Download as pdf or txt
You might also like
- Solution Manual For Quantitative Analysis For Management, 12th EditionDocument8 pagesSolution Manual For Quantitative Analysis For Management, 12th EditionPeter Jackson64% (14)
- T33000 Transmission DANADocument12 pagesT33000 Transmission DANAcristiannnnnnnnnn88% (8)
- Acrylic As A Structural MaterialDocument8 pagesAcrylic As A Structural Materiala9319152No ratings yet
- Advanced Engineering Mathematics 10th EditionDocument134 pagesAdvanced Engineering Mathematics 10th EditionAyan0% (1)
- GEOPLM Siemens PLM Additive Manufacturing With NXDocument6 pagesGEOPLM Siemens PLM Additive Manufacturing With NXgrammariosNo ratings yet
- Additive Manufacturing With NXDocument6 pagesAdditive Manufacturing With NXgrammariosNo ratings yet
- Additive Fact SheetDocument2 pagesAdditive Fact SheetMustafaNo ratings yet
- 5031 tcm1023-4294Document2 pages5031 tcm1023-4294vijay410No ratings yet
- Design Guide: Best Practices For Metal Powder-Bed Fusion Additive ManufacturingDocument12 pagesDesign Guide: Best Practices For Metal Powder-Bed Fusion Additive ManufacturingUsufructuario OpcionalNo ratings yet
- AM Applications 25 DecDocument74 pagesAM Applications 25 DecuddhavNo ratings yet
- PTC Creo Parametric Data SheetDocument6 pagesPTC Creo Parametric Data SheetjohnNo ratings yet
- Sheet Metal Solutions OptimisedDocument16 pagesSheet Metal Solutions Optimisedrolo6945100% (1)
- Vero Software - Sheet Metal SolutionsDocument16 pagesVero Software - Sheet Metal Solutionsmarc5135No ratings yet
- 3D Printing of Microwave and Millimeter-Wave Filters: 24 June 2020 1527-3342/20©2020IEEEDocument22 pages3D Printing of Microwave and Millimeter-Wave Filters: 24 June 2020 1527-3342/20©2020IEEEHüseyin Nuri GülmezNo ratings yet
- 3d Systems Jigs+fixtures Brief 2019 12 05 WebDocument4 pages3d Systems Jigs+fixtures Brief 2019 12 05 WebMFNo ratings yet
- 3d Systems 3dxpert 15Document8 pages3d Systems 3dxpert 15mariyappanNo ratings yet
- Catia Sheet Metal: Accelerating Design of Sheet Metal Components, From Design To ManufacturingDocument2 pagesCatia Sheet Metal: Accelerating Design of Sheet Metal Components, From Design To ManufacturingCADD Centre PeenyaNo ratings yet
- Siemens SW Digitalize Part Manufacturing With NX CAM E Book 1 Compressed Compressed 2 Compressed 2Document20 pagesSiemens SW Digitalize Part Manufacturing With NX CAM E Book 1 Compressed Compressed 2 Compressed 2H PatelNo ratings yet
- Rapid Prototyping: Introduction To RPDocument72 pagesRapid Prototyping: Introduction To RPHari HaranNo ratings yet
- Sharp Chucks Machines LTD FINAL PDFDocument3 pagesSharp Chucks Machines LTD FINAL PDFSchneider S TamilNo ratings yet
- Simdesigner Workbench Edition: All-In-One Cad-Embedded Multidiscipline SimulationDocument2 pagesSimdesigner Workbench Edition: All-In-One Cad-Embedded Multidiscipline SimulationVăn Tuấn NguyễnNo ratings yet
- Laser Structuring For LookandfeelDocument6 pagesLaser Structuring For LookandfeelNandakumar M BasavarajNo ratings yet
- PLM Software: Working in Both Traditional and Synchronous Mode While Using Solid EdgeDocument16 pagesPLM Software: Working in Both Traditional and Synchronous Mode While Using Solid EdgeCleber_Rocha_SantosNo ratings yet
- Ds Simdesigner-WorkbenchDocument2 pagesDs Simdesigner-WorkbenchDejan AntanasijevicNo ratings yet
- Mto Mbe DMC 1Document16 pagesMto Mbe DMC 1Anonymous TG3lMENo ratings yet
- Siemens SW NX Cloud Connected Products Brochure 24-04-20Document9 pagesSiemens SW NX Cloud Connected Products Brochure 24-04-20vijayNo ratings yet
- 3DSystems Ebook Parts Consolidation - EbookDocument14 pages3DSystems Ebook Parts Consolidation - EbookThebe HanyaneNo ratings yet
- Datasheet-Top Enhancements Creo Parametric 4-EnDocument4 pagesDatasheet-Top Enhancements Creo Parametric 4-EnDejan AntanasijevicNo ratings yet
- V5R17 Mechanical Design LRDocument20 pagesV5R17 Mechanical Design LRzhexiao96No ratings yet
- Cad, Cam, 3d PrintingDocument20 pagesCad, Cam, 3d Printingvanikv40No ratings yet
- Laser Modelling Interface 01Document2 pagesLaser Modelling Interface 01Jacky WengNo ratings yet
- Engineering, Architecture and ManufacturingDocument16 pagesEngineering, Architecture and ManufacturingHarish Kumar RamachandranNo ratings yet
- Best Engineering JournalsDocument10 pagesBest Engineering JournalsSaritaNo ratings yet
- Creo 7 Top Enhancements Datasheet FFADocument2 pagesCreo 7 Top Enhancements Datasheet FFAVictor MitovNo ratings yet
- Chap 6 Additive ManufacturingDocument29 pagesChap 6 Additive ManufacturingFakada Dabalo GurmesaNo ratings yet
- 3d Systems dmp101 Guide Usen 16x9 2022 12 02 A WebDocument27 pages3d Systems dmp101 Guide Usen 16x9 2022 12 02 A WebTelmo SilvaNo ratings yet
- Product and Manufacturing Information PMIDocument3 pagesProduct and Manufacturing Information PMIlaboratorioNo ratings yet
- Autocad Mechanical 2007 Product DetailDocument9 pagesAutocad Mechanical 2007 Product DetailpetereidNo ratings yet
- The PTC Creo Suite of NC and Tooling Solutions: Data SheetDocument5 pagesThe PTC Creo Suite of NC and Tooling Solutions: Data Sheetbranet_adrianaNo ratings yet
- Simufact - Forming The Simulation Solution For Bulk Sheet Metal FormingDocument15 pagesSimufact - Forming The Simulation Solution For Bulk Sheet Metal FormingShashin VyasNo ratings yet
- Siemens PLM NX CAM High Productivity Part Manufacturing PDFDocument20 pagesSiemens PLM NX CAM High Productivity Part Manufacturing PDFjohn100% (1)
- MPDS4 Factory Layout enDocument4 pagesMPDS4 Factory Layout enPanda FozolNo ratings yet
- 09 - Chapas Metalicas - Eng PDFDocument2 pages09 - Chapas Metalicas - Eng PDFsouzaNo ratings yet
- Meltios Brochure DigitalDocument3 pagesMeltios Brochure DigitalGürkan DuranNo ratings yet
- Additive Manufacturing Special Report 1018Document33 pagesAdditive Manufacturing Special Report 1018OARIASCO100% (1)
- CNC Fabrication: (Computer Numerical Control)Document12 pagesCNC Fabrication: (Computer Numerical Control)Maya DangNo ratings yet
- AM Presentation Group 2Document12 pagesAM Presentation Group 2gudducelloNo ratings yet
- Post Processing Methods Used To Improve Surface FiDocument8 pagesPost Processing Methods Used To Improve Surface FiOnder TemelNo ratings yet
- Rasandik EngineeringDocument11 pagesRasandik EngineeringelectronicssucksNo ratings yet
- Siemens PLM NX Line Designer Fs Tcm1023 232917Document3 pagesSiemens PLM NX Line Designer Fs Tcm1023 232917h_eijy2743No ratings yet
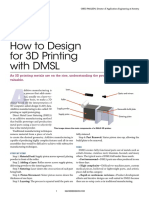
- How To Printin With DMLSDocument5 pagesHow To Printin With DMLSdhanalakshmi k sNo ratings yet
- Introducing NX For Reverse EngineeringDocument15 pagesIntroducing NX For Reverse EngineeringTrương Văn TrọngNo ratings yet
- CPM AssignmentDocument9 pagesCPM AssignmentNandhiniNo ratings yet
- DW029 Eng-1Document3 pagesDW029 Eng-1jvn-designNo ratings yet
- Siemens PLM NX For Shipbuilding EbookDocument12 pagesSiemens PLM NX For Shipbuilding Ebookgovindarajan017No ratings yet
- Acadm Overview Bro UsDocument4 pagesAcadm Overview Bro User_chanayNo ratings yet
- 3d Printing For Manufacture A Basic Design Guide Download OriginalDocument26 pages3d Printing For Manufacture A Basic Design Guide Download OriginalritamendesNo ratings yet
- 301 Top Tips for Design Engineers: To Help You 'Measure Up' in the World of EngineeringFrom Everand301 Top Tips for Design Engineers: To Help You 'Measure Up' in the World of EngineeringRating: 5 out of 5 stars5/5 (1)
- Geometric Modeling: Exploring Geometric Modeling in Computer VisionFrom EverandGeometric Modeling: Exploring Geometric Modeling in Computer VisionNo ratings yet
- CAD Engineering Essentials: Hands-on Help for Small Manufacturers and Smart Technical People: No Nonsence Manuals, #3From EverandCAD Engineering Essentials: Hands-on Help for Small Manufacturers and Smart Technical People: No Nonsence Manuals, #3Rating: 4.5 out of 5 stars4.5/5 (4)
- Software-Defined Cloud Centers: Operational and Management Technologies and ToolsFrom EverandSoftware-Defined Cloud Centers: Operational and Management Technologies and ToolsNo ratings yet
- NX CAM Setup TemplatesDocument10 pagesNX CAM Setup TemplatesCadcamnx BrasilNo ratings yet
- Sessions 1-3 - Additive Fertigung Live - tcm53-55664Document21 pagesSessions 1-3 - Additive Fertigung Live - tcm53-55664Cadcamnx BrasilNo ratings yet
- JournalDocument1 pageJournalCadcamnx BrasilNo ratings yet
- Feedbacks Evp72Document14 pagesFeedbacks Evp72Cadcamnx BrasilNo ratings yet
- On-Machine Probing - Installation Guide HeidenhainDocument9 pagesOn-Machine Probing - Installation Guide HeidenhainCadcamnx BrasilNo ratings yet
- U900 2nd Carrier 4 Sectors Rev - ADocument8 pagesU900 2nd Carrier 4 Sectors Rev - AEhtesham KhanNo ratings yet
- Oran 2Document263 pagesOran 2KerimberdiNo ratings yet
- 3 Ways To Uninstall Ubuntu Software - WikihowDocument6 pages3 Ways To Uninstall Ubuntu Software - Wikihowjppn33No ratings yet
- E7869X Xray Tube DatasheetDocument22 pagesE7869X Xray Tube DatasheetJordi Segura Farías100% (1)
- Inorganic Chemistry I-VIDocument134 pagesInorganic Chemistry I-VIMurad AlDamen100% (3)
- ABSA FEA ReqtDocument2 pagesABSA FEA ReqtcorreenNo ratings yet
- What Keq PT3Document12 pagesWhat Keq PT3katherine corveraNo ratings yet
- 6CMH'04 6DMH'04 8CMH'04: 1C6M8-300F1 2C6M8-300F1Document36 pages6CMH'04 6DMH'04 8CMH'04: 1C6M8-300F1 2C6M8-300F1Bogdan SurgheNo ratings yet
- First Summative Test ElectromagnetismDocument24 pagesFirst Summative Test ElectromagnetismJr CapanangNo ratings yet
- Thiết kế phần cứng xử lý giải thuật mãDocument6 pagesThiết kế phần cứng xử lý giải thuật mãThi PhamNo ratings yet
- Jurnal Literatur Review CTMDocument10 pagesJurnal Literatur Review CTMNafFadhillaNo ratings yet
- Detailed Notes - Section 06 Thermal Physics - AQA Physics A-LevelDocument9 pagesDetailed Notes - Section 06 Thermal Physics - AQA Physics A-LevelDeepesh SureshNo ratings yet
- 4.1.1.7 Lab - Tracing A RouteDocument3 pages4.1.1.7 Lab - Tracing A Routeshalen100% (2)
- Access Vba ManualDocument321 pagesAccess Vba Manualferrymanuputty4147No ratings yet
- Rama HotrunnerDocument43 pagesRama Hotrunner1keyvan1No ratings yet
- Manual Rolo Chapa-ChapaDocument1,149 pagesManual Rolo Chapa-Chapajuliana almeida juNo ratings yet
- Post Test Praktikum8Document14 pagesPost Test Praktikum8MHNDRPRTMA ACTRYNo ratings yet
- Activity in KinematicsDocument7 pagesActivity in KinematicsMark Vincent OrdizNo ratings yet
- Questions 91 1 PDFDocument5 pagesQuestions 91 1 PDFMoj JamaranNo ratings yet
- Materialized ViewDocument30 pagesMaterialized Viewgajiniece429No ratings yet
- SYMEO App Note LPR-1D24 ProfinetDocument38 pagesSYMEO App Note LPR-1D24 ProfinetDaniel CalderonNo ratings yet
- RT 7000Document2 pagesRT 7000Majeed AhmedNo ratings yet
- 73 Dit Power StrokeDocument78 pages73 Dit Power StrokeNic Price100% (1)
- Artikel 2013 03 Period of AdjustmentDocument7 pagesArtikel 2013 03 Period of AdjustmentAdriano AngelicoNo ratings yet
- Exchange Server 2003,2007,2010Document5 pagesExchange Server 2003,2007,2010chandu000No ratings yet
- Ef I K Language 00 Una FrichDocument78 pagesEf I K Language 00 Una FrichPich78100% (1)