Download as doc, pdf, or txt
You might also like
- Do You Agree or Disagree With McCarthyDocument3 pagesDo You Agree or Disagree With McCarthyBinu Kumar100% (3)
- PQR FormatDocument2 pagesPQR Formatravi0009880% (5)
- NSTM Chapter 074 Volume 2 - Non-Destructive Testing of Metals - Qualification and Certification Requirements For Naval Personnel Nuclear)Document28 pagesNSTM Chapter 074 Volume 2 - Non-Destructive Testing of Metals - Qualification and Certification Requirements For Naval Personnel Nuclear)sailboy21100% (1)
- ST.00.776.FCI.000 - Welded Steel WorkDocument28 pagesST.00.776.FCI.000 - Welded Steel WorkDilip Patil100% (1)
- Contractor's Guide for Installation of Gasketed PVC Pipe for Water / for SewerFrom EverandContractor's Guide for Installation of Gasketed PVC Pipe for Water / for SewerRating: 5 out of 5 stars5/5 (1)
- Jumbo Dd421Document4 pagesJumbo Dd421Anonymous Iu8A4JC100% (2)
- Health Insurance Notes: Done By: Mohamed Arash (2020)Document18 pagesHealth Insurance Notes: Done By: Mohamed Arash (2020)Jag ProductionsNo ratings yet
- WPS14-1 A106 B SmawDocument4 pagesWPS14-1 A106 B SmawRahul MoottolikandyNo ratings yet
- Wps Format Asme Sec - IxDocument2 pagesWps Format Asme Sec - IxDeepu ChandranNo ratings yet
- All-in-One Manual of Industrial Piping Practice and MaintenanceFrom EverandAll-in-One Manual of Industrial Piping Practice and MaintenanceRating: 5 out of 5 stars5/5 (1)
- SPADocument1 pageSPATeresa Mirriam T DetallaNo ratings yet
- Welding ProceduresDocument29 pagesWelding ProceduresLaith Salman100% (1)
- 3 BodyPart Edcb3a5f Eede 445f A423 Ea2f5809c15eDocument6 pages3 BodyPart Edcb3a5f Eede 445f A423 Ea2f5809c15emayank0738No ratings yet
- WPS&PQR FormsDocument4 pagesWPS&PQR FormsArab WeldersNo ratings yet
- Qw-482 Suggested Format For Welding Procedure Specifications (WPS) (See QW-200.1, Section IX, ASME Boiler and Pressure Co D E)Document2 pagesQw-482 Suggested Format For Welding Procedure Specifications (WPS) (See QW-200.1, Section IX, ASME Boiler and Pressure Co D E)Vaibhav GuptaNo ratings yet
- Formas Soldadura ASME IX 2017Document7 pagesFormas Soldadura ASME IX 2017Ulises GómezNo ratings yet
- Suggested Wps Forms ASME - IX 2010Document5 pagesSuggested Wps Forms ASME - IX 2010Ajay ChodankarNo ratings yet
- ASME WPS-PQR-WQT CombinedDocument6 pagesASME WPS-PQR-WQT CombinedStan HonNo ratings yet
- Wps Blank Form 2sheetDocument4 pagesWps Blank Form 2sheetdidi sudiNo ratings yet
- Wps PQR FormDocument8 pagesWps PQR Formmayank0738No ratings yet
- Wps FormatDocument2 pagesWps FormatParminder SinghNo ratings yet
- PQR FormatDocument2 pagesPQR FormatBE GNo ratings yet
- WPS FormatDocument2 pagesWPS Formatakhilsyam21No ratings yet
- WPS FormatDocument3 pagesWPS Formatvivek bhangaleNo ratings yet
- Wps FormatDocument2 pagesWps FormatMeghan GhoneNo ratings yet
- Form PQR 1 AsmeDocument6 pagesForm PQR 1 AsmeZam Zam NoorNo ratings yet
- QW 482Document4 pagesQW 482Jesus Silva HenaoNo ratings yet
- Procedure Qualification Records (PQR) : in Accordance With ASME SECTION IX For Power PippingDocument6 pagesProcedure Qualification Records (PQR) : in Accordance With ASME SECTION IX For Power PippingNovita Dwi IsnaeniNo ratings yet
- WPS FormatDocument2 pagesWPS FormatmanjuNo ratings yet
- Ex Wps Train 01Document2 pagesEx Wps Train 01aidil30No ratings yet
- Form Qw-482 Suggested Format For Welding Procedure Specifications (WPS) (See QW-200.1, Section IX, ASME Boiler and Pressure Vessel Code)Document2 pagesForm Qw-482 Suggested Format For Welding Procedure Specifications (WPS) (See QW-200.1, Section IX, ASME Boiler and Pressure Vessel Code)mohammadNo ratings yet
- PQR Editable SampleDocument2 pagesPQR Editable SampleKoya ThangalNo ratings yet
- Sample WPS Format PDFDocument1 pageSample WPS Format PDFait.koufiNo ratings yet
- WPQR Sample FormDocument1 pageWPQR Sample FormshwayeNo ratings yet
- WPS Format PDFDocument2 pagesWPS Format PDFHimansu Sekhar JenaNo ratings yet
- Sample Editable WPSDocument2 pagesSample Editable WPSsbmmlaNo ratings yet
- Sample Editable WPSDocument2 pagesSample Editable WPSf silva-No ratings yet
- PWPS Eksperimen Super DuplexDocument33 pagesPWPS Eksperimen Super Duplexryan.sNo ratings yet
- Welding Procedure Specification (WPS) : JOINTS (QW-402)Document4 pagesWelding Procedure Specification (WPS) : JOINTS (QW-402)Andhira FarizkiNo ratings yet
- BPVC Ix QW-482Document2 pagesBPVC Ix QW-482ganesh82No ratings yet
- Verspec WPS WPQDocument6 pagesVerspec WPS WPQgtsi.draftsmanNo ratings yet
- Format For Manufacturer Record of Welding Operator QualificationDocument1 pageFormat For Manufacturer Record of Welding Operator QualificationRajeev KumarNo ratings yet
- WPS & WPQR (Asme Section IX)Document7 pagesWPS & WPQR (Asme Section IX)Rizaldy PhoenksNo ratings yet
- QW 482 Suggested Format For Welding ProcedureDocument1 pageQW 482 Suggested Format For Welding ProcedureNisarg PandyaNo ratings yet
- Welding Procedure Specification (WPS) : Page: 1/1Document5 pagesWelding Procedure Specification (WPS) : Page: 1/1Walid BdeirNo ratings yet
- PQR TipsDocument2 pagesPQR TipsWaqas WaqasNo ratings yet
- Nma App B PDFDocument11 pagesNma App B PDFJesus Gabrielw Blanco GhostbustersIzNo ratings yet
- QW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)Document1 pageQW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)rohitbhat2345No ratings yet
- Joints (Qw-402) DetailsDocument3 pagesJoints (Qw-402) DetailsNaqqash SajidNo ratings yet
- Form Qw-482 Suggested Format For Welding Procedure Specifications (WPS) (See QW-200.1, Section IX, ASME Boiler and Pressure Vessel Code)Document2 pagesForm Qw-482 Suggested Format For Welding Procedure Specifications (WPS) (See QW-200.1, Section IX, ASME Boiler and Pressure Vessel Code)pradeep4545No ratings yet
- Wps - Asme Ix - Gtaw - Plat SteDocument6 pagesWps - Asme Ix - Gtaw - Plat SteMuhammad Fitransyah Syamsuar PutraNo ratings yet
- Wps - Asme Ix - Gtaw - Plat SteDocument6 pagesWps - Asme Ix - Gtaw - Plat SteMuhammad Fitransyah Syamsuar PutraNo ratings yet
- QW 406 Asme CodeDocument3 pagesQW 406 Asme CodeMardeOpamenNo ratings yet
- Qw-483 Procedure Qualification Records (PQR: Groove Design of Test Coupon Base Metals (Qw-403) Filler Metals (Qw-404)Document2 pagesQw-483 Procedure Qualification Records (PQR: Groove Design of Test Coupon Base Metals (Qw-403) Filler Metals (Qw-404)Parminder SinghNo ratings yet
- WTCDocument57 pagesWTCSarah FrazierNo ratings yet
- WQT 1236Document1 pageWQT 1236mir31721No ratings yet
- WPS Gtaw) - 47Document2 pagesWPS Gtaw) - 47Dharmendra BhardwajNo ratings yet
- How to prepare Welding Procedures for Oil & Gas PipelinesFrom EverandHow to prepare Welding Procedures for Oil & Gas PipelinesRating: 5 out of 5 stars5/5 (1)
- Post Weld Heat Treatment PWHT: Standards, Procedures, Applications, and Interview Q&AFrom EverandPost Weld Heat Treatment PWHT: Standards, Procedures, Applications, and Interview Q&ANo ratings yet
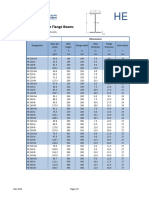
- European Wide Flange Beams: Product DimensionsDocument3 pagesEuropean Wide Flange Beams: Product DimensionsDilip PatilNo ratings yet
- HUF Affidavit - 01 PDFDocument1 pageHUF Affidavit - 01 PDFDilip PatilNo ratings yet
- Huf - 01Document1 pageHuf - 01Dilip PatilNo ratings yet
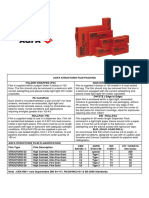
- AFGA RT Film - DatasheetDocument1 pageAFGA RT Film - DatasheetDilip PatilNo ratings yet
- WPS Format Sample-01Document1 pageWPS Format Sample-01Dilip PatilNo ratings yet
- Instructions To Tenderer and General Conditions of Contract: Uranium Corporation of India LimitedDocument6 pagesInstructions To Tenderer and General Conditions of Contract: Uranium Corporation of India LimitedDilip PatilNo ratings yet
- Certificate TC-4017 PDFDocument1 pageCertificate TC-4017 PDFDilip PatilNo ratings yet
- Neelcon Catelogue LatestDocument12 pagesNeelcon Catelogue LatestDilip PatilNo ratings yet
- 4-80-301-26192 Rev 01Document1 page4-80-301-26192 Rev 01Dilip PatilNo ratings yet
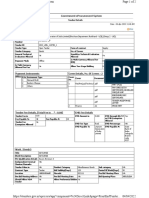
- Basic Details: Government Eprocurement SystemDocument2 pagesBasic Details: Government Eprocurement SystemDilip PatilNo ratings yet
- Boq 21815Document2 pagesBoq 21815Dilip PatilNo ratings yet
- Declaration - Make in India (MII)Document1 pageDeclaration - Make in India (MII)Dilip PatilNo ratings yet
- Nit 4578Document2 pagesNit 4578Dilip PatilNo ratings yet
- Annexure A - Terms & ConditionsDocument10 pagesAnnexure A - Terms & ConditionsDilip PatilNo ratings yet
- TDG 7467 001 Rev 00Document17 pagesTDG 7467 001 Rev 00Dilip PatilNo ratings yet
- Pre-Qualification Requirement (PQR)Document2 pagesPre-Qualification Requirement (PQR)Dilip PatilNo ratings yet
- DRAWINGDocument1 pageDRAWINGDilip PatilNo ratings yet
- (To Be Submitted in The Company Letter Head by Supplier) : TH TH TH THDocument1 page(To Be Submitted in The Company Letter Head by Supplier) : TH TH TH THDilip PatilNo ratings yet
- Integrity PactDocument5 pagesIntegrity PactDilip PatilNo ratings yet
- Techical RequirementsDocument109 pagesTechical RequirementsDilip PatilNo ratings yet
- Performance of Poltical PartiesDocument2 pagesPerformance of Poltical PartiesDilip PatilNo ratings yet
- Report of Activity - DTD 27.09.2022Document4 pagesReport of Activity - DTD 27.09.2022Dilip PatilNo ratings yet
- HyperPKI Epass2003 User GuideDocument29 pagesHyperPKI Epass2003 User GuideDilip PatilNo ratings yet
- ANSIB16 5Class150WeldingNeckFlangesDocument3 pagesANSIB16 5Class150WeldingNeckFlangesDilip PatilNo ratings yet
- Final Inspection (IOCL)Document16 pagesFinal Inspection (IOCL)Dilip PatilNo ratings yet
- Quality RequirementsDocument26 pagesQuality RequirementsDilip PatilNo ratings yet
- Irn 12.11.2022Document1 pageIrn 12.11.2022Dilip PatilNo ratings yet
- 1 1 Technical Specification of Acid Storage Tank Ra - 2022 10 11 18 00 42Document2 pages1 1 Technical Specification of Acid Storage Tank Ra - 2022 10 11 18 00 42Dilip PatilNo ratings yet
- AD Code Bank Account Registration Advisory - 0Document3 pagesAD Code Bank Account Registration Advisory - 0Dilip PatilNo ratings yet
- Laboratory Manual in BiochemistryDocument37 pagesLaboratory Manual in BiochemistrySOPHIA MARGARETTE NOVELONo ratings yet
- Thin Queen of ElfhameDocument7 pagesThin Queen of ElfhameJames HaughtonNo ratings yet
- Biostats QBDocument4 pagesBiostats QBVarun kariyaNo ratings yet
- RRL ReviseDocument3 pagesRRL ReviseKerby SabbalucaNo ratings yet
- Murder MemoDocument3 pagesMurder MemoRishika AgarwalNo ratings yet
- Preformulati ON: By: Abhishek D. DeshmukhDocument33 pagesPreformulati ON: By: Abhishek D. DeshmukhSuraj WasankarNo ratings yet
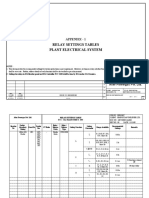
- Relay Settings TablesDocument29 pagesRelay Settings Tablesgirishprabhu1984No ratings yet
- 9 Ch-2Document3 pages9 Ch-2GunjanNo ratings yet
- HFGHFGHDocument5 pagesHFGHFGHcredo99No ratings yet
- En 13565-1 (2019) (E)Document8 pagesEn 13565-1 (2019) (E)Mircea Ovidiu BecheruNo ratings yet
- The Human Body: An OrientationDocument35 pagesThe Human Body: An OrientationAliyah Tofani PawelloiNo ratings yet
- AnalogyDocument24 pagesAnalogyTrung TranNo ratings yet
- Axialflow SeriesDocument40 pagesAxialflow SerieswachemilNo ratings yet
- Jhs 800s Service Manual (3rd)Document172 pagesJhs 800s Service Manual (3rd)492rvtpzgsNo ratings yet
- Approach To Coagulation DisordersDocument20 pagesApproach To Coagulation DisordersTri P BukerNo ratings yet
- CoilDocument8 pagesCoilJosé Luis Martinez GodoyNo ratings yet
- Dear Mr. Vipin Kumar: StatementDocument9 pagesDear Mr. Vipin Kumar: Statementmonu tyagiNo ratings yet
- Soal Bahasa Inggris IX, XIDocument10 pagesSoal Bahasa Inggris IX, XIMahda zakiyahNo ratings yet
- Lithonia Outdoor KL Series Low Level Flood Brochure 1-89Document6 pagesLithonia Outdoor KL Series Low Level Flood Brochure 1-89Alan MastersNo ratings yet
- CF8M ValvesDocument4 pagesCF8M ValvesPranav PrashantNo ratings yet
- VFD-E - Manual Vfd022e43aDocument395 pagesVFD-E - Manual Vfd022e43aJuan LopezNo ratings yet
- Cement: N-W.F.P UET, Peshawar 1Document14 pagesCement: N-W.F.P UET, Peshawar 1Angelica Fontamillas SuicoNo ratings yet
- SEC4 Overhead Conductors PDFDocument106 pagesSEC4 Overhead Conductors PDFKy TaNo ratings yet
- Finger Sprain: Active Finger Flexion ExercisesDocument7 pagesFinger Sprain: Active Finger Flexion ExercisesTJPlayzNo ratings yet
- ICD 10 (10 Kasus)Document5 pagesICD 10 (10 Kasus)rumkitNo ratings yet