Download as pdf or txt
You might also like
- A941-13b Standard Terminology Relating To Steel, Stainless Steel, Related Alloys, and FerroalloysDocument8 pagesA941-13b Standard Terminology Relating To Steel, Stainless Steel, Related Alloys, and FerroalloysChuthaNo ratings yet
- Mil S 22698CDocument40 pagesMil S 22698CJeff95TANo ratings yet
- B 171Document7 pagesB 171manuel flores100% (1)
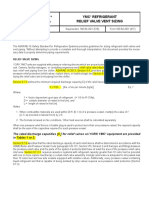
- 160.84-AD1-Application Data-YMC2 Refrigerant Relief Valve Vent SizingDocument6 pages160.84-AD1-Application Data-YMC2 Refrigerant Relief Valve Vent SizingCarl CrowNo ratings yet
- General Requirements For Nickel and Nickel Alloys Seamless Pipe and TubeDocument6 pagesGeneral Requirements For Nickel and Nickel Alloys Seamless Pipe and Tubenicu1212No ratings yet
- Astm A537-A537m-95-2000Document4 pagesAstm A537-A537m-95-2000NadhiraNo ratings yet
- Astm A1016 - A1016m - 13Document11 pagesAstm A1016 - A1016m - 13Ali KatamipourNo ratings yet
- B729Document3 pagesB729LambertWayneNo ratings yet
- Chromium and Chromium-Nickel Stainless Steel Plate, Sheet, and Strip For Pressure Vessels and For General ApplicationsDocument12 pagesChromium and Chromium-Nickel Stainless Steel Plate, Sheet, and Strip For Pressure Vessels and For General Applicationsist93993No ratings yet
- A176Document2 pagesA176Claudenir AlvesNo ratings yet
- Seamless and Welded Ferritic Stainless Steel Feedwater Heater TubesDocument7 pagesSeamless and Welded Ferritic Stainless Steel Feedwater Heater TubesMina RemonNo ratings yet
- Precipitation Hardening Nickel-Copper-Aluminum Alloy (UNS N05500) Bar, Rod, Wire, Forgings, and Forging StockDocument6 pagesPrecipitation Hardening Nickel-Copper-Aluminum Alloy (UNS N05500) Bar, Rod, Wire, Forgings, and Forging StockraulNo ratings yet
- Astmf899 11Document7 pagesAstmf899 11Robert NatasorpNo ratings yet
- Additive Manufacturing Stainless Steel Alloy (UNS S31603) With Powder Bed FusionDocument9 pagesAdditive Manufacturing Stainless Steel Alloy (UNS S31603) With Powder Bed FusionRaj Rajesh100% (1)
- A 941 - 04 QTK0MQDocument7 pagesA 941 - 04 QTK0MQTrầnHữuHòaNo ratings yet
- A 582Document3 pagesA 582Gustavo SuarezNo ratings yet
- A588a588m 6956Document3 pagesA588a588m 6956Jaleel ClaasenNo ratings yet
- Macroetch Testing of Consumable Electrode Remelted Steel Bars and BilletsDocument14 pagesMacroetch Testing of Consumable Electrode Remelted Steel Bars and BilletsJosé Ramón GutierrezNo ratings yet
- Astm A529 1972Document5 pagesAstm A529 1972dharlanuctcom0% (1)
- ASTM B63 Standard Test Method For Resistivity of Metallically Conducting Resistance and Contact Materials1Document4 pagesASTM B63 Standard Test Method For Resistivity of Metallically Conducting Resistance and Contact Materials1AnamulKabir100% (1)
- Aerospace CustomersDocument3 pagesAerospace CustomersSinan YıldızNo ratings yet
- Astm A111Document3 pagesAstm A111deivisbtsNo ratings yet
- E18 - 07 Rockwell Metallic Materials PDFDocument36 pagesE18 - 07 Rockwell Metallic Materials PDFJhosman VargasNo ratings yet
- Astm A262-21Document20 pagesAstm A262-21Chetan D100% (1)
- Pressure Vessel Plates, Alloy Steel, Chromium-Molybdenum: Standard Specification ForDocument6 pagesPressure Vessel Plates, Alloy Steel, Chromium-Molybdenum: Standard Specification Foralucard375No ratings yet
- Seamless and Welded Ferritic and Martensitic Stainless Steel Tubing For General ServiceDocument7 pagesSeamless and Welded Ferritic and Martensitic Stainless Steel Tubing For General ServicedgkmurtiNo ratings yet
- Astm B 367 - 09Document6 pagesAstm B 367 - 09taker6No ratings yet
- ASTM A29-16 Standard Specification For General Requirements For Steel Bars, Carbon and Alloy, Hot-WroughtDocument17 pagesASTM A29-16 Standard Specification For General Requirements For Steel Bars, Carbon and Alloy, Hot-WroughtMalaz Abdul JalilNo ratings yet
- Astm A314 PDFDocument3 pagesAstm A314 PDFMatyash MatyashNo ratings yet
- FF S 85DDocument20 pagesFF S 85DmshNo ratings yet
- A498Document13 pagesA498rgi178No ratings yet
- Stainless Steel Needle Tubing: Standard Specification ForDocument2 pagesStainless Steel Needle Tubing: Standard Specification Formalika_00No ratings yet
- ASTM A747-Standard-Specification-For-Steel-Castings-Stainless-Precipitation-Hardening PDFDocument4 pagesASTM A747-Standard-Specification-For-Steel-Castings-Stainless-Precipitation-Hardening PDFRaul Dela Rosa Malanog100% (1)
- Pressure Vessel Plates, Alloy Steel, Quenched-and-Tempered, Chromium-Molybdenum, and Chromium - Molybdenum-VanadiumDocument4 pagesPressure Vessel Plates, Alloy Steel, Quenched-and-Tempered, Chromium-Molybdenum, and Chromium - Molybdenum-VanadiumJosé Ramón Gutierrez100% (1)
- Steel Bars, Carbon and Alloy, Hot-Wrought, General Requirements ForDocument16 pagesSteel Bars, Carbon and Alloy, Hot-Wrought, General Requirements Forsharon blushteinNo ratings yet
- ASME B36-19m PDFDocument13 pagesASME B36-19m PDFAkram DriraNo ratings yet
- Astm A216Document3 pagesAstm A216preanandNo ratings yet
- A242 A242M (2001) Standard Specification For High-Strength Low-Alloy Structural SteelDocument3 pagesA242 A242M (2001) Standard Specification For High-Strength Low-Alloy Structural SteelGagan Singh100% (1)
- Stainless Chromium Steel-Clad Plate: Standard Specification ForDocument6 pagesStainless Chromium Steel-Clad Plate: Standard Specification Forist93993No ratings yet
- Nitriding 4340 ADocument8 pagesNitriding 4340 AyanuarNo ratings yet
- General Requirements For Copper Alloy CastingsDocument6 pagesGeneral Requirements For Copper Alloy CastingsLC Chong100% (1)
- Zinc Alloy Thermo-Diffusion Coatings (TDC) On Steel Fasteners, Hardware, and Other ProductsDocument5 pagesZinc Alloy Thermo-Diffusion Coatings (TDC) On Steel Fasteners, Hardware, and Other ProductsSofia Yuli100% (1)
- Stainless Steel Spring Wire: Standard Specification ForDocument8 pagesStainless Steel Spring Wire: Standard Specification Forsharon blushteinNo ratings yet
- AMS5772Document7 pagesAMS5772Adrian FinichiuNo ratings yet
- Astm b408Document5 pagesAstm b408wilian_coelho3309No ratings yet
- MIL-A-22771D - Aluminum Forgings, Heat TreatedDocument24 pagesMIL-A-22771D - Aluminum Forgings, Heat TreatedklinedavidklineNo ratings yet
- Astm E2818-11 PDFDocument4 pagesAstm E2818-11 PDFJhonatan CalloapazaNo ratings yet
- A 1070 - 16Document8 pagesA 1070 - 16Nguyễn Như ThếNo ratings yet
- Copper-Beryllium Alloy Rod and Bar: Standard Specification ForDocument5 pagesCopper-Beryllium Alloy Rod and Bar: Standard Specification ForAyvid HgnisNo ratings yet
- Astm-A270 PipeDocument6 pagesAstm-A270 PipeMiguel David Celis QuinteroNo ratings yet
- Astm A688Document8 pagesAstm A688Aadarsh Kumar ShitalNo ratings yet
- Describing and Specifying Inductively-Coupled Plasma Atomic Emission SpectrometersDocument14 pagesDescribing and Specifying Inductively-Coupled Plasma Atomic Emission SpectrometersLuigi HernándezNo ratings yet
- B 863 PDFDocument5 pagesB 863 PDFGrato Jr SingcoNo ratings yet
- Astm A633 1979Document6 pagesAstm A633 1979ingmichaelgarcia100% (1)
- Metals Identification, Grade Verification, and Sorting: Standard Guide ForDocument12 pagesMetals Identification, Grade Verification, and Sorting: Standard Guide ForRajan SteeveNo ratings yet
- A723A723M-18a 1.05 PDFDocument5 pagesA723A723M-18a 1.05 PDFist93993No ratings yet
- Astm A1008 2020Document11 pagesAstm A1008 2020reza acbariNo ratings yet
- Standard Specification For: Designation: B167 11Document9 pagesStandard Specification For: Designation: B167 11mahfuzNo ratings yet
- Standard Specification For: Designation: B167 11Document9 pagesStandard Specification For: Designation: B167 11Allan DiasNo ratings yet
- ASTM B 165-05 (Reapproved 2014)Document6 pagesASTM B 165-05 (Reapproved 2014)Lê Văn TrườngNo ratings yet
- Fluid Flow Hydraulic and Pneumatic Engineering and Design Menu - Engineers EdgeDocument7 pagesFluid Flow Hydraulic and Pneumatic Engineering and Design Menu - Engineers Edgejohn reyesNo ratings yet
- MSS SP-153-2017Document18 pagesMSS SP-153-2017Денис ПекшуевNo ratings yet
- Table NPS From API 574 2016Document10 pagesTable NPS From API 574 2016ainunNo ratings yet
- Piping Weight/ Load Calculation WorkbookDocument13 pagesPiping Weight/ Load Calculation WorkbookRyan Goh Chuang Hong0% (1)
- Ke01.00.000.kd.p.td.0015.000.d01 Data SheetsDocument415 pagesKe01.00.000.kd.p.td.0015.000.d01 Data SheetsMaffone NumerounoNo ratings yet
- Piping Class Spec. - 1C23 (Lurgi)Document5 pagesPiping Class Spec. - 1C23 (Lurgi)otezgidenNo ratings yet
- ASME B16.5 HistoryDocument9 pagesASME B16.5 Historyadenur01No ratings yet
- Piping GuidDocument261 pagesPiping GuidSimon Louise100% (2)
- CLASS 11432: DEP 31.38.01.15-Gen Class 11432, Rev. H Page 1 of 15Document15 pagesCLASS 11432: DEP 31.38.01.15-Gen Class 11432, Rev. H Page 1 of 15SaguesoNo ratings yet
- NAPCO Catalog 05132015 1Document65 pagesNAPCO Catalog 05132015 1Roberto Angel Rosadio CarrilloNo ratings yet
- Refaat Asme Ix&b16.5Document23 pagesRefaat Asme Ix&b16.5AhmedNo ratings yet
- Belzona Flange Face Forming Kit Flyer PDFDocument2 pagesBelzona Flange Face Forming Kit Flyer PDFRida ChaiNo ratings yet
- Definition and Details of PipeDocument3 pagesDefinition and Details of PipepvirgosharmaNo ratings yet
- Steel Plate Thickness and Weight: Nominal Size Thickness Weight (lb/ft2) in MMDocument2 pagesSteel Plate Thickness and Weight: Nominal Size Thickness Weight (lb/ft2) in MMNaufal HadiNo ratings yet
- SRN Enquiry No. 4855Document51 pagesSRN Enquiry No. 4855AKSHAY BHATKARNo ratings yet
- Astm F 438-04Document7 pagesAstm F 438-04Jorge ToribioNo ratings yet
- SB-622 - ASME BPVC 2021 Sección II Part BDocument8 pagesSB-622 - ASME BPVC 2021 Sección II Part BMohammad TaherNo ratings yet
- ADMA STD-142 Rev.0Document29 pagesADMA STD-142 Rev.0gk80823No ratings yet
- Pipeline Stalk Fabrication Plan For Wp2: Etame Expansion Project Offshore Installation 12022Document25 pagesPipeline Stalk Fabrication Plan For Wp2: Etame Expansion Project Offshore Installation 12022William O OkolotuNo ratings yet
- Specification For Gaskets and FastenersDocument35 pagesSpecification For Gaskets and FastenersYulinNo ratings yet
- ELT-01-EP-TS-0005 - Specification For Manual Valve - R0Document20 pagesELT-01-EP-TS-0005 - Specification For Manual Valve - R0jorgekarlosprNo ratings yet
- F885-84 (2011) Standard Specification for Envelope Dimensions for Bronze Globe Valves NPS 1ظ - - 4 to 2Document3 pagesF885-84 (2011) Standard Specification for Envelope Dimensions for Bronze Globe Valves NPS 1ظ - - 4 to 2islamakthamNo ratings yet
- Ti Weight Tables - PipeDocument2 pagesTi Weight Tables - PipeOscar Soco Reuyan Jr.No ratings yet
- Product Bulletin 627 Series Pressure Reducing Regulators en 126206Document32 pagesProduct Bulletin 627 Series Pressure Reducing Regulators en 126206Victor Hugo Tupa sacaNo ratings yet
- PVM Su 4750 GDocument30 pagesPVM Su 4750 GJEEVITHANo ratings yet
- Memit Valve Catalogue PDFDocument20 pagesMemit Valve Catalogue PDFNaeem DeenNo ratings yet
- Diamatre Teava - PEDDocument72 pagesDiamatre Teava - PEDAlin TomozeiNo ratings yet
- Technical DataDocument17 pagesTechnical Datat_syamprasadNo ratings yet
- 04-Samss-35 ValvesDocument28 pages04-Samss-35 ValvesNabeel AKNo ratings yet