Download as pdf or txt
You might also like
- The Time Block Planner A Daily Method For Deep Work in A Distracted World 0593192052 9780593192054 - CompressDocument36 pagesThe Time Block Planner A Daily Method For Deep Work in A Distracted World 0593192052 9780593192054 - CompressLuke FleriNo ratings yet
- New Holland l325 Skid SteerDocument174 pagesNew Holland l325 Skid Steernorman orejon lopeNo ratings yet
- Continental TorquesDocument13 pagesContinental Torquesfredtanner100% (2)
- Truck TipplerDocument54 pagesTruck TipplerRAJAT DEO AGRAWAL100% (2)
- 300-5617 Cooler AssemblyDocument13 pages300-5617 Cooler Assemblyharikrishnanpd3327No ratings yet
- McCulloch 6000 Parts ListDocument10 pagesMcCulloch 6000 Parts ListMelanie Agnone100% (1)
- Free Collateral Agreement TemplateDocument6 pagesFree Collateral Agreement TemplateJo BiNo ratings yet
- ASB 412-00-106 - Tail Rotor (T - R) Blade 212-010-750-009 - 011 - 105 - 107 Tip Block Retention Modification Rev. D - 18-Mar-2005Document9 pagesASB 412-00-106 - Tail Rotor (T - R) Blade 212-010-750-009 - 011 - 105 - 107 Tip Block Retention Modification Rev. D - 18-Mar-2005yu gangNo ratings yet
- Sistema de Llenado Rápido CombustibleDocument22 pagesSistema de Llenado Rápido CombustibleHugo VillcaNo ratings yet
- Helicopter I Iic I: Technical BulletinDocument4 pagesHelicopter I Iic I: Technical Bulletinsebastian cruzNo ratings yet
- DAC1 79 01 Rev 0Document10 pagesDAC1 79 01 Rev 0vanNo ratings yet
- Ckag02 Windshield Washer and Wiper InstallationDocument8 pagesCkag02 Windshield Washer and Wiper Installationrandy pascuaNo ratings yet
- Markhor Service GuideDocument29 pagesMarkhor Service GuideJose Manuel Ramos CamachoNo ratings yet
- 12165-70 - 1 Sundry Instr.Document328 pages12165-70 - 1 Sundry Instr.kodrysNo ratings yet
- ASB 412-00-104 - EFIS VOR Indication Anomaly Correction Rev. A - 12-Aug-2002Document15 pagesASB 412-00-104 - EFIS VOR Indication Anomaly Correction Rev. A - 12-Aug-2002yu gangNo ratings yet
- Cub Cadet Parts Manual For Model 1541 SN 800000 816508Document10 pagesCub Cadet Parts Manual For Model 1541 SN 800000 816508michele100% (51)
- Manual 1213896570Document14 pagesManual 1213896570Aroni AlejoNo ratings yet
- Markhor Service and Travel Change GuideDocument28 pagesMarkhor Service and Travel Change GuideKristy Hill100% (1)
- Service Bulletin PDFDocument8 pagesService Bulletin PDFamrjheyNo ratings yet
- Engines CFM Linea BDocument9 pagesEngines CFM Linea BJuan Guillermo Correa PosadaNo ratings yet
- SL162B Helicoil PDFDocument2 pagesSL162B Helicoil PDFjeffrey_fay67% (3)
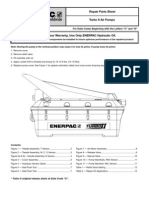
- Replacement PartsDocument19 pagesReplacement PartsVladimirNo ratings yet
- TB 222U-89-51 Rev CDocument6 pagesTB 222U-89-51 Rev CycwbycwbNo ratings yet
- Service Bulletin: CaravanDocument12 pagesService Bulletin: CaravanladyNo ratings yet
- WL Stuffing Box 5K and 10 KDocument8 pagesWL Stuffing Box 5K and 10 KsambhajiNo ratings yet
- Edge TS80 Parts Rev07 35-01-0005Document58 pagesEdge TS80 Parts Rev07 35-01-0005FelipeNo ratings yet
- Manual de Partes Opi 350d PDFDocument18 pagesManual de Partes Opi 350d PDFShofwan HilalNo ratings yet
- Nightshifter 6000 Hydraulic Series Spare Parts Manual Rev04Document40 pagesNightshifter 6000 Hydraulic Series Spare Parts Manual Rev04Robert Kirk0% (1)
- T20000 SeriesDocument11 pagesT20000 Seriesandrés florentin pizarro lazarteNo ratings yet
- BV 12 H PDFDocument35 pagesBV 12 H PDFAbdolhak PDM reliabilityNo ratings yet
- Ripper Lift Cylinder R&RDocument8 pagesRipper Lift Cylinder R&Rconnor.millsNo ratings yet
- Libro de Codigod de PermcoDocument21 pagesLibro de Codigod de Permcotecnicomineria14060No ratings yet
- 124 Code BookDocument21 pages124 Code BookYuriPasenkoNo ratings yet
- Chapter 1-8: Industrial Gas Generator Illustrated Parts CatalogueDocument18 pagesChapter 1-8: Industrial Gas Generator Illustrated Parts CataloguejuanaNo ratings yet
- Sve 2510LR PDFDocument138 pagesSve 2510LR PDFdennis haryanto100% (1)
- TCM Torque SB96 7DDocument14 pagesTCM Torque SB96 7DИван КоньковNo ratings yet
- Parts Catalog: TH048D-BS51Document12 pagesParts Catalog: TH048D-BS51Nicolau FerreiraNo ratings yet
- Engine Harness Case 9230Document3 pagesEngine Harness Case 9230miguelcastilloNo ratings yet
- Low Speed MotorDocument12 pagesLow Speed MotorZoran JankovNo ratings yet
- SM-5030LX英文 1Document23 pagesSM-5030LX英文 1juan estebanNo ratings yet
- Mejora Ventilador Dumper Caterpillar 730Document11 pagesMejora Ventilador Dumper Caterpillar 730Edwin VacaNo ratings yet
- Required Parts: Table 2Document7 pagesRequired Parts: Table 2Pablo Cesar Poma ArrateaNo ratings yet
- Clinical Pelvimetry - HZ Undergraduate Obstetrics & GynaecologyDocument24 pagesClinical Pelvimetry - HZ Undergraduate Obstetrics & GynaecologyErica AlabanNo ratings yet
- SB Part ListDocument52 pagesSB Part ListNovan Yomi VivanezNo ratings yet
- Section B 79 Series PDFDocument5 pagesSection B 79 Series PDFPartsGopher.comNo ratings yet
- Patg Pamg Turbo PartsDocument12 pagesPatg Pamg Turbo Parts1luckywolf0% (1)
- Eaton 46,000 Lbs Coronas y PiñonDocument4 pagesEaton 46,000 Lbs Coronas y PiñonSolrac Nauj OgaitnasNo ratings yet
- Folding Stairway: Manual For Cat D8R DozerDocument26 pagesFolding Stairway: Manual For Cat D8R Dozerkasahun tesifayeNo ratings yet
- Service Replacements For Noncurrent Piston Pumps 6E-1278 120G 4HDDocument15 pagesService Replacements For Noncurrent Piston Pumps 6E-1278 120G 4HDpacman2803No ratings yet
- BHT 206 16 209Document8 pagesBHT 206 16 209edsel jose diaz sarmientoNo ratings yet
- Catalog Mud Pump 25864Document24 pagesCatalog Mud Pump 25864agus100% (1)
- Hose Ends - Field AttachableDocument64 pagesHose Ends - Field AttachableSasan AbbasiNo ratings yet
- Vario EngineDocument74 pagesVario EngineAnda SuwandaNo ratings yet
- Mi 115880Document3 pagesMi 115880Varun S KumarNo ratings yet
- Cub Cadet Parts Manual For Model 1535 SN 800000 821059Document9 pagesCub Cadet Parts Manual For Model 1535 SN 800000 821059bernice100% (52)
- Plymouth and Chrysler-built cars Complete Owner's Handbook of Repair and MaintenanceFrom EverandPlymouth and Chrysler-built cars Complete Owner's Handbook of Repair and MaintenanceNo ratings yet
- Installation and Operation Instructions For Custom Mark III CP Series Oil Fired UnitFrom EverandInstallation and Operation Instructions For Custom Mark III CP Series Oil Fired UnitNo ratings yet
- A Book of Helpful Tips on Overhauling a Vintage Engine - Including Car, Motorbike and Lawn Mower EnginesFrom EverandA Book of Helpful Tips on Overhauling a Vintage Engine - Including Car, Motorbike and Lawn Mower EnginesRating: 5 out of 5 stars5/5 (1)
- The Book of the Singer Junior - Written by an Owner-Driver for Owners and Prospective Owners of the Car - Including the 1931 SupplementFrom EverandThe Book of the Singer Junior - Written by an Owner-Driver for Owners and Prospective Owners of the Car - Including the 1931 SupplementNo ratings yet
- Claremont COURIER 11-13-15Document28 pagesClaremont COURIER 11-13-15Peter WeinbergerNo ratings yet
- Alem Mezgebo Hailu: Associate Professor in The Department of Agricultural EconomicsDocument5 pagesAlem Mezgebo Hailu: Associate Professor in The Department of Agricultural EconomicsAlem M. HailuNo ratings yet
- ST All Subjects 6 q4 #2Document22 pagesST All Subjects 6 q4 #2ryan jude delapazNo ratings yet
- Resume and Cover Letter Corrected by ProfDocument2 pagesResume and Cover Letter Corrected by Profapi-533572152No ratings yet
- WB Unit 8Document6 pagesWB Unit 8karensNo ratings yet
- 06-23-18 EditionDocument31 pages06-23-18 EditionSan Mateo Daily JournalNo ratings yet
- On Building Social System Theory - A Personal HistoryDocument57 pagesOn Building Social System Theory - A Personal HistoryracorderovNo ratings yet
- Eld 307 Writing Analysis DdaDocument1 pageEld 307 Writing Analysis Ddaapi-253456954No ratings yet
- Complex Numbers and SetsDocument44 pagesComplex Numbers and SetsNatalia Treviño MartínezNo ratings yet
- 2021 09 03 La Bastida B C Dossier Lr1Document39 pages2021 09 03 La Bastida B C Dossier Lr1rafecarNo ratings yet
- BiographyDocument6 pagesBiographyLucy del Carmen Mosquera Ibarguen100% (1)
- Rosary Guide Revised With Intention Per MysteryDocument9 pagesRosary Guide Revised With Intention Per MysteryPatricia Anne Manzo ModinaNo ratings yet
- Rhomboid Flap For Pilonidal Sinus - Our ExperienceDocument5 pagesRhomboid Flap For Pilonidal Sinus - Our ExperienceKhalidHussainNo ratings yet
- Understanding Community MediaDocument80 pagesUnderstanding Community MediaJuan Ramos MartínNo ratings yet
- AQA AS Psychology Revision Notes For AttachmentDocument14 pagesAQA AS Psychology Revision Notes For AttachmentJason BatsonNo ratings yet
- Senior Personnel SpecialistDocument2 pagesSenior Personnel SpecialistDeepaTwinkleJainNo ratings yet
- Weekly Home Learning Plan For Grade 10 Mapeh: Don Eulogio de Guzman Memorial National High SchoolDocument3 pagesWeekly Home Learning Plan For Grade 10 Mapeh: Don Eulogio de Guzman Memorial National High SchoolChristine Manjares - OañaNo ratings yet
- 1 PBDocument9 pages1 PBTariku KolchaNo ratings yet
- Edward J. Nell Co. v. Pacific Farms Inc.Document2 pagesEdward J. Nell Co. v. Pacific Farms Inc.Ruby ReyesNo ratings yet
- Business Level StrategyDocument35 pagesBusiness Level StrategyShiva Kumar Dunaboina100% (1)
- RPS Literal ReadingDocument13 pagesRPS Literal ReadingFransiska Densiana LurukNo ratings yet
- IFT FDA TO6 (Product Tracing Pilots) FinalDocument334 pagesIFT FDA TO6 (Product Tracing Pilots) FinalAngela PatriciaNo ratings yet
- G.K Question Answers (Class 5) 2021-22Document6 pagesG.K Question Answers (Class 5) 2021-22Ritvik SarawagiNo ratings yet
- Reviewer For CHAPTER 1 - Introduction To AccountingDocument5 pagesReviewer For CHAPTER 1 - Introduction To AccountingPatrick John AvilaNo ratings yet
- Columbus Recreation and Parks Department Guide To Summer Fun 2017 PDFDocument56 pagesColumbus Recreation and Parks Department Guide To Summer Fun 2017 PDFAnonymous DiwQWkbHNo ratings yet
- Final Project Imr664 (CCRM Record Center)Document25 pagesFinal Project Imr664 (CCRM Record Center)MOHD IZWANE WAHED100% (1)
- WFO Global Offshore Wind Report 2022Document10 pagesWFO Global Offshore Wind Report 2022李香浓No ratings yet
- Watergate Scandal Thesis StatementDocument7 pagesWatergate Scandal Thesis Statementafhbexrci100% (2)