Download as pdf or txt
You might also like
- Caterpillar 3412EDocument4 pagesCaterpillar 3412Esaftbond00750% (4)
- STC Oil Control Valve Mechanical 006 007 K38 K50Document18 pagesSTC Oil Control Valve Mechanical 006 007 K38 K50SpectrumRaijin100% (11)
- Design Calculation of Cooling System (Radiator) For 1HD-T Diesel EngineDocument4 pagesDesign Calculation of Cooling System (Radiator) For 1HD-T Diesel EngineDr. Aung Ko Latt0% (1)
- Service - Service Manual Code 950 - 994 - 653 (1) Kubota V2203Document30 pagesService - Service Manual Code 950 - 994 - 653 (1) Kubota V2203ynadeem100% (4)
- Oxysystems 2v3x 172 4.1 ManualDocument21 pagesOxysystems 2v3x 172 4.1 ManualDavid GarciaNo ratings yet
- R90E ServiceDocument15 pagesR90E ServiceBen MuisNo ratings yet
- ISB 4 Cylinder and ISBe 4 and 6 Cylinder Series Engine Familiarization 4021288 PDFDocument31 pagesISB 4 Cylinder and ISBe 4 and 6 Cylinder Series Engine Familiarization 4021288 PDFslipsittinNo ratings yet
- Perkins 1100 SeriesDocument48 pagesPerkins 1100 Seriesjrodríguez_658168100% (4)
- Leyland HA6ETI Service ManualDocument72 pagesLeyland HA6ETI Service ManualPolavarapu Sreedhar100% (4)
- DTC Marcopolo ManualDocument51 pagesDTC Marcopolo ManualAnurag SharmaNo ratings yet
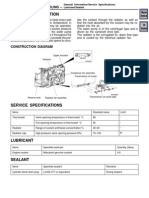
- General Information: Engine CoolingDocument13 pagesGeneral Information: Engine Coolinganonymous2abcNo ratings yet
- Engine Cooling System: 1988 Toyota CelicaDocument12 pagesEngine Cooling System: 1988 Toyota CelicaToua YajNo ratings yet
- FOCUS Overheating IssueDocument5 pagesFOCUS Overheating Issueio100% (2)
- Lab Manual Rac MaintenanceDocument42 pagesLab Manual Rac Maintenanceonkar kalaskarNo ratings yet
- d8k Tractor - Power Shift - 66v00001-02084 (Machine) (Hebp1007 - 01) - Sistemas y ComponentesDocument5 pagesd8k Tractor - Power Shift - 66v00001-02084 (Machine) (Hebp1007 - 01) - Sistemas y ComponentesJose MontalvoNo ratings yet
- Jin Bei ManualDocument300 pagesJin Bei Manualrjan7pe100% (7)
- Water Temperature Regulators (Thermostats) : ReplaceDocument5 pagesWater Temperature Regulators (Thermostats) : ReplacePedro SchembriNo ratings yet
- Cooling System - Test: SMCS - 1350-040 1350-081Document14 pagesCooling System - Test: SMCS - 1350-040 1350-081anon_909514915No ratings yet
- General Cooling System ServicingDocument3 pagesGeneral Cooling System ServicingAnimemanuel MuñozNo ratings yet
- 04 2429GDocument11 pages04 2429Gzanella159051No ratings yet
- Service - Service Manual Code 950 - 994 - 653Document30 pagesService - Service Manual Code 950 - 994 - 653Victor UribeNo ratings yet
- General Cooling System ServicingDocument3 pagesGeneral Cooling System Servicingjuan manuel partida alvarezNo ratings yet
- TESTE e AJUSTE - Sistema de Ar e FreiosDocument4 pagesTESTE e AJUSTE - Sistema de Ar e FreiosSebastiao GoncalvesNo ratings yet
- Radiator FlushDocument7 pagesRadiator FlushmichaelguzziNo ratings yet
- 10 Main Reasons For High Exhaust Gas Temperature in Marine Diesel EnginesDocument34 pages10 Main Reasons For High Exhaust Gas Temperature in Marine Diesel Enginesadesina bensonNo ratings yet
- 1Document3 pages1senaNo ratings yet
- Why A Cooling SystemDocument6 pagesWhy A Cooling SystemjoshikiranjNo ratings yet
- Large Marine Diesel Engines Are Started Using High Pressure Compressed AirDocument4 pagesLarge Marine Diesel Engines Are Started Using High Pressure Compressed Airaerocristian12345No ratings yet
- Sis 631 PRTDocument15 pagesSis 631 PRTAshraf m aliNo ratings yet
- 22 0 100 - NCDocument7 pages22 0 100 - NCjussmeeeNo ratings yet
- Engine Cooling FanDocument9 pagesEngine Cooling FanJosé Torcato AlmeidaNo ratings yet
- CAV Pintaux Injection Nozzle RebuildDocument6 pagesCAV Pintaux Injection Nozzle RebuildDanny DanNo ratings yet
- Service Bulletin: WarningDocument11 pagesService Bulletin: Warningninzau100% (1)
- TT CapriDocument12 pagesTT CapriLuis A. Rivera LópezNo ratings yet
- CoolingSystem General Diag PDFDocument2 pagesCoolingSystem General Diag PDFMohamed M BuganahNo ratings yet
- 1995 Toyota Camry Cooling System Technical ManualDocument30 pages1995 Toyota Camry Cooling System Technical ManualKevin Reilly100% (1)
- General Cooling System ServicingDocument3 pagesGeneral Cooling System ServicingJosé Torcato AlmeidaNo ratings yet
- Light Cure ValveDocument20 pagesLight Cure ValveAnonymous hxQ7PNOQNo ratings yet
- 1kr Fe CoolingDocument128 pages1kr Fe Coolingfguij100% (1)
- Gas Booster 5 0.75 Series Models AG AGD AGT S PDFDocument16 pagesGas Booster 5 0.75 Series Models AG AGD AGT S PDFu2006262918100% (1)
- Engine Test EquipmentDocument63 pagesEngine Test Equipmentalipotjoshua2003No ratings yet
- Cooling System 3306 67dDocument97 pagesCooling System 3306 67draezaputra gNo ratings yet
- Electronic Management SystemsDocument12 pagesElectronic Management SystemsTri KinartoNo ratings yet
- FVCPDocument14 pagesFVCPmichaelxiaoNo ratings yet
- CH 11Document34 pagesCH 11Getachew TikueNo ratings yet
- Flushing Air Conditioner ProcedureDocument3 pagesFlushing Air Conditioner Proceduredimchien100% (1)
- No HeatDocument11 pagesNo Heatkaiser_shaikh1No ratings yet
- 35391B RevaDocument234 pages35391B RevaFelipe FloresNo ratings yet
- TG Oil FlushingDocument7 pagesTG Oil Flushingmammu_222No ratings yet
- PCVDocument20 pagesPCVyared abebeNo ratings yet
- MD of 241 Vil Ter Compressor ManualDocument234 pagesMD of 241 Vil Ter Compressor Manualsergiopaul100% (1)
- Manual Mitsubishi Pajero 4x4 Engine CoolingDocument18 pagesManual Mitsubishi Pajero 4x4 Engine CoolingGIAN CARLO MAMANI GILES.100% (1)
- 912 Oil ChangeDocument4 pages912 Oil ChangeGaberNo ratings yet
- Group 3 Tests and Adjustments: 1 1. Hydraulic Oil Clean Up Procedure Using Portable Filter CaddyDocument7 pagesGroup 3 Tests and Adjustments: 1 1. Hydraulic Oil Clean Up Procedure Using Portable Filter CaddyPriscila RodriguesNo ratings yet
- Engine Cooling: Section: 1DDocument19 pagesEngine Cooling: Section: 1DDustin WoodsNo ratings yet
- 3306 Industrial Engine 64Z05381-UP (SEBP1989 - 33) - Sistemas y ComponentesDocument15 pages3306 Industrial Engine 64Z05381-UP (SEBP1989 - 33) - Sistemas y ComponentesLynda Carroll100% (2)
- Brainerd ManualDocument76 pagesBrainerd ManualNestor TermairNo ratings yet
- Brands Vilter Manual VMC 400 SeriesDocument234 pagesBrands Vilter Manual VMC 400 SeriesJose Ricardo Prado SandovalNo ratings yet
- Installation and Operation Instructions For Custom Mark III CP Series Oil Fired UnitFrom EverandInstallation and Operation Instructions For Custom Mark III CP Series Oil Fired UnitNo ratings yet
- Marvel Carbureter and Heat Control: As Used on Series 691 Nash Sixes Booklet SFrom EverandMarvel Carbureter and Heat Control: As Used on Series 691 Nash Sixes Booklet SNo ratings yet
- The Book of the Singer Junior - Written by an Owner-Driver for Owners and Prospective Owners of the Car - Including the 1931 SupplementFrom EverandThe Book of the Singer Junior - Written by an Owner-Driver for Owners and Prospective Owners of the Car - Including the 1931 SupplementNo ratings yet
- Ford Manual for Owners and Operators of Ford Cars and Trucks (1919)From EverandFord Manual for Owners and Operators of Ford Cars and Trucks (1919)No ratings yet
- 0&m-Manual M16AH, 7-2, 10-30-17Document8 pages0&m-Manual M16AH, 7-2, 10-30-17Nick Ildefonso Fuenmayor AntunezNo ratings yet
- Calibracion Fuel PumpDocument1 pageCalibracion Fuel PumpNick Ildefonso Fuenmayor AntunezNo ratings yet
- Alternator MountingDocument2 pagesAlternator MountingNick Ildefonso Fuenmayor AntunezNo ratings yet
- Air Transfer ConnectionDocument1 pageAir Transfer ConnectionNick Ildefonso Fuenmayor AntunezNo ratings yet
- Air CompressorDocument2 pagesAir CompressorNick Ildefonso Fuenmayor AntunezNo ratings yet
- Service Manual 8-Cyl TDI (AKF) Engine MechanicsDocument285 pagesService Manual 8-Cyl TDI (AKF) Engine MechanicsAJUSA Asistencia TécnicaNo ratings yet
- Worcester Danesmoor Utility Boiler ManualDocument12 pagesWorcester Danesmoor Utility Boiler ManualdavidraeburnNo ratings yet
- 133226Document68 pages133226Adrian FerrerNo ratings yet
- CH 11Document34 pagesCH 11Getachew TikueNo ratings yet
- Cummins C 8.3Document9 pagesCummins C 8.3Bryan dennis villa100% (1)
- ASV SC-50 Scout Tracked Utility Vehicle Parts Catalogue Manual PDFDocument11 pagesASV SC-50 Scout Tracked Utility Vehicle Parts Catalogue Manual PDFfisekkkdNo ratings yet
- Yamaha XTZ 750 ST Service ManualDocument425 pagesYamaha XTZ 750 ST Service ManualAmigosek80% (5)
- Machine ID Equipt Type Equipt Model Make: Date CommDocument34 pagesMachine ID Equipt Type Equipt Model Make: Date Commtyler100% (1)
- 9 Manual Nissan Sentra 2013Document27 pages9 Manual Nissan Sentra 2013David100% (1)
- Parts Catalog: Parts - Sales - Service - RestorationsDocument32 pagesParts Catalog: Parts - Sales - Service - RestorationsJean BelzilNo ratings yet
- Cummins QSX15 Engine TrainingDocument65 pagesCummins QSX15 Engine TrainingJhonatan Bayona100% (2)
- Megador GBDocument12 pagesMegador GBAndrea HernandezNo ratings yet
- Vanguard 3 LC Gas EnginemanualDocument12 pagesVanguard 3 LC Gas EnginemanualJake YetoNo ratings yet
- Manual Operacion y Mantenimiento Cfp15eDocument144 pagesManual Operacion y Mantenimiento Cfp15eAlejandro RamosNo ratings yet
- Cooling SystemDocument13 pagesCooling SystemzhiNo ratings yet
- CTC V40: Installation-And Maintenance InstructionsDocument52 pagesCTC V40: Installation-And Maintenance Instructionsvitalii pinteaNo ratings yet
- Spec Sheet - EX1900Document7 pagesSpec Sheet - EX1900slatts85No ratings yet
- Branch Leaflet KMCDocument12 pagesBranch Leaflet KMCdoriaNo ratings yet
- 9Y011-17296 Taller LA1153-1154-1353Document146 pages9Y011-17296 Taller LA1153-1154-1353Juan CarlosNo ratings yet
- 2806A-E18TAG2A Technical DataDocument10 pages2806A-E18TAG2A Technical DatabereketNo ratings yet
- DX55 5BDocument15 pagesDX55 5BPartsHeavy HeavyPartsNo ratings yet
- Perkins Tier2 Diesel Engines 1100 (VK) Workshop ManualDocument128 pagesPerkins Tier2 Diesel Engines 1100 (VK) Workshop Manualvitor santosNo ratings yet
- Atv 2023 Renegade Series - Shop Manual - Sm51y023 - enDocument410 pagesAtv 2023 Renegade Series - Shop Manual - Sm51y023 - enMadras MotopartsNo ratings yet
- SSPDocument60 pagesSSParfeca100% (2)
- RES To GENSET Material Submittal-KDocument35 pagesRES To GENSET Material Submittal-KkkkhattabbbNo ratings yet