChemical Listphutthawongdanchai041215No ratings yet
- Tool Registration NH 5000 DCG TrainingDocument8 pagesTool Registration NH 5000 DCG Trainingphutthawongdanchai041215No ratings yet
- HYDRAULIC OIL GROB Quote002Document1 pageHYDRAULIC OIL GROB Quote002phutthawongdanchai041215No ratings yet
- Q 01705Document1 pageQ 01705phutthawongdanchai041215No ratings yet
- Tool Assembly FormDocument1 pageTool Assembly Formphutthawongdanchai041215No ratings yet
- Tool Assembly Form (MORI SEIKI)Document4 pagesTool Assembly Form (MORI SEIKI)phutthawongdanchai041215No ratings yet
- 6) CPK VerificationDocument4 pages6) CPK Verificationphutthawongdanchai041215No ratings yet
- The CupDocument25 pagesThe Cupphutthawongdanchai041215No ratings yet
- Impeller 4Document1 pageImpeller 4phutthawongdanchai041215No ratings yet
- LUBRICANT&CHEMICALDocument1 pageLUBRICANT&CHEMICALphutthawongdanchai041215No ratings yet
- X5 To X6 Installation and MigrationDocument18 pagesX5 To X6 Installation and Migrationphutthawongdanchai041215No ratings yet
- Inprove Ball and Plate UPDocument32 pagesInprove Ball and Plate UPphutthawongdanchai041215No ratings yet
- 13) Inspection Jig Data SheetDocument2 pages13) Inspection Jig Data Sheetphutthawongdanchai041215No ratings yet
- Sample 1Document16 pagesSample 1phutthawongdanchai041215No ratings yet
- 3 Channg Ball 155 Go 144 6-9-17Document5 pages3 Channg Ball 155 Go 144 6-9-17phutthawongdanchai041215No ratings yet
- Repaair 11-7-59Document2 pagesRepaair 11-7-59phutthawongdanchai041215No ratings yet
- Ball ScrewDocument1 pageBall Screwphutthawongdanchai041215No ratings yet
- Maintenance Report 230417 MasterDocument60 pagesMaintenance Report 230417 Masterphutthawongdanchai041215No ratings yet
- Problem Machine3Document30 pagesProblem Machine3phutthawongdanchai041215No ratings yet
- 9-2) Lot Control IllutrationDocument1 page9-2) Lot Control Illutrationphutthawongdanchai041215No ratings yet
- Data NG 511-01-123Document4 pagesData NG 511-01-123phutthawongdanchai041215No ratings yet
- FM-NM-027 NM Approval Cover SheetDocument2 pagesFM-NM-027 NM Approval Cover Sheetphutthawongdanchai041215No ratings yet
- 2) Capacity Investigation (SAT)Document2 pages2) Capacity Investigation (SAT)phutthawongdanchai041215No ratings yet
- FM-NM-019 New Model Trial PlanDocument2 pagesFM-NM-019 New Model Trial Planphutthawongdanchai041215No ratings yet
- Test IMDocument225 pagesTest IMphutthawongdanchai041215No ratings yet
- FM-NM-013 Ecn Log BookDocument1 pageFM-NM-013 Ecn Log Bookphutthawongdanchai041215No ratings yet
- 002Document30 pages002phutthawongdanchai041215No ratings yet
- KPK fsc2 ch02 - NotesDocument33 pagesKPK fsc2 ch02 - NotesShujahatNo ratings yet
- Hotmails 10Document57 pagesHotmails 10joinhands62No ratings yet
- Analysis: Is Science Killing Sport?Document3 pagesAnalysis: Is Science Killing Sport?Raunak Chakraborty (Rio)No ratings yet
- VFD S User Manual Variador DeltaDocument185 pagesVFD S User Manual Variador Deltaleo mejiasNo ratings yet
- Notes - Introduction To I/O PsychologyDocument30 pagesNotes - Introduction To I/O PsychologyMARIA SABINA BIANCA LIM UY100% (2)
- Shore Protection Manual - Vol-II - US Army - 1984Document300 pagesShore Protection Manual - Vol-II - US Army - 1984hihappy2cuNo ratings yet
- Science Subject For Middle School - 7th Grade - DNA in Biology by SlidesgoDocument55 pagesScience Subject For Middle School - 7th Grade - DNA in Biology by SlidesgoJenniferNo ratings yet
- 2020 Can Pelvic Floor Muscle TrainingDocument2 pages2020 Can Pelvic Floor Muscle Trainingjuan pabloNo ratings yet
- Cambridge International AS & A Level: BIOLOGY 9700/32Document16 pagesCambridge International AS & A Level: BIOLOGY 9700/32For GamingNo ratings yet
- Orthopedics Specialist Doctor List of DhakaDocument14 pagesOrthopedics Specialist Doctor List of DhakaSultanaQuaderNo ratings yet
- Solution Manual For Elementary Geometry For College Students 7th Edition Daniel C Alexander Geralyn M KoeberleinDocument35 pagesSolution Manual For Elementary Geometry For College Students 7th Edition Daniel C Alexander Geralyn M Koeberleinwoolfellinde4jive1100% (29)
- Presented By:-Shruti Agrawal (046) Ridhima Kapoor (040) Saloni Monga (043) Kunal Pokarna (024) Priyanka Ghosh Ashish JainDocument22 pagesPresented By:-Shruti Agrawal (046) Ridhima Kapoor (040) Saloni Monga (043) Kunal Pokarna (024) Priyanka Ghosh Ashish JainShruti AgrawalNo ratings yet
- Product Aiocd PDFDocument10 pagesProduct Aiocd PDFJames PerianayagamNo ratings yet
- Virtual Lab-Water QualityDocument7 pagesVirtual Lab-Water Qualityapi-268159571No ratings yet
- A Portrait of The Artist As A Young Man - Docx12222222222Document6 pagesA Portrait of The Artist As A Young Man - Docx12222222222Andeel RanaNo ratings yet
- Crossing The Jordan River 08-06-20Document37 pagesCrossing The Jordan River 08-06-20elmerdlpNo ratings yet
- ECSS U AS 10C Rev.1 (3december2019)Document8 pagesECSS U AS 10C Rev.1 (3december2019)Mansoor ShahNo ratings yet
- HCM Tentative Timetable CFA Level 1 For May22 ExamDocument1 pageHCM Tentative Timetable CFA Level 1 For May22 ExamKato AkikoNo ratings yet
- Zimbra To Office 365 Migration GuideDocument6 pagesZimbra To Office 365 Migration GuideEDSON ARIEL AJÚ GARCÍANo ratings yet
- Where Is The LoveDocument50 pagesWhere Is The LoveEusebio YuNo ratings yet
- Sortimo Xpress: Proven Configurations For Your VehicleDocument7 pagesSortimo Xpress: Proven Configurations For Your VehicleAjdeLSNo ratings yet
- SS Seat Allotment Details of Round-1Document50 pagesSS Seat Allotment Details of Round-1Suresh KumarNo ratings yet
- Horizontal Design - Overview: Slew Create or Modify Track Horizontal Track Design Slew AnalysisDocument16 pagesHorizontal Design - Overview: Slew Create or Modify Track Horizontal Track Design Slew AnalysisReepak GuptaNo ratings yet
- Guidelines For Growing BambooDocument65 pagesGuidelines For Growing BambooRaymond Katabazi86% (7)
- Certificate of Eligibility FinalDocument9 pagesCertificate of Eligibility Finalgena sanchez BernardinoNo ratings yet
- Clinical Chemistry v1.2Document30 pagesClinical Chemistry v1.2Kervy Jay Agraviador100% (1)
- Maths Unit 7 - J3 and J4Document2 pagesMaths Unit 7 - J3 and J4CynUlauNo ratings yet
- Ponce Final Paper - Luis Ramirez-With-Cover-Page-V2Document27 pagesPonce Final Paper - Luis Ramirez-With-Cover-Page-V2Roswitha Klassen0% (1)
- Timeline of Indian History - Wikipedia, The Free EncyclopediaDocument24 pagesTimeline of Indian History - Wikipedia, The Free EncyclopediaPrabhu Charan TejaNo ratings yet