Download as pdf or txt
You might also like
- Logistics Management at HaldiramDocument70 pagesLogistics Management at Haldiramsagar77% (13)
- ECON 301 Homework Chapter 5 1. A Firm Can Manufacture A Product According To The Production FunctionDocument8 pagesECON 301 Homework Chapter 5 1. A Firm Can Manufacture A Product According To The Production FunctionFachrizal AnshoriNo ratings yet
- DocDocument2 pagesDocAzir ShurimaNo ratings yet
- Que Es Seis SigmaDocument6 pagesQue Es Seis SigmaXavierNo ratings yet
- Lean LogisticsDocument13 pagesLean LogisticsSusana100% (1)
- Module 8 - SCMDocument37 pagesModule 8 - SCMBelle BeautyNo ratings yet
- English For LogisticsDocument25 pagesEnglish For LogisticsRolando Nunez100% (1)
- Global Supply Chain Management Research PaperDocument5 pagesGlobal Supply Chain Management Research Paperhyz0tiwezif3100% (1)
- Logistics Research Paper OutlineDocument9 pagesLogistics Research Paper Outlineklbndecnd100% (1)
- Research Paper On Logistics and Supply Chain ManagementDocument4 pagesResearch Paper On Logistics and Supply Chain Managementgz3ezhjcNo ratings yet
- MZU-SEM I-MBA-Fundamentals of Logistics and Supply Management-Unit 1Document40 pagesMZU-SEM I-MBA-Fundamentals of Logistics and Supply Management-Unit 1Rahul GoudaNo ratings yet
- Inventory Management Literature Review ProjectDocument8 pagesInventory Management Literature Review Projectafmzmajcevielt100% (1)
- Evidencia 19.7Document11 pagesEvidencia 19.7lorenaNo ratings yet
- Inventory Management DissertationDocument5 pagesInventory Management DissertationCustomCollegePaperSingapore100% (1)
- Retail Logistics and Supply Chain Risk Management in Large-Scale Retail TradeDocument12 pagesRetail Logistics and Supply Chain Risk Management in Large-Scale Retail TradeZubin BohraNo ratings yet
- Literature Review Reverse LogisticsDocument7 pagesLiterature Review Reverse Logisticsaflspwxdf100% (1)
- Group 6 DisciplineDocument50 pagesGroup 6 DisciplinePhạm Hoàng PhúcNo ratings yet
- Logistics DissertationDocument4 pagesLogistics DissertationBuyAPaperOnlineSingapore100% (1)
- Group 6 Discipline - LeanDocument50 pagesGroup 6 Discipline - LeanPhạm Hoàng PhúcNo ratings yet
- Research Paper Topics For LogisticsDocument4 pagesResearch Paper Topics For Logisticswohekam1d0h3100% (1)
- Into To Supply Graduation ProjectDocument27 pagesInto To Supply Graduation ProjectMahmoud AhmadNo ratings yet
- Unit 1 - NotesDocument8 pagesUnit 1 - NotesAnas K MakNo ratings yet
- Dissertation Logistics ManagementDocument4 pagesDissertation Logistics ManagementCustomPaperWritingServiceUK100% (1)
- Logistics Dissertation TitlesDocument5 pagesLogistics Dissertation TitlesCollegePaperWritingServiceVirginiaBeach100% (1)
- InglishDocument10 pagesInglishDilcia D'leonNo ratings yet
- Changes in SCM Globally by Rupa RathiDocument10 pagesChanges in SCM Globally by Rupa RathiavinashjhamechxNo ratings yet
- Research Paper LogisticsDocument9 pagesResearch Paper Logisticsefg7a0t1100% (1)
- Actividad 19 Evidencia - 7 - WorkshopDocument8 pagesActividad 19 Evidencia - 7 - WorkshopGuillermo Andres Rodriguez CruzNo ratings yet
- Research Paper On E-LogisticsDocument6 pagesResearch Paper On E-Logisticsmqolulbkf100% (1)
- Logistics Dissertation ExamplesDocument4 pagesLogistics Dissertation ExamplesBuyACollegePaperOnlineCanada100% (1)
- Lean Warehousing ThesisDocument5 pagesLean Warehousing ThesisHelpWritingACollegePaperUK100% (2)
- Research Papers On Supply Chain Risk ManagementDocument6 pagesResearch Papers On Supply Chain Risk ManagementznmlubxgfNo ratings yet
- Taller: Talking About Logistics, WorkshopDocument6 pagesTaller: Talking About Logistics, Workshopgloria bohorquezNo ratings yet
- Value at Risk PHD ThesisDocument4 pagesValue at Risk PHD Thesislauratorrestucson100% (2)
- If You Are Not in A Company Being Impacted Right Now by Supply Chain Management or by Continuous Replenishment andDocument3 pagesIf You Are Not in A Company Being Impacted Right Now by Supply Chain Management or by Continuous Replenishment anddineshsivajiNo ratings yet
- An Eco-Friendly Supply Chain Operationengineering An Eco-Friendly Supply Chain OperationDocument13 pagesAn Eco-Friendly Supply Chain Operationengineering An Eco-Friendly Supply Chain OperationFernando TampubolonNo ratings yet
- Supply Chain ManagementDocument5 pagesSupply Chain ManagementRachel Li BinxinNo ratings yet
- Logistics and Supply Chain Management: A Seminar Report ONDocument9 pagesLogistics and Supply Chain Management: A Seminar Report ONVivek D DeshmukhNo ratings yet
- Thesis On Supply Chain Risk Management PDFDocument4 pagesThesis On Supply Chain Risk Management PDFmelissadaehnmadison100% (3)
- Parag Pro Final 22Document52 pagesParag Pro Final 22Tushar DivsNo ratings yet
- Operational Guidelines To A Lean Retail Distribution OperationDocument9 pagesOperational Guidelines To A Lean Retail Distribution OperationdrustagiNo ratings yet
- Supply Chain Management Research Paper TopicsDocument5 pagesSupply Chain Management Research Paper Topicsc9spy2qzNo ratings yet
- Assignment 2 LM RazaDocument5 pagesAssignment 2 LM RazaHira RazaNo ratings yet
- Unit 1. Logistics ManagementDocument16 pagesUnit 1. Logistics ManagementRo ViEsNo ratings yet
- Term Paper Supply Chain ManagementDocument6 pagesTerm Paper Supply Chain Managementea98skah100% (1)
- Supply Chain ManagementDocument82 pagesSupply Chain ManagementNizam Tamiz50% (4)
- Reverse Logistics White PaperDocument21 pagesReverse Logistics White PaperaadityaNo ratings yet
- Logistics Management Research PapersDocument8 pagesLogistics Management Research Paperseh041zef100% (1)
- Evidencia - 7 - Workshop - Talking - About - Logistics - V2 - FDocument6 pagesEvidencia - 7 - Workshop - Talking - About - Logistics - V2 - FGuillermo Andres Rodriguez CruzNo ratings yet
- Supply Chain Management Term Paper TopicsDocument5 pagesSupply Chain Management Term Paper Topicsafmzynegjunqfk100% (1)
- SCLMDocument45 pagesSCLMkeerthana chandrasekarNo ratings yet
- Master Thesis Value Chain AnalysisDocument6 pagesMaster Thesis Value Chain Analysisbkx3abyc100% (2)
- Coursera Introduction To Operations Management Homework AnswersDocument5 pagesCoursera Introduction To Operations Management Homework Answersfhtjmdifg100% (1)
- Dabbawala MAnagement Case StudyDocument51 pagesDabbawala MAnagement Case Studymohit_tandel8No ratings yet
- Unit 4 Chapter-1 Materials Management: StandardsDocument35 pagesUnit 4 Chapter-1 Materials Management: StandardsNawazish KhanNo ratings yet
- DHLDocument46 pagesDHLRajesh AryaNo ratings yet
- Reverse Logistics Research PapersDocument7 pagesReverse Logistics Research Papersn1lazewitun3100% (1)
- Literature Review On Warehouse Receipt SystemDocument5 pagesLiterature Review On Warehouse Receipt Systemc5rga5h2No ratings yet
- Logistics Management at HaldiramDocument10 pagesLogistics Management at HaldiramJaleel ChennaiNo ratings yet
- Logistics Research PaperDocument7 pagesLogistics Research Paperpdtgpuplg100% (1)
- Inventory Control MethodsDocument11 pagesInventory Control MethodsArvind SharmaNo ratings yet
- MarketingDocument7 pagesMarketinghaqmalNo ratings yet
- Internal Communication: Practices and Implications: A B S T R A C TDocument11 pagesInternal Communication: Practices and Implications: A B S T R A C TBaraka for Spare PartsNo ratings yet
- Chapter 7-E BusinessDocument21 pagesChapter 7-E BusinessAudharsun PrabaharanNo ratings yet
- Oracle SCM Cloud: Manufacturing Foundation: ID OR-D96233 Price On Request Duration 2 DaysDocument3 pagesOracle SCM Cloud: Manufacturing Foundation: ID OR-D96233 Price On Request Duration 2 DaysAyushi BoliaNo ratings yet
- Report Chapter 12 & 13Document48 pagesReport Chapter 12 & 13Alieff IqmalNo ratings yet
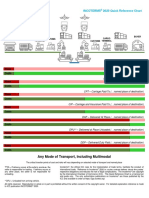
- Incoterms Quick Reference ChartDocument2 pagesIncoterms Quick Reference Chartapi-546387205No ratings yet
- Ahamad MumeDocument24 pagesAhamad MumeRiyaad MandisaNo ratings yet
- Chap017.ppt Just-In-Time Systems and Lean ThinkingDocument29 pagesChap017.ppt Just-In-Time Systems and Lean ThinkingSaad Khadur EilyesNo ratings yet
- Container Capacity PDFDocument5 pagesContainer Capacity PDFKananmNo ratings yet
- Chapter 4Document24 pagesChapter 4Swapnil JaiswalNo ratings yet
- Value Creation in Global Apparel Industry: Assignment 1Document11 pagesValue Creation in Global Apparel Industry: Assignment 1Shivi Shrivastava100% (1)
- Azeb SemahegnDocument78 pagesAzeb Semahegnwebeshet bekeleNo ratings yet
- Principal Business Activity Is The Carrying of Persons or Goods or Both, and One Who Does Such Carrying Only As An Ancillary Activity. Article 1732 Also CarefullyDocument8 pagesPrincipal Business Activity Is The Carrying of Persons or Goods or Both, and One Who Does Such Carrying Only As An Ancillary Activity. Article 1732 Also CarefullyJoshua ParilNo ratings yet
- Coca-Cola: Warehouse Management ProjectDocument23 pagesCoca-Cola: Warehouse Management ProjectZiad BaherNo ratings yet
- PT - WAJIK TIGA SEJAHTERA - BEKASI INDONESIA - EnglishDocument18 pagesPT - WAJIK TIGA SEJAHTERA - BEKASI INDONESIA - Englishricky.grsuiteNo ratings yet
- Chapter - 06 LogisticsDocument13 pagesChapter - 06 LogisticsTracy Van TangonanNo ratings yet
- DSI-RFI-M-Mat-136Document23 pagesDSI-RFI-M-Mat-136Mohammed HijaziNo ratings yet
- Four Main Elements To Supply Chain ManagementDocument4 pagesFour Main Elements To Supply Chain ManagementHidayah DayahNo ratings yet
- NCC 5580 Spring 2011 SyllabusDocument6 pagesNCC 5580 Spring 2011 SyllabusYasin AlanNo ratings yet
- Supply Chain Defies and Prospects With Esteem Focusing On Retail in IndiaDocument4 pagesSupply Chain Defies and Prospects With Esteem Focusing On Retail in IndiawertNo ratings yet
- Cips May 2018 Examination TimetableDocument1 pageCips May 2018 Examination TimetableAMariDanaNo ratings yet
- Barilla CaseDocument18 pagesBarilla Casechocobearsweets100% (1)
- Implementing ERP in OrganizationsDocument12 pagesImplementing ERP in Organizationsprachi_rane_4No ratings yet
- The Definition of ProcurementDocument8 pagesThe Definition of ProcurementTaufikHidayatNo ratings yet
- C-TPAT Minimum Security Requirements With Compliance Plan - Prep4AuditDocument5 pagesC-TPAT Minimum Security Requirements With Compliance Plan - Prep4AuditJohn GriggsNo ratings yet
- Warehousing FunctionsDocument9 pagesWarehousing FunctionsYogesh PandeyNo ratings yet
- Transpo Law QuestionsDocument140 pagesTranspo Law QuestionsDianne AquinoNo ratings yet