Download as docx, pdf, or txt
You might also like
- Training ManualDocument551 pagesTraining ManualSeif Charaf100% (4)
- Magnetic Particle InspectionDocument34 pagesMagnetic Particle InspectionSyed Tanveer100% (3)
- Application of Discrete Math in Real LifeDocument11 pagesApplication of Discrete Math in Real LifeSakib Khan50% (4)
- Trilogy of Wireless Power: Basic principles, WPT Systems and ApplicationsFrom EverandTrilogy of Wireless Power: Basic principles, WPT Systems and ApplicationsNo ratings yet
- Study of a reluctance magnetic gearbox for energy storage system applicationFrom EverandStudy of a reluctance magnetic gearbox for energy storage system applicationRating: 1 out of 5 stars1/5 (1)
- Ultrasound Analysis for Condition Monitoring: Applications of Ultrasound Detection for Various Industrial EquipmentFrom EverandUltrasound Analysis for Condition Monitoring: Applications of Ultrasound Detection for Various Industrial EquipmentRating: 4.5 out of 5 stars4.5/5 (3)
- FMDS0302 PDFDocument104 pagesFMDS0302 PDFStory LoveNo ratings yet
- G S MiniDocument11 pagesG S MiniparasNo ratings yet
- SAP Shortcut Keys PDFDocument5 pagesSAP Shortcut Keys PDFHarish KumarNo ratings yet
- CPSC 463 Syllabus Fall 2010Document7 pagesCPSC 463 Syllabus Fall 2010Vishawajit AgnihotriNo ratings yet
- Magnetic Particle InspectionDocument11 pagesMagnetic Particle InspectionEndhy Wisnu NovindraNo ratings yet
- Magnetic Particle InspectionDocument6 pagesMagnetic Particle InspectionRaj Malhotra100% (1)
- Magnetic Particle InspectionDocument14 pagesMagnetic Particle InspectionJohn Kennedy RosalesNo ratings yet
- DemagDocument1 pageDemagDhaval PanchalNo ratings yet
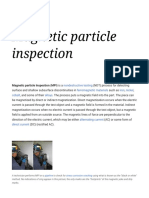
- Magnetic Particle Inspection - WikipediaDocument5 pagesMagnetic Particle Inspection - Wikipediakuldeep mohiteNo ratings yet
- Demagnatization Demagnatization Demagnatization Demagnatization Downhole Tools Downhole Tools Downhole Tools Downhole ToolsDocument4 pagesDemagnatization Demagnatization Demagnatization Demagnatization Downhole Tools Downhole Tools Downhole Tools Downhole ToolsaadmaadmNo ratings yet
- Rotor Degaussing Rev 1Document5 pagesRotor Degaussing Rev 1mariamalloney1730No ratings yet
- MPTDocument78 pagesMPThash117No ratings yet
- MPTDocument7 pagesMPTmuthuswamy77No ratings yet
- Magneticparticleinspection 140603035336 Phpapp01Document33 pagesMagneticparticleinspection 140603035336 Phpapp01Prathamesh RathodNo ratings yet
- Magnetic Particle TestingDocument32 pagesMagnetic Particle TestingAtheena Paulson100% (1)
- Magnetism in MachineryDocument11 pagesMagnetism in MachineryAftabNo ratings yet
- Magnetic Particle TestingDocument38 pagesMagnetic Particle Testingtbmari100% (2)
- Definitions and NotesDocument4 pagesDefinitions and Notesshabbir626No ratings yet
- Sub-Part Magnetic Particle TestingDocument36 pagesSub-Part Magnetic Particle TestingIris Garcia100% (2)
- Magnetic Particle Examination Art Tec NBDocument8 pagesMagnetic Particle Examination Art Tec NBMarjourie MaloofNo ratings yet
- Magnetic Particle TestingDocument73 pagesMagnetic Particle TestingMAXX ENGINEERS0% (1)
- Module 6 MaterialsDocument14 pagesModule 6 MaterialsRubio Billy JoeNo ratings yet
- Non Destructive Testing: CMR Institute of TechnologyDocument32 pagesNon Destructive Testing: CMR Institute of TechnologyrajNo ratings yet
- Day 2Document33 pagesDay 2Leonard PawanNo ratings yet
- Magnetism in MachineriesDocument3 pagesMagnetism in MachineriesGAGANNo ratings yet
- Unit 1-2 Mag. Particle TestingDocument37 pagesUnit 1-2 Mag. Particle TestingMohammed Fakhruddin Hasan NizamiNo ratings yet
- Magnetic Particle Testing (MT)Document2 pagesMagnetic Particle Testing (MT)Syahmie AzreeNo ratings yet
- KME-061 Unit-2. Magnet Particle TestingDocument56 pagesKME-061 Unit-2. Magnet Particle Testingabhip2041No ratings yet
- Penetrant Testing (A) Suggest Suitable Method and Justify Why You Choose The MethodDocument6 pagesPenetrant Testing (A) Suggest Suitable Method and Justify Why You Choose The MethodImelda TiongNo ratings yet
- White Paper E Measuring Residual MagnetismDocument11 pagesWhite Paper E Measuring Residual MagnetismJorge RodriguezNo ratings yet
- Double Wall Single Image (DWSI)Document19 pagesDouble Wall Single Image (DWSI)vinod kumarNo ratings yet
- Magnetic Particle TestingDocument23 pagesMagnetic Particle Testingmanafl salhlNo ratings yet
- Quiz MTDocument19 pagesQuiz MTReinaldo OrejuelaNo ratings yet
- ME8097 NDT Unit 2 Class 5Document15 pagesME8097 NDT Unit 2 Class 5MICHEL RAJNo ratings yet
- Introduction To Magnetic Particle Inspection: E-Mail Info@ndt - It WWW - Ndt.itDocument3 pagesIntroduction To Magnetic Particle Inspection: E-Mail Info@ndt - It WWW - Ndt.itmenodjiiNo ratings yet
- Magnetic Particle TestingDocument30 pagesMagnetic Particle TestingAlmahi Eltigani AhmedNo ratings yet
- Non Destructive Testing:: How It WorksDocument8 pagesNon Destructive Testing:: How It Worksee1usmanNo ratings yet
- Experiment No 5Document3 pagesExperiment No 5Vikram SainiNo ratings yet
- Unit 5Document46 pagesUnit 5swthsrisaiNo ratings yet
- Magnetic Particle Testing: ASME BPVC Section V - Article 7 ASTM E-709, E-1444Document50 pagesMagnetic Particle Testing: ASME BPVC Section V - Article 7 ASTM E-709, E-1444hariNo ratings yet
- Magnetizing Currents:: The Type of Magnetizing Current Has Significant Effect On Inspection ResultDocument1 pageMagnetizing Currents:: The Type of Magnetizing Current Has Significant Effect On Inspection ResultDhaval PanchalNo ratings yet
- Lec 37 NDTDocument14 pagesLec 37 NDTZahir Rayhan JhonNo ratings yet
- Pneumatic Cylinder SensorDocument4 pagesPneumatic Cylinder SensorFairos ZakariahNo ratings yet
- Magnetic Particle TestingDocument27 pagesMagnetic Particle TestingGanapathy VigneshNo ratings yet
- Anonymous Poster: Re: DegaussingDocument22 pagesAnonymous Poster: Re: DegaussingmanivannanNo ratings yet
- NDT Assignment (Q4)Document2 pagesNDT Assignment (Q4)AndyNo ratings yet
- Magnetic Particle TestingDocument33 pagesMagnetic Particle TestingRavindra S. JivaniNo ratings yet
- Mtweldall1Document27 pagesMtweldall1haroub_nasNo ratings yet
- A Brief Description of NDT TechniquesDocument22 pagesA Brief Description of NDT TechniquesAvinash RanjanNo ratings yet
- Eddy Current TestingDocument2 pagesEddy Current Testingemir_delic2810No ratings yet
- Engineering Encyclopedia: Instrumented ScrapersDocument16 pagesEngineering Encyclopedia: Instrumented ScrapersabyNo ratings yet
- 6.1 NDT Magnetic TestingDocument30 pages6.1 NDT Magnetic TestingJose Gamaliel Legaspi Ibalarrosa IIINo ratings yet
- Demagnatization Demagnatization Demagnatization Demagnatization Downhole Tools Downhole Tools Downhole Tools Downhole ToolsDocument10 pagesDemagnatization Demagnatization Demagnatization Demagnatization Downhole Tools Downhole Tools Downhole Tools Downhole ToolsMehdi SoltaniNo ratings yet
- Magnetic Particle Inspection - PresentationDocument37 pagesMagnetic Particle Inspection - PresentationzdenmanNo ratings yet
- Influence of System Parameters Using Fuse Protection of Regenerative DC DrivesFrom EverandInfluence of System Parameters Using Fuse Protection of Regenerative DC DrivesNo ratings yet
- Water Level Indicator Circuit Using Bipolar Junction TransistorFrom EverandWater Level Indicator Circuit Using Bipolar Junction TransistorRating: 4.5 out of 5 stars4.5/5 (7)
- Automated Optical Inspection: Advancements in Computer Vision TechnologyFrom EverandAutomated Optical Inspection: Advancements in Computer Vision TechnologyNo ratings yet
- New Sensors and Processing ChainFrom EverandNew Sensors and Processing ChainJean-Hugh ThomasNo ratings yet
- Small Dynamos and How to Make Them - Practical Instruction on Building a Variety of Machines Including Electric MotorsFrom EverandSmall Dynamos and How to Make Them - Practical Instruction on Building a Variety of Machines Including Electric MotorsNo ratings yet
- Inspection Plan For Pipe LineDocument4 pagesInspection Plan For Pipe LineArfanAliNo ratings yet
- Product List: Agglomerated Flux (/Product/Agglomerated-Flux/)Document5 pagesProduct List: Agglomerated Flux (/Product/Agglomerated-Flux/)ArfanAliNo ratings yet
- ML12320A661Document37 pagesML12320A661ArfanAliNo ratings yet
- Quality Requirements For Contractors v0Document29 pagesQuality Requirements For Contractors v0ArfanAliNo ratings yet
- PPS120 Rev10 0309 PDFDocument2 pagesPPS120 Rev10 0309 PDFArfanAliNo ratings yet
- F & P NumberDocument17 pagesF & P NumberArfanAliNo ratings yet
- Weld Map of Well 32 FLDocument13 pagesWeld Map of Well 32 FLArfanAliNo ratings yet
- Shackle InspectionDocument3 pagesShackle InspectionArfanAliNo ratings yet
- Material Equal To GBDocument11 pagesMaterial Equal To GBArfanAliNo ratings yet
- BoltDocument1 pageBoltArfanAliNo ratings yet
- Cathodic Protection For PENEX PSA OSBL Required at Mid Country Refinery MuzaffargarhDocument1 pageCathodic Protection For PENEX PSA OSBL Required at Mid Country Refinery MuzaffargarhArfanAliNo ratings yet
- 3081-1 (4) Stainlesssteel Flux Cored Welding Wire: Shield GASDocument3 pages3081-1 (4) Stainlesssteel Flux Cored Welding Wire: Shield GASArfanAliNo ratings yet
- MCCL Qaqc Sop 02 CrossingsDocument21 pagesMCCL Qaqc Sop 02 CrossingsArfanAliNo ratings yet
- QC Inspection and Test Plan ITPDocument9 pagesQC Inspection and Test Plan ITPArfanAli100% (1)
- Method Statement For Application of HSS: Marathon Construction Company (PVT) LTDDocument6 pagesMethod Statement For Application of HSS: Marathon Construction Company (PVT) LTDArfanAliNo ratings yet
- Nasa - Fully-Coupled Fluid-Structure Vibration Analysis Using NastranDocument84 pagesNasa - Fully-Coupled Fluid-Structure Vibration Analysis Using NastranMinseong KimNo ratings yet
- ELISSA Tale of A RivetDocument157 pagesELISSA Tale of A RivetJamie WhiteNo ratings yet
- Kaldi Nnet3 PDFDocument1 pageKaldi Nnet3 PDFSean ChengNo ratings yet
- RICSCPDEvent Presentation May 2010 Joe MC Caffrey CEMDocument23 pagesRICSCPDEvent Presentation May 2010 Joe MC Caffrey CEMAbu MuhammadNo ratings yet
- Terms in StaircaseDocument84 pagesTerms in StaircasesoumyasonawaneNo ratings yet
- Title of ExperimentDocument19 pagesTitle of ExperimentLi Xian YongNo ratings yet
- 12-Exhibit 8 - Subcontractors and Vendors - Offshore Integrated Works - Rev GleDocument6 pages12-Exhibit 8 - Subcontractors and Vendors - Offshore Integrated Works - Rev GleIdara OkopidoNo ratings yet
- Statement of Interest FormDocument1 pageStatement of Interest FormRodel G. Esteban LptNo ratings yet
- 0807 CardsplitterDocument3 pages0807 CardsplitterAlexander WieseNo ratings yet
- Unit-5 Maintenance of Hydraulic SystemDocument46 pagesUnit-5 Maintenance of Hydraulic SystemprabhathNo ratings yet
- Lucas Smith's Siebel Scholar Recommendation LetterDocument2 pagesLucas Smith's Siebel Scholar Recommendation LetterStatesman JournalNo ratings yet
- Flow Control Valves: Catalog HY15-3502/USDocument51 pagesFlow Control Valves: Catalog HY15-3502/USPartsGopher.comNo ratings yet
- VNPX 507sgd-31gc-Gcs - Operator's Manual - 2015Document50 pagesVNPX 507sgd-31gc-Gcs - Operator's Manual - 2015Centrifugal Separator100% (1)
- Typical Emergencies in Electric Power SystemsDocument18 pagesTypical Emergencies in Electric Power SystemsHugh cabNo ratings yet
- Paper Less Hospital ServiceDocument35 pagesPaper Less Hospital Servicedannyalwaysforu50% (2)
- Lecture 2 - Participants in The Construction ProjectDocument21 pagesLecture 2 - Participants in The Construction ProjectjbjuanzonNo ratings yet
- ShowtradecertDocument1 pageShowtradecertKartik BejNo ratings yet
- 02-1 Synchronous MachinesDocument54 pages02-1 Synchronous MachinessulemankhalidNo ratings yet
- Gas Seal IntroductionDocument10 pagesGas Seal IntroductionIjatnaim Isa100% (1)
- Red Hat Enterprise Linux OpenStack Platform-7-Introduction To The OpenStack Dashboard-En-USDocument13 pagesRed Hat Enterprise Linux OpenStack Platform-7-Introduction To The OpenStack Dashboard-En-USWaldek ZiębińskiNo ratings yet
- Thermistor Respiratory MonitorDocument25 pagesThermistor Respiratory MonitorBianca ClementeNo ratings yet
- BI Authentication PDFDocument22 pagesBI Authentication PDFrajibzzamanibcsNo ratings yet
- Sure 4x100W at 4 Ohm TK2050 Class-D Audio Amplifier BoardDocument5 pagesSure 4x100W at 4 Ohm TK2050 Class-D Audio Amplifier BoardyodifoyorNo ratings yet
- LTE Solution Strategy Overview & Proposal v1.3Document27 pagesLTE Solution Strategy Overview & Proposal v1.3Syukri Muhammad JNo ratings yet