
Study On Fatigue Crack Growth of Electron Beam Sel
Study On Fatigue Crack Growth of Electron Beam Sel
You might also like
- Decorative Chrome Electroplated Part Performance WSS-M1P83-E2 Requirements, Abs or Pc/Abs Substrates, General Exterior Use 1. ScopeDocument20 pagesDecorative Chrome Electroplated Part Performance WSS-M1P83-E2 Requirements, Abs or Pc/Abs Substrates, General Exterior Use 1. ScopeFrancesco VignaliNo ratings yet
- Literature ReviewDocument15 pagesLiterature Reviewlekan4realNo ratings yet
- Babbitt Casting and Babbitt Spraying Processes Case StudyDocument3 pagesBabbitt Casting and Babbitt Spraying Processes Case StudySebastián Castillo MorenoNo ratings yet
- Titanio 4Document10 pagesTitanio 4Malu LoNo ratings yet
- Understanding Internal Defects in Mo Fabricated by Wire Arc Additive Manufacturing Through 3D Computed TomographyDocument10 pagesUnderstanding Internal Defects in Mo Fabricated by Wire Arc Additive Manufacturing Through 3D Computed TomographySaketh BachuNo ratings yet
- Microst Charact of NiTi StentsDocument7 pagesMicrost Charact of NiTi Stentsaltoro44No ratings yet
- 13 Article 282 1 10 20190204Document7 pages13 Article 282 1 10 20190204zeeshan aliNo ratings yet
- Roll Bonding Properties of Al/Cu Bimetallic Laminates Fabricated by The Roll Bonding TechniqueDocument10 pagesRoll Bonding Properties of Al/Cu Bimetallic Laminates Fabricated by The Roll Bonding Techniqueamalendu_biswas_1No ratings yet
- Were A Tool Rotational Speed of 1260rpm and A Tool Traverse Speed of 20mm/minDocument13 pagesWere A Tool Rotational Speed of 1260rpm and A Tool Traverse Speed of 20mm/minTAMIL DAILYNo ratings yet
- A New Method For Producing Bimetallic Rods: A.R. Eivani, A. Karimi TaheriDocument4 pagesA New Method For Producing Bimetallic Rods: A.R. Eivani, A. Karimi TaheriSatyajeet BeheraNo ratings yet
- 10 1016/j Engfailanal 2016 05 036Document27 pages10 1016/j Engfailanal 2016 05 036Daksh ShNo ratings yet
- Title:: Introduction To Sample Preparation and Optical Microscope For Metallographic ObservationDocument19 pagesTitle:: Introduction To Sample Preparation and Optical Microscope For Metallographic ObservationAmirul Shahmin B. ZubirNo ratings yet
- Ms Tensile Refer ThisDocument10 pagesMs Tensile Refer Thisddsiva402No ratings yet
- A New Method For Producing Bimetallic RodsDocument4 pagesA New Method For Producing Bimetallic Rodsbrad_3030No ratings yet
- Fracture Mechanism of A Coarse-Grained Magnesium Alloy During Fracture Toughness TestingDocument10 pagesFracture Mechanism of A Coarse-Grained Magnesium Alloy During Fracture Toughness TestingSwagat Kumar PaniNo ratings yet
- Materials Science & Engineering A: A.A. Tohidi, M. Ketabchi, A. HasanniaDocument5 pagesMaterials Science & Engineering A: A.A. Tohidi, M. Ketabchi, A. HasanniaEidelsayedNo ratings yet
- A de Grave, T. Eriksson, H.N. Hansen: Demouldability of Microstructures in Polymer MouldingDocument4 pagesA de Grave, T. Eriksson, H.N. Hansen: Demouldability of Microstructures in Polymer MouldingYas DelgaditoNo ratings yet
- Metals: Ffect of Die Angle and Frictional Conditions On FineDocument9 pagesMetals: Ffect of Die Angle and Frictional Conditions On FineVivekananda SubramaniNo ratings yet
- Metals: Generation of A Layer of Severe Plastic Deformation Near Friction Surfaces in Upsetting of Steel SpecimensDocument9 pagesMetals: Generation of A Layer of Severe Plastic Deformation Near Friction Surfaces in Upsetting of Steel SpecimensyesullenNo ratings yet
- 1 s2.0 S2213290214000054 MainDocument3 pages1 s2.0 S2213290214000054 MainyachamanenisaitejaNo ratings yet
- 2018 - Microstructure and Mechanical Properties of Ti6321 - Andi Septian - 21050115120031 - LasDocument5 pages2018 - Microstructure and Mechanical Properties of Ti6321 - Andi Septian - 21050115120031 - LasAndi Septian NasrulohNo ratings yet
- 15 PDFDocument10 pages15 PDFAngelNo ratings yet
- Yamanaka 2019Document10 pagesYamanaka 2019Kay WhiteNo ratings yet
- Pikkarainen 2016 IOP Conf. Ser. Mater. Sci. Eng. 117 012064Document8 pagesPikkarainen 2016 IOP Conf. Ser. Mater. Sci. Eng. 117 012064Anonymous 41VNAwiNo ratings yet
- Basic Properties of 3D Cast SkeletonDocument11 pagesBasic Properties of 3D Cast SkeletonDani GarciaNo ratings yet
- Umemoto 2002Document6 pagesUmemoto 2002mynameisgunaNo ratings yet
- Texture in Wire DrawingDocument5 pagesTexture in Wire DrawingPedro OliveiraNo ratings yet
- 1 s2.0 S2238785420318676 MainDocument13 pages1 s2.0 S2238785420318676 MainAHMED SAMIR ALEMDARNo ratings yet
- Electron Beam Melted Ti-6Al-4V: Microstructure, Texture and Mechanical Behavior of The As-Built and Heat-Treated MaterialDocument15 pagesElectron Beam Melted Ti-6Al-4V: Microstructure, Texture and Mechanical Behavior of The As-Built and Heat-Treated MaterialDiep BerteauNo ratings yet
- Literature ReviewDocument15 pagesLiterature Reviewahmed titoNo ratings yet
- Rolling Twin Roll Cast Magnesium Strips With Varied Temperature and Degree of DeformationDocument6 pagesRolling Twin Roll Cast Magnesium Strips With Varied Temperature and Degree of DeformationAhammed Raqueeb NMNo ratings yet
- Rare MetalsDocument10 pagesRare MetalssrijroxNo ratings yet
- Effect of build geometry on the β-grain structure and texture in additive manufacture of Ti /6Al/4V by selective electron beam meltingDocument16 pagesEffect of build geometry on the β-grain structure and texture in additive manufacture of Ti /6Al/4V by selective electron beam meltingBesaNo ratings yet
- International Journal of Chemtech Research: Antony Salomy N, Gayathiri SDocument9 pagesInternational Journal of Chemtech Research: Antony Salomy N, Gayathiri Sci_balaNo ratings yet
- Materials Development On The Nanoscale by Accumulative Roll Bonding ProcedureDocument4 pagesMaterials Development On The Nanoscale by Accumulative Roll Bonding ProcedureBruno MouraNo ratings yet
- Metals 05 ECFEDocument14 pagesMetals 05 ECFENikhil T GNo ratings yet
- Silicon Germanium Epitaxy: A New Material For MEMS J.T. Borenstein, N.D. Gerrish, R. White, M.T. Currie and E.A. FitzgeraldDocument6 pagesSilicon Germanium Epitaxy: A New Material For MEMS J.T. Borenstein, N.D. Gerrish, R. White, M.T. Currie and E.A. Fitzgeraldphantom_nc91No ratings yet
- Manuscript - Stress Corrosion Cracking of Stainless Steel Pipes For Methyl-Methacrylate Process PlantsDocument23 pagesManuscript - Stress Corrosion Cracking of Stainless Steel Pipes For Methyl-Methacrylate Process PlantsadammplouhNo ratings yet
- Dang Analysis of Hybrid FractureDocument33 pagesDang Analysis of Hybrid FractureJH ShinNo ratings yet
- Microstructure and Mechanical Properties of Ti6Al4V Alloy Prepared by Selective Laser Melting Combined With Precision ForgingDocument7 pagesMicrostructure and Mechanical Properties of Ti6Al4V Alloy Prepared by Selective Laser Melting Combined With Precision ForgingJonah Gregory GregoryNo ratings yet
- Study On Deformation and Residual Stress of Laser Welding 316L T-JointDocument9 pagesStudy On Deformation and Residual Stress of Laser Welding 316L T-JointAli NasserNo ratings yet
- Additive MFG Paper Final Version PDFDocument71 pagesAdditive MFG Paper Final Version PDFLuis SantacruzNo ratings yet
- Differences in Microstructure and Properties BetweenDocument15 pagesDifferences in Microstructure and Properties BetweenAnnadaa ShankarNo ratings yet
- 167 BrotanDocument8 pages167 BrotanGoogle AccountNo ratings yet
- International Journal of EngineeringDocument8 pagesInternational Journal of EngineeringoussamaNo ratings yet
- Dariusz BARTOCHA, Jacek SUCHOŃ, Czesław BARON, Jan SZAJNARDocument7 pagesDariusz BARTOCHA, Jacek SUCHOŃ, Czesław BARON, Jan SZAJNARskNo ratings yet
- Microstructure and Micropore Formation in A Centrifugally-Cast Duplex Stainless Steel Via X-Ray MicrotomographyDocument11 pagesMicrostructure and Micropore Formation in A Centrifugally-Cast Duplex Stainless Steel Via X-Ray MicrotomographyJun SunNo ratings yet
- Engineering Fracture Mechanics: H. Weiland, J. Nardiello, S. Zaefferer, S. Cheong, J. Papazian, Dierk RaabeDocument6 pagesEngineering Fracture Mechanics: H. Weiland, J. Nardiello, S. Zaefferer, S. Cheong, J. Papazian, Dierk RaabeOsyn KhNo ratings yet
- Bending Strength of 3D-Printed Zirconia Ceramic Cellular StructuresDocument8 pagesBending Strength of 3D-Printed Zirconia Ceramic Cellular Structuresrizkboss8312No ratings yet
- Effect of Build Thickness and Geometry On Quasi-Static and Fatigue Behavior of Ti-6Al-4V Produced by Electron Beam MeltingDocument17 pagesEffect of Build Thickness and Geometry On Quasi-Static and Fatigue Behavior of Ti-6Al-4V Produced by Electron Beam MeltingDiep BerteauNo ratings yet
- Failure Analysis of Re Bars During BendiDocument3 pagesFailure Analysis of Re Bars During BendiAhmed KassemNo ratings yet
- 4414 PDFDocument7 pages4414 PDFmenvugerard0No ratings yet
- Do Not Know1Document14 pagesDo Not Know1SaurabhTripathiNo ratings yet
- International Paper 3Document6 pagesInternational Paper 3pichaya.arkNo ratings yet
- Effects of Surface Nanocrystallization Oncorrosion Resistance of Β-type Titanium Alloy,Lei JIN Et AlDocument7 pagesEffects of Surface Nanocrystallization Oncorrosion Resistance of Β-type Titanium Alloy,Lei JIN Et Alarukanheru17No ratings yet
- Analysis of Texture Evolution in Magnesium During Equal Channel Angular ExtrusionDocument15 pagesAnalysis of Texture Evolution in Magnesium During Equal Channel Angular Extrusionkamel touilebNo ratings yet
- Analysis of Cracking Causes of P91 Welding Seam ofDocument8 pagesAnalysis of Cracking Causes of P91 Welding Seam ofKin Lai KongNo ratings yet
- Chemical Composition and Morphology of M C Eutectic Carbide in High Chromium White Cast Iron Alloyed With VanadiumDocument5 pagesChemical Composition and Morphology of M C Eutectic Carbide in High Chromium White Cast Iron Alloyed With VanadiumMario SitorusNo ratings yet
- 2015 Laser-Beam-Welding-of-Tit-Add Manufd-PartsDocument6 pages2015 Laser-Beam-Welding-of-Tit-Add Manufd-PartsbhaskarNo ratings yet
- Corrosion Behavior of AA5038 Nanostructured Aluminum Alloy Produced by Accumulative Roll-BondingDocument7 pagesCorrosion Behavior of AA5038 Nanostructured Aluminum Alloy Produced by Accumulative Roll-Bondinglaura arciniegasNo ratings yet
- Mechanics of Soft Polymeric Materials Using A Fractal Viscoelastic ModelDocument14 pagesMechanics of Soft Polymeric Materials Using A Fractal Viscoelastic ModelNam Huu TranNo ratings yet
- DOI 10.1007/s11223-019-00113-5: Keywords: Stress Relaxation, Compression, Silicone, Fuel CellDocument7 pagesDOI 10.1007/s11223-019-00113-5: Keywords: Stress Relaxation, Compression, Silicone, Fuel CellNam Huu TranNo ratings yet
- (2007) A Thermal Degradation Mechanism of Polyvinyl Alcoholsilica NanocompositesDocument11 pages(2007) A Thermal Degradation Mechanism of Polyvinyl Alcoholsilica NanocompositesNam Huu TranNo ratings yet
- Transversely Isotropic Magnetoactive Elastomers: Theory and ExperimentsDocument18 pagesTransversely Isotropic Magnetoactive Elastomers: Theory and ExperimentsNam Huu TranNo ratings yet
- BF01134604Document8 pagesBF01134604Nam Huu TranNo ratings yet
- Relaxation Modulus in The Fitting of Polycarbonate and Poly (Vinyl Chloride) Viscoelastic Polymers by A Fractional Maxwell ModelDocument5 pagesRelaxation Modulus in The Fitting of Polycarbonate and Poly (Vinyl Chloride) Viscoelastic Polymers by A Fractional Maxwell ModelNam Huu TranNo ratings yet
- Evaluation of The Methods For Estimating The FullyDocument11 pagesEvaluation of The Methods For Estimating The FullyNam Huu TranNo ratings yet
- RoutledgeHandbooks 9781315268057 Chapter3Document55 pagesRoutledgeHandbooks 9781315268057 Chapter3Nam Huu TranNo ratings yet
- Fluids 06 00418 v2Document18 pagesFluids 06 00418 v2Nam Huu TranNo ratings yet
- 1 s2.0 S0167663616301090 MainDocument6 pages1 s2.0 S0167663616301090 MainNam Huu TranNo ratings yet
- (2015, Dimitri) Multimaterial Magnetically Assisted 3D Printing of Composite MaterialsDocument10 pages(2015, Dimitri) Multimaterial Magnetically Assisted 3D Printing of Composite MaterialsNam Huu TranNo ratings yet
- Se 3 1 47Document12 pagesSe 3 1 47Nam Huu TranNo ratings yet
- (2022, Mateos) Hybrid Magnetorheological Elastomers Enable Versatile Soft ActuatorsDocument14 pages(2022, Mateos) Hybrid Magnetorheological Elastomers Enable Versatile Soft ActuatorsNam Huu TranNo ratings yet
- Capacitance Creep and Recovery Behavior of Magnetorheological ElastomersDocument12 pagesCapacitance Creep and Recovery Behavior of Magnetorheological ElastomersNam Huu TranNo ratings yet
- Magneto-Mechanical Characterization of Magnetorheological ElastomersDocument10 pagesMagneto-Mechanical Characterization of Magnetorheological ElastomersNam Huu TranNo ratings yet
- Creep Behavior of Magnetorheological GelsDocument10 pagesCreep Behavior of Magnetorheological GelsNam Huu TranNo ratings yet
- (2021, Dong) 3D Printing of Inherently Nanoporous Polymers Via Polymerization-Induced Phase SeparationDocument12 pages(2021, Dong) 3D Printing of Inherently Nanoporous Polymers Via Polymerization-Induced Phase SeparationNam Huu TranNo ratings yet
- (2020, Bien-Aime) Characterization of Hyperelastic Deformation Behavior of Rubber-Like MaterialsDocument10 pages(2020, Bien-Aime) Characterization of Hyperelastic Deformation Behavior of Rubber-Like MaterialsNam Huu TranNo ratings yet
- Determination of Shear Behavior of Magneto-Rheological Elastomers Under Harmonic LoadingDocument22 pagesDetermination of Shear Behavior of Magneto-Rheological Elastomers Under Harmonic LoadingNam Huu TranNo ratings yet
- BERNARDO 06 Milling Machines EN NeutDocument116 pagesBERNARDO 06 Milling Machines EN NeutPetar JuricNo ratings yet
- DICTUM Woodturning Tools CatalogueDocument138 pagesDICTUM Woodturning Tools CatalogueMarco TéllezNo ratings yet
- 004 - ETAG - (10-03) - Kits For External Wall Claddings - Part 1 External Skin and Fixing KitDocument82 pages004 - ETAG - (10-03) - Kits For External Wall Claddings - Part 1 External Skin and Fixing Kitlorenzo lilliNo ratings yet
- Work Plans & Technical Requirements Rev.2 (08312022)Document204 pagesWork Plans & Technical Requirements Rev.2 (08312022)ashmi hafianNo ratings yet
- Action Bullet CatalogDocument106 pagesAction Bullet CatalogAbu AlAnda Gate for metal industries and Equipment.No ratings yet
- 7 ThirdDocument4 pages7 ThirdSHAZEL LUSTRIANo ratings yet
- MMG Las Bambas Cut-Off Grade Report - EngDocument35 pagesMMG Las Bambas Cut-Off Grade Report - Engelvis yoel apaza moscosoNo ratings yet
- U.S. Bellows 101: Expansion Joint BasicsDocument70 pagesU.S. Bellows 101: Expansion Joint Basicsalexmontell100% (1)
- Denim WashDocument32 pagesDenim WashKumari Priyanka86% (7)
- Guide: The Design of Products To Be Hot-Dip Galvanized After FabricationDocument15 pagesGuide: The Design of Products To Be Hot-Dip Galvanized After FabricationReery AlhlwaNo ratings yet
- Diamant Metal FillerDocument16 pagesDiamant Metal Fillersusu222000No ratings yet
- Eo 79Document21 pagesEo 79Paulo Edrian Dela PenaNo ratings yet
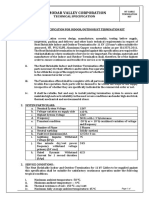
- HT Cable Termination Kit 14.3.22Document8 pagesHT Cable Termination Kit 14.3.22JIGSNo ratings yet
- Panduit PLT2M M Cable TiesDocument192 pagesPanduit PLT2M M Cable TiesРоман ДяченкоNo ratings yet
- B951.927 - MG Alloy Naming and CompsDocument7 pagesB951.927 - MG Alloy Naming and Compswanghongxuan66No ratings yet
- Junction BoxesDocument11 pagesJunction BoxesKhalil EbrahimNo ratings yet
- Mapefill-Hs - Technical Data SheetDocument4 pagesMapefill-Hs - Technical Data SheetSone Aung PyaeNo ratings yet
- Chemical Equipment Design: Selection of Construction Material For An Ammonia Synthesis Tower (Reactor)Document20 pagesChemical Equipment Design: Selection of Construction Material For An Ammonia Synthesis Tower (Reactor)Tran Thuy Anh B2005647No ratings yet
- ESSO Febis KDocument2 pagesESSO Febis KDavid LeeNo ratings yet
- Viking ESFR-14Document16 pagesViking ESFR-14Md. Mominul IslamNo ratings yet
- Nails For Use With Wood and Wood-Base Materials: Standard Terminology ofDocument14 pagesNails For Use With Wood and Wood-Base Materials: Standard Terminology ofCarlos SandinoNo ratings yet
- Uk TDS Steelgrid HR-PVCDocument2 pagesUk TDS Steelgrid HR-PVCKenneth KnoxNo ratings yet
- Lec 10 Commonly Used FurnacesDocument35 pagesLec 10 Commonly Used FurnacesSakunaPappuNo ratings yet
- Flux - InformationDocument9 pagesFlux - InformationSreedhar Patnaik.M0% (1)
- POSCO Case - History of PoscoDocument5 pagesPOSCO Case - History of PoscoBinod Kumar PadhiNo ratings yet
- Ke01 00 000 KD P ST 0009 000 - F01Document16 pagesKe01 00 000 KD P ST 0009 000 - F01Maffone NumerounoNo ratings yet
- TDS Kan HB Epoxy ZP Primer 290119Document3 pagesTDS Kan HB Epoxy ZP Primer 290119oliviaNo ratings yet
- Wood 2Document26 pagesWood 2Ameya KhangarNo ratings yet
- 8 Epoxy Coating Ec 111Document2 pages8 Epoxy Coating Ec 111shrikrishna rathodNo ratings yet











































































































Download as pdf or txt
You might also like
- Decorative Chrome Electroplated Part Performance WSS-M1P83-E2 Requirements, Abs or Pc/Abs Substrates, General Exterior Use 1. ScopeDocument20 pagesDecorative Chrome Electroplated Part Performance WSS-M1P83-E2 Requirements, Abs or Pc/Abs Substrates, General Exterior Use 1. ScopeFrancesco VignaliNo ratings yet
- Literature ReviewDocument15 pagesLiterature Reviewlekan4realNo ratings yet
- Babbitt Casting and Babbitt Spraying Processes Case StudyDocument3 pagesBabbitt Casting and Babbitt Spraying Processes Case StudySebastián Castillo MorenoNo ratings yet
- Titanio 4Document10 pagesTitanio 4Malu LoNo ratings yet
- Understanding Internal Defects in Mo Fabricated by Wire Arc Additive Manufacturing Through 3D Computed TomographyDocument10 pagesUnderstanding Internal Defects in Mo Fabricated by Wire Arc Additive Manufacturing Through 3D Computed TomographySaketh BachuNo ratings yet
- Microst Charact of NiTi StentsDocument7 pagesMicrost Charact of NiTi Stentsaltoro44No ratings yet
- 13 Article 282 1 10 20190204Document7 pages13 Article 282 1 10 20190204zeeshan aliNo ratings yet
- Roll Bonding Properties of Al/Cu Bimetallic Laminates Fabricated by The Roll Bonding TechniqueDocument10 pagesRoll Bonding Properties of Al/Cu Bimetallic Laminates Fabricated by The Roll Bonding Techniqueamalendu_biswas_1No ratings yet
- Were A Tool Rotational Speed of 1260rpm and A Tool Traverse Speed of 20mm/minDocument13 pagesWere A Tool Rotational Speed of 1260rpm and A Tool Traverse Speed of 20mm/minTAMIL DAILYNo ratings yet
- A New Method For Producing Bimetallic Rods: A.R. Eivani, A. Karimi TaheriDocument4 pagesA New Method For Producing Bimetallic Rods: A.R. Eivani, A. Karimi TaheriSatyajeet BeheraNo ratings yet
- 10 1016/j Engfailanal 2016 05 036Document27 pages10 1016/j Engfailanal 2016 05 036Daksh ShNo ratings yet
- Title:: Introduction To Sample Preparation and Optical Microscope For Metallographic ObservationDocument19 pagesTitle:: Introduction To Sample Preparation and Optical Microscope For Metallographic ObservationAmirul Shahmin B. ZubirNo ratings yet
- Ms Tensile Refer ThisDocument10 pagesMs Tensile Refer Thisddsiva402No ratings yet
- A New Method For Producing Bimetallic RodsDocument4 pagesA New Method For Producing Bimetallic Rodsbrad_3030No ratings yet
- Fracture Mechanism of A Coarse-Grained Magnesium Alloy During Fracture Toughness TestingDocument10 pagesFracture Mechanism of A Coarse-Grained Magnesium Alloy During Fracture Toughness TestingSwagat Kumar PaniNo ratings yet
- Materials Science & Engineering A: A.A. Tohidi, M. Ketabchi, A. HasanniaDocument5 pagesMaterials Science & Engineering A: A.A. Tohidi, M. Ketabchi, A. HasanniaEidelsayedNo ratings yet
- A de Grave, T. Eriksson, H.N. Hansen: Demouldability of Microstructures in Polymer MouldingDocument4 pagesA de Grave, T. Eriksson, H.N. Hansen: Demouldability of Microstructures in Polymer MouldingYas DelgaditoNo ratings yet
- Metals: Ffect of Die Angle and Frictional Conditions On FineDocument9 pagesMetals: Ffect of Die Angle and Frictional Conditions On FineVivekananda SubramaniNo ratings yet
- Metals: Generation of A Layer of Severe Plastic Deformation Near Friction Surfaces in Upsetting of Steel SpecimensDocument9 pagesMetals: Generation of A Layer of Severe Plastic Deformation Near Friction Surfaces in Upsetting of Steel SpecimensyesullenNo ratings yet
- 1 s2.0 S2213290214000054 MainDocument3 pages1 s2.0 S2213290214000054 MainyachamanenisaitejaNo ratings yet
- 2018 - Microstructure and Mechanical Properties of Ti6321 - Andi Septian - 21050115120031 - LasDocument5 pages2018 - Microstructure and Mechanical Properties of Ti6321 - Andi Septian - 21050115120031 - LasAndi Septian NasrulohNo ratings yet
- 15 PDFDocument10 pages15 PDFAngelNo ratings yet
- Yamanaka 2019Document10 pagesYamanaka 2019Kay WhiteNo ratings yet
- Pikkarainen 2016 IOP Conf. Ser. Mater. Sci. Eng. 117 012064Document8 pagesPikkarainen 2016 IOP Conf. Ser. Mater. Sci. Eng. 117 012064Anonymous 41VNAwiNo ratings yet
- Basic Properties of 3D Cast SkeletonDocument11 pagesBasic Properties of 3D Cast SkeletonDani GarciaNo ratings yet
- Umemoto 2002Document6 pagesUmemoto 2002mynameisgunaNo ratings yet
- Texture in Wire DrawingDocument5 pagesTexture in Wire DrawingPedro OliveiraNo ratings yet
- 1 s2.0 S2238785420318676 MainDocument13 pages1 s2.0 S2238785420318676 MainAHMED SAMIR ALEMDARNo ratings yet
- Electron Beam Melted Ti-6Al-4V: Microstructure, Texture and Mechanical Behavior of The As-Built and Heat-Treated MaterialDocument15 pagesElectron Beam Melted Ti-6Al-4V: Microstructure, Texture and Mechanical Behavior of The As-Built and Heat-Treated MaterialDiep BerteauNo ratings yet
- Literature ReviewDocument15 pagesLiterature Reviewahmed titoNo ratings yet
- Rolling Twin Roll Cast Magnesium Strips With Varied Temperature and Degree of DeformationDocument6 pagesRolling Twin Roll Cast Magnesium Strips With Varied Temperature and Degree of DeformationAhammed Raqueeb NMNo ratings yet
- Rare MetalsDocument10 pagesRare MetalssrijroxNo ratings yet
- Effect of build geometry on the β-grain structure and texture in additive manufacture of Ti /6Al/4V by selective electron beam meltingDocument16 pagesEffect of build geometry on the β-grain structure and texture in additive manufacture of Ti /6Al/4V by selective electron beam meltingBesaNo ratings yet
- International Journal of Chemtech Research: Antony Salomy N, Gayathiri SDocument9 pagesInternational Journal of Chemtech Research: Antony Salomy N, Gayathiri Sci_balaNo ratings yet
- Materials Development On The Nanoscale by Accumulative Roll Bonding ProcedureDocument4 pagesMaterials Development On The Nanoscale by Accumulative Roll Bonding ProcedureBruno MouraNo ratings yet
- Metals 05 ECFEDocument14 pagesMetals 05 ECFENikhil T GNo ratings yet
- Silicon Germanium Epitaxy: A New Material For MEMS J.T. Borenstein, N.D. Gerrish, R. White, M.T. Currie and E.A. FitzgeraldDocument6 pagesSilicon Germanium Epitaxy: A New Material For MEMS J.T. Borenstein, N.D. Gerrish, R. White, M.T. Currie and E.A. Fitzgeraldphantom_nc91No ratings yet
- Manuscript - Stress Corrosion Cracking of Stainless Steel Pipes For Methyl-Methacrylate Process PlantsDocument23 pagesManuscript - Stress Corrosion Cracking of Stainless Steel Pipes For Methyl-Methacrylate Process PlantsadammplouhNo ratings yet
- Dang Analysis of Hybrid FractureDocument33 pagesDang Analysis of Hybrid FractureJH ShinNo ratings yet
- Microstructure and Mechanical Properties of Ti6Al4V Alloy Prepared by Selective Laser Melting Combined With Precision ForgingDocument7 pagesMicrostructure and Mechanical Properties of Ti6Al4V Alloy Prepared by Selective Laser Melting Combined With Precision ForgingJonah Gregory GregoryNo ratings yet
- Study On Deformation and Residual Stress of Laser Welding 316L T-JointDocument9 pagesStudy On Deformation and Residual Stress of Laser Welding 316L T-JointAli NasserNo ratings yet
- Additive MFG Paper Final Version PDFDocument71 pagesAdditive MFG Paper Final Version PDFLuis SantacruzNo ratings yet
- Differences in Microstructure and Properties BetweenDocument15 pagesDifferences in Microstructure and Properties BetweenAnnadaa ShankarNo ratings yet
- 167 BrotanDocument8 pages167 BrotanGoogle AccountNo ratings yet
- International Journal of EngineeringDocument8 pagesInternational Journal of EngineeringoussamaNo ratings yet
- Dariusz BARTOCHA, Jacek SUCHOŃ, Czesław BARON, Jan SZAJNARDocument7 pagesDariusz BARTOCHA, Jacek SUCHOŃ, Czesław BARON, Jan SZAJNARskNo ratings yet
- Microstructure and Micropore Formation in A Centrifugally-Cast Duplex Stainless Steel Via X-Ray MicrotomographyDocument11 pagesMicrostructure and Micropore Formation in A Centrifugally-Cast Duplex Stainless Steel Via X-Ray MicrotomographyJun SunNo ratings yet
- Engineering Fracture Mechanics: H. Weiland, J. Nardiello, S. Zaefferer, S. Cheong, J. Papazian, Dierk RaabeDocument6 pagesEngineering Fracture Mechanics: H. Weiland, J. Nardiello, S. Zaefferer, S. Cheong, J. Papazian, Dierk RaabeOsyn KhNo ratings yet
- Bending Strength of 3D-Printed Zirconia Ceramic Cellular StructuresDocument8 pagesBending Strength of 3D-Printed Zirconia Ceramic Cellular Structuresrizkboss8312No ratings yet
- Effect of Build Thickness and Geometry On Quasi-Static and Fatigue Behavior of Ti-6Al-4V Produced by Electron Beam MeltingDocument17 pagesEffect of Build Thickness and Geometry On Quasi-Static and Fatigue Behavior of Ti-6Al-4V Produced by Electron Beam MeltingDiep BerteauNo ratings yet
- Failure Analysis of Re Bars During BendiDocument3 pagesFailure Analysis of Re Bars During BendiAhmed KassemNo ratings yet
- 4414 PDFDocument7 pages4414 PDFmenvugerard0No ratings yet
- Do Not Know1Document14 pagesDo Not Know1SaurabhTripathiNo ratings yet
- International Paper 3Document6 pagesInternational Paper 3pichaya.arkNo ratings yet
- Effects of Surface Nanocrystallization Oncorrosion Resistance of Β-type Titanium Alloy,Lei JIN Et AlDocument7 pagesEffects of Surface Nanocrystallization Oncorrosion Resistance of Β-type Titanium Alloy,Lei JIN Et Alarukanheru17No ratings yet
- Analysis of Texture Evolution in Magnesium During Equal Channel Angular ExtrusionDocument15 pagesAnalysis of Texture Evolution in Magnesium During Equal Channel Angular Extrusionkamel touilebNo ratings yet
- Analysis of Cracking Causes of P91 Welding Seam ofDocument8 pagesAnalysis of Cracking Causes of P91 Welding Seam ofKin Lai KongNo ratings yet
- Chemical Composition and Morphology of M C Eutectic Carbide in High Chromium White Cast Iron Alloyed With VanadiumDocument5 pagesChemical Composition and Morphology of M C Eutectic Carbide in High Chromium White Cast Iron Alloyed With VanadiumMario SitorusNo ratings yet
- 2015 Laser-Beam-Welding-of-Tit-Add Manufd-PartsDocument6 pages2015 Laser-Beam-Welding-of-Tit-Add Manufd-PartsbhaskarNo ratings yet
- Corrosion Behavior of AA5038 Nanostructured Aluminum Alloy Produced by Accumulative Roll-BondingDocument7 pagesCorrosion Behavior of AA5038 Nanostructured Aluminum Alloy Produced by Accumulative Roll-Bondinglaura arciniegasNo ratings yet
- Mechanics of Soft Polymeric Materials Using A Fractal Viscoelastic ModelDocument14 pagesMechanics of Soft Polymeric Materials Using A Fractal Viscoelastic ModelNam Huu TranNo ratings yet
- DOI 10.1007/s11223-019-00113-5: Keywords: Stress Relaxation, Compression, Silicone, Fuel CellDocument7 pagesDOI 10.1007/s11223-019-00113-5: Keywords: Stress Relaxation, Compression, Silicone, Fuel CellNam Huu TranNo ratings yet
- (2007) A Thermal Degradation Mechanism of Polyvinyl Alcoholsilica NanocompositesDocument11 pages(2007) A Thermal Degradation Mechanism of Polyvinyl Alcoholsilica NanocompositesNam Huu TranNo ratings yet
- Transversely Isotropic Magnetoactive Elastomers: Theory and ExperimentsDocument18 pagesTransversely Isotropic Magnetoactive Elastomers: Theory and ExperimentsNam Huu TranNo ratings yet
- BF01134604Document8 pagesBF01134604Nam Huu TranNo ratings yet
- Relaxation Modulus in The Fitting of Polycarbonate and Poly (Vinyl Chloride) Viscoelastic Polymers by A Fractional Maxwell ModelDocument5 pagesRelaxation Modulus in The Fitting of Polycarbonate and Poly (Vinyl Chloride) Viscoelastic Polymers by A Fractional Maxwell ModelNam Huu TranNo ratings yet
- Evaluation of The Methods For Estimating The FullyDocument11 pagesEvaluation of The Methods For Estimating The FullyNam Huu TranNo ratings yet
- RoutledgeHandbooks 9781315268057 Chapter3Document55 pagesRoutledgeHandbooks 9781315268057 Chapter3Nam Huu TranNo ratings yet
- Fluids 06 00418 v2Document18 pagesFluids 06 00418 v2Nam Huu TranNo ratings yet
- 1 s2.0 S0167663616301090 MainDocument6 pages1 s2.0 S0167663616301090 MainNam Huu TranNo ratings yet
- (2015, Dimitri) Multimaterial Magnetically Assisted 3D Printing of Composite MaterialsDocument10 pages(2015, Dimitri) Multimaterial Magnetically Assisted 3D Printing of Composite MaterialsNam Huu TranNo ratings yet
- Se 3 1 47Document12 pagesSe 3 1 47Nam Huu TranNo ratings yet
- (2022, Mateos) Hybrid Magnetorheological Elastomers Enable Versatile Soft ActuatorsDocument14 pages(2022, Mateos) Hybrid Magnetorheological Elastomers Enable Versatile Soft ActuatorsNam Huu TranNo ratings yet
- Capacitance Creep and Recovery Behavior of Magnetorheological ElastomersDocument12 pagesCapacitance Creep and Recovery Behavior of Magnetorheological ElastomersNam Huu TranNo ratings yet
- Magneto-Mechanical Characterization of Magnetorheological ElastomersDocument10 pagesMagneto-Mechanical Characterization of Magnetorheological ElastomersNam Huu TranNo ratings yet
- Creep Behavior of Magnetorheological GelsDocument10 pagesCreep Behavior of Magnetorheological GelsNam Huu TranNo ratings yet
- (2021, Dong) 3D Printing of Inherently Nanoporous Polymers Via Polymerization-Induced Phase SeparationDocument12 pages(2021, Dong) 3D Printing of Inherently Nanoporous Polymers Via Polymerization-Induced Phase SeparationNam Huu TranNo ratings yet
- (2020, Bien-Aime) Characterization of Hyperelastic Deformation Behavior of Rubber-Like MaterialsDocument10 pages(2020, Bien-Aime) Characterization of Hyperelastic Deformation Behavior of Rubber-Like MaterialsNam Huu TranNo ratings yet
- Determination of Shear Behavior of Magneto-Rheological Elastomers Under Harmonic LoadingDocument22 pagesDetermination of Shear Behavior of Magneto-Rheological Elastomers Under Harmonic LoadingNam Huu TranNo ratings yet
- BERNARDO 06 Milling Machines EN NeutDocument116 pagesBERNARDO 06 Milling Machines EN NeutPetar JuricNo ratings yet
- DICTUM Woodturning Tools CatalogueDocument138 pagesDICTUM Woodturning Tools CatalogueMarco TéllezNo ratings yet
- 004 - ETAG - (10-03) - Kits For External Wall Claddings - Part 1 External Skin and Fixing KitDocument82 pages004 - ETAG - (10-03) - Kits For External Wall Claddings - Part 1 External Skin and Fixing Kitlorenzo lilliNo ratings yet
- Work Plans & Technical Requirements Rev.2 (08312022)Document204 pagesWork Plans & Technical Requirements Rev.2 (08312022)ashmi hafianNo ratings yet
- Action Bullet CatalogDocument106 pagesAction Bullet CatalogAbu AlAnda Gate for metal industries and Equipment.No ratings yet
- 7 ThirdDocument4 pages7 ThirdSHAZEL LUSTRIANo ratings yet
- MMG Las Bambas Cut-Off Grade Report - EngDocument35 pagesMMG Las Bambas Cut-Off Grade Report - Engelvis yoel apaza moscosoNo ratings yet
- U.S. Bellows 101: Expansion Joint BasicsDocument70 pagesU.S. Bellows 101: Expansion Joint Basicsalexmontell100% (1)
- Denim WashDocument32 pagesDenim WashKumari Priyanka86% (7)
- Guide: The Design of Products To Be Hot-Dip Galvanized After FabricationDocument15 pagesGuide: The Design of Products To Be Hot-Dip Galvanized After FabricationReery AlhlwaNo ratings yet
- Diamant Metal FillerDocument16 pagesDiamant Metal Fillersusu222000No ratings yet
- Eo 79Document21 pagesEo 79Paulo Edrian Dela PenaNo ratings yet
- HT Cable Termination Kit 14.3.22Document8 pagesHT Cable Termination Kit 14.3.22JIGSNo ratings yet
- Panduit PLT2M M Cable TiesDocument192 pagesPanduit PLT2M M Cable TiesРоман ДяченкоNo ratings yet
- B951.927 - MG Alloy Naming and CompsDocument7 pagesB951.927 - MG Alloy Naming and Compswanghongxuan66No ratings yet
- Junction BoxesDocument11 pagesJunction BoxesKhalil EbrahimNo ratings yet
- Mapefill-Hs - Technical Data SheetDocument4 pagesMapefill-Hs - Technical Data SheetSone Aung PyaeNo ratings yet
- Chemical Equipment Design: Selection of Construction Material For An Ammonia Synthesis Tower (Reactor)Document20 pagesChemical Equipment Design: Selection of Construction Material For An Ammonia Synthesis Tower (Reactor)Tran Thuy Anh B2005647No ratings yet
- ESSO Febis KDocument2 pagesESSO Febis KDavid LeeNo ratings yet
- Viking ESFR-14Document16 pagesViking ESFR-14Md. Mominul IslamNo ratings yet
- Nails For Use With Wood and Wood-Base Materials: Standard Terminology ofDocument14 pagesNails For Use With Wood and Wood-Base Materials: Standard Terminology ofCarlos SandinoNo ratings yet
- Uk TDS Steelgrid HR-PVCDocument2 pagesUk TDS Steelgrid HR-PVCKenneth KnoxNo ratings yet
- Lec 10 Commonly Used FurnacesDocument35 pagesLec 10 Commonly Used FurnacesSakunaPappuNo ratings yet
- Flux - InformationDocument9 pagesFlux - InformationSreedhar Patnaik.M0% (1)
- POSCO Case - History of PoscoDocument5 pagesPOSCO Case - History of PoscoBinod Kumar PadhiNo ratings yet
- Ke01 00 000 KD P ST 0009 000 - F01Document16 pagesKe01 00 000 KD P ST 0009 000 - F01Maffone NumerounoNo ratings yet
- TDS Kan HB Epoxy ZP Primer 290119Document3 pagesTDS Kan HB Epoxy ZP Primer 290119oliviaNo ratings yet
- Wood 2Document26 pagesWood 2Ameya KhangarNo ratings yet
- 8 Epoxy Coating Ec 111Document2 pages8 Epoxy Coating Ec 111shrikrishna rathodNo ratings yet