Download as pdf or txt
You might also like
- Statement of Purpose SampleDocument39 pagesStatement of Purpose SampleHưng Dương Công76% (51)
- 10-05-01 Guidelines For Measurement of Volume by Rapeseed DisplacementDocument4 pages10-05-01 Guidelines For Measurement of Volume by Rapeseed DisplacementMuhammad Farhan HidayatNo ratings yet
- Brewing Technology From BriggsDocument14 pagesBrewing Technology From BriggsDuy NguyenNo ratings yet
- Compressor ChecklistDocument4 pagesCompressor ChecklistEber.CV100% (1)
- Sears Kenmore Washer Manual PDFDocument28 pagesSears Kenmore Washer Manual PDFAnthony Brassell33% (3)
- Process Validation of Ointment CreamsDocument40 pagesProcess Validation of Ointment CreamsGursharanjit Singh Shinh100% (2)
- Renr1367 11 01 All PDFDocument412 pagesRenr1367 11 01 All PDFJonathan Luiz PolezaNo ratings yet
- ROPA Euro-Tiger V8-3 Englisch 2008Document20 pagesROPA Euro-Tiger V8-3 Englisch 2008hummerjoseNo ratings yet
- Ribbon MixerDocument32 pagesRibbon MixerVicente Manuel Angulo GutiérrezNo ratings yet
- Infussion Mashtun QSGDocument8 pagesInfussion Mashtun QSGFelix PchNo ratings yet
- Operation & Maintenance Manual: Manufacturers of Grease & Oil/Petrol Separators and Rain Water HarvestingDocument4 pagesOperation & Maintenance Manual: Manufacturers of Grease & Oil/Petrol Separators and Rain Water HarvestingNurul QiftiyahNo ratings yet
- Viscometer: Prepared by M.B. VanaraDocument21 pagesViscometer: Prepared by M.B. Vanaraurvish_soniNo ratings yet
- Feed Mill: DR / Hesham KOTB Alwadi Poultry Company Veterinary Section HeadDocument165 pagesFeed Mill: DR / Hesham KOTB Alwadi Poultry Company Veterinary Section HeadTan Thinh Nguyen100% (1)
- Nutsche Filter DesignDocument6 pagesNutsche Filter Designmaurya888No ratings yet
- Blow RoomDocument123 pagesBlow RoomNahom Daniel100% (8)
- A Guide To Optimizing In-Tank Agitation and Mixing Using EductorsDocument12 pagesA Guide To Optimizing In-Tank Agitation and Mixing Using EductorsCarlos DiazNo ratings yet
- Mixing: Ice Cream Manufacture - Hydration of Stabilizers and EmulsifiersDocument4 pagesMixing: Ice Cream Manufacture - Hydration of Stabilizers and Emulsifiersangela_gelena@yahoo.com.phNo ratings yet
- 187Z1R0025-V Cone BlenderDocument13 pages187Z1R0025-V Cone BlenderzoamtoNo ratings yet
- Washer GTWN3000MWS ManualDocument24 pagesWasher GTWN3000MWS ManualTravisNo ratings yet
- 11tank Gauging and Oil AccountingDocument50 pages11tank Gauging and Oil AccountingSagar DasNo ratings yet
- Flushing ProcedureDocument3 pagesFlushing ProcedureRex ValenciaNo ratings yet
- Crown Model III WebDocument6 pagesCrown Model III WebLucilaFernandezNo ratings yet
- Installation LCC1 Low Cement Castables - StandardDocument2 pagesInstallation LCC1 Low Cement Castables - StandardirwansuwainiNo ratings yet
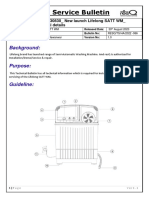
- TSB 20230830 - New Launch Lifelong SATT WM - Technical DetailsDocument7 pagesTSB 20230830 - New Launch Lifelong SATT WM - Technical DetailsNavjot KaurNo ratings yet
- Laminating Troubleshooting FinalDocument25 pagesLaminating Troubleshooting FinalHabteyes AbateNo ratings yet
- Learning Outcomes of This Week: The Students Will Be Able ToDocument24 pagesLearning Outcomes of This Week: The Students Will Be Able ToTalha saeedNo ratings yet
- Polymer Processing & MachineryDocument51 pagesPolymer Processing & MachineryEfranNo ratings yet
- Installation LCC1AL Low Cement Castables - Standard AluminumDocument3 pagesInstallation LCC1AL Low Cement Castables - Standard Aluminumheinz wieduwiltNo ratings yet
- Manufacturing Tomato Ketchup: Solutions For Your Toughest Mixing Applications inDocument4 pagesManufacturing Tomato Ketchup: Solutions For Your Toughest Mixing Applications inDeiver D De la RosaNo ratings yet
- Process Parameter in Blow RoomDocument19 pagesProcess Parameter in Blow RoomakmaluzirNo ratings yet
- HV Filter Carts 1Document2 pagesHV Filter Carts 1paulpopNo ratings yet
- Testing of Bituminous MixtureDocument37 pagesTesting of Bituminous MixtureRene TeNo ratings yet
- Autoclave ExpansionDocument59 pagesAutoclave ExpansionRene TeNo ratings yet
- Plastic Fines in Graded Aggregates and Soils by The Use of The Sand Equivalent Test Fop For Aashto T 176Document6 pagesPlastic Fines in Graded Aggregates and Soils by The Use of The Sand Equivalent Test Fop For Aashto T 176Firas BarrajNo ratings yet
- Manufacture of Liquid Dosage Forms: Che 588 Pharmaceutical Process EngineeringDocument14 pagesManufacture of Liquid Dosage Forms: Che 588 Pharmaceutical Process Engineeringralphael obodoNo ratings yet
- Aluline Group Compliance Department: Compliance Checklist Inspection Checklist Installation ChecklistDocument25 pagesAluline Group Compliance Department: Compliance Checklist Inspection Checklist Installation ChecklistsheikbbaNo ratings yet
- Z1170 EngineeredDocument4 pagesZ1170 EngineeredMahmoud GwailyNo ratings yet
- Compressor ChecklistDocument5 pagesCompressor ChecklistJuanPabloAlvarezNo ratings yet
- Build A Gold DrywasherDocument4 pagesBuild A Gold DrywasherursindNo ratings yet
- Val-Tex Valve Flush Procedure With High Lights - N PDFDocument4 pagesVal-Tex Valve Flush Procedure With High Lights - N PDFgm_revankar39420% (1)
- Plaster Mixing Procedures Application en IG503 PDFDocument4 pagesPlaster Mixing Procedures Application en IG503 PDFRowil GodoyNo ratings yet
- Blow RoomDocument42 pagesBlow RoomSiva Jagadish Kumar MNo ratings yet
- Post Tension Grouts and Grouting Equipment - tcm45-340366Document3 pagesPost Tension Grouts and Grouting Equipment - tcm45-340366MosstafaNo ratings yet
- Maintenance of Machine Tools: Dr.K.ElangovanDocument15 pagesMaintenance of Machine Tools: Dr.K.ElangovanHaitham MohammadNo ratings yet
- BMPs RestaurantsDocument13 pagesBMPs RestaurantsFarhana JaniNo ratings yet
- NETZSCH Inline-Disperser PSI-Mix TrialGuide enDocument8 pagesNETZSCH Inline-Disperser PSI-Mix TrialGuide enKhamis KhamisNo ratings yet
- Placing of Concrete: Group No: 6 Swaroop Rana Priya Mane Aishwarya NandanwarDocument11 pagesPlacing of Concrete: Group No: 6 Swaroop Rana Priya Mane Aishwarya NandanwarPriya ManeNo ratings yet
- Amit Kumar ShuklaDocument4 pagesAmit Kumar ShuklaAditya RajNo ratings yet
- Installation CC1 Conventional Castables - StandardDocument3 pagesInstallation CC1 Conventional Castables - Standardheinz wieduwiltNo ratings yet
- Aquaponics Plumbing ClassDocument96 pagesAquaponics Plumbing ClassVanessa Evans100% (7)
- Waktu Cleaning Di Industri MakananDocument8 pagesWaktu Cleaning Di Industri MakananeLvanno CELTICNo ratings yet
- SABIAN BWS Filter IntroductionDocument3 pagesSABIAN BWS Filter Introductionrohl55No ratings yet
- Removal of The Mixing Vessel Provides The Following AdvantagesDocument5 pagesRemoval of The Mixing Vessel Provides The Following Advantagesleena pancholiNo ratings yet
- P Pharmaceutical Creams 2016 USDocument4 pagesP Pharmaceutical Creams 2016 USAbbbbiNo ratings yet
- Muyang Mixing TechnologyDocument56 pagesMuyang Mixing Technologymarkodzajic100% (2)
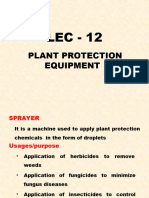
- 12 LecDocument44 pages12 LecDharmaraj VellaiyanNo ratings yet
- Oil Mist Training - Maintenance LevelDocument63 pagesOil Mist Training - Maintenance LevelMatthew MontgomeryNo ratings yet
- Ribbon Blenders - A Best Practices GuideDocument8 pagesRibbon Blenders - A Best Practices GuideGustavo GuerraNo ratings yet
- Injection Molding - SHUT DOWNRESTARTDocument4 pagesInjection Molding - SHUT DOWNRESTARTAmit PatelNo ratings yet
- Uputstvo Za Veš MašinuDocument23 pagesUputstvo Za Veš MašinuinsaninsideNo ratings yet
- Popular Mechanics: How to Fix Anything: Essential Home Repairs Anyone Can DoFrom EverandPopular Mechanics: How to Fix Anything: Essential Home Repairs Anyone Can DoRating: 4 out of 5 stars4/5 (2)
- Chap 4 Research Method and Technical WritingDocument33 pagesChap 4 Research Method and Technical WritingEndalkchew FentahunNo ratings yet
- Do Menu ItemDocument11 pagesDo Menu ItemHuy LamNo ratings yet
- The Structure of The Long BoneDocument3 pagesThe Structure of The Long BonesharneNo ratings yet
- A. Technical MalversationDocument8 pagesA. Technical MalversationDinosaur Korean100% (1)
- CSS Syllabus 2023 PDF Download - FPSCDocument8 pagesCSS Syllabus 2023 PDF Download - FPSCshahid Ramzan0% (1)
- Application of Probiotics in Commercial Layer Diets: A ReviewDocument12 pagesApplication of Probiotics in Commercial Layer Diets: A ReviewDhikaNo ratings yet
- Thread & FastenerDocument35 pagesThread & Fastenermani317No ratings yet
- Failure Modes and Effect AnalysisDocument17 pagesFailure Modes and Effect AnalysisWahid KdrtNo ratings yet
- Bathroom Suites by Ideal Standard - International Brochure 2011Document94 pagesBathroom Suites by Ideal Standard - International Brochure 2011BathroomsNINo ratings yet
- Advantages E-Class CoupeDocument44 pagesAdvantages E-Class CoupeNasiri650% (1)
- Feasibility Study About The Establishment of An Ice Cream Car BusinessDocument9 pagesFeasibility Study About The Establishment of An Ice Cream Car BusinesshebaNo ratings yet
- Performance Management Form Planning and Evaluation Form: Partially MetDocument2 pagesPerformance Management Form Planning and Evaluation Form: Partially MetSeth BautistaNo ratings yet
- Salt Solution Larutan Garam Lead (II) Oxide Powder Serbuk Plumbum (II) Oksida 50 CM of 1.0 Moldm Nitric Acid 50 CM Asid Nitrik 1.0 MoldmDocument4 pagesSalt Solution Larutan Garam Lead (II) Oxide Powder Serbuk Plumbum (II) Oksida 50 CM of 1.0 Moldm Nitric Acid 50 CM Asid Nitrik 1.0 MoldmTENGKU AHMAD NAQIUDDIN BIN TENGKU NADZUAN MoeNo ratings yet
- Instruction Manual: MissionDocument93 pagesInstruction Manual: Missionamjad atayaNo ratings yet
- Lecture 4: Plasticity: 4.1: Stiffness-Limited DesignDocument4 pagesLecture 4: Plasticity: 4.1: Stiffness-Limited DesignThomas Van KuikNo ratings yet
- Methods of Matrix InversionDocument17 pagesMethods of Matrix InversionPaawanDubalNo ratings yet
- Astm A-285Document2 pagesAstm A-285LoriGalbanusNo ratings yet
- Why Invest in RomaniaDocument21 pagesWhy Invest in RomaniaAlexandru Vlad CiocirlanNo ratings yet
- Entrepreneurship Lesson 4-7Document9 pagesEntrepreneurship Lesson 4-7Kelvin Jay Sebastian SaplaNo ratings yet
- The Burma Code Vol-5Document465 pagesThe Burma Code Vol-5kerrypwlNo ratings yet
- CAE College Calendar January 2023 - FinalDocument3 pagesCAE College Calendar January 2023 - FinalCheng KellynNo ratings yet
- CcnaDocument324 pagesCcnapratik11886100% (2)
- 16MnCr5 1.7131 16MnCrS5 1.7139 RM16 ENGDocument2 pages16MnCr5 1.7131 16MnCrS5 1.7139 RM16 ENGJerzy RistujczinNo ratings yet
- Microcatchment: NegarimDocument11 pagesMicrocatchment: Negarimhaithamelramlawi7503100% (1)
- Ede ReportDocument15 pagesEde ReportSaraswathi SudharsanNo ratings yet
- 2008 05 HUB The Computer Paper TCPDocument40 pages2008 05 HUB The Computer Paper TCPthecomputerpaperNo ratings yet
- Markov ChainDocument37 pagesMarkov ChainNyoman Arto SupraptoNo ratings yet