Download as docx, pdf, or txt
You might also like
- DS50 Service Manual EnglishDocument48 pagesDS50 Service Manual EnglishmohamedNo ratings yet
- 2007 Wendelstorf Process ModelingDocument7 pages2007 Wendelstorf Process ModelingramizNo ratings yet
- (Document Title) : Noor Abd Alrasoul AHMED-UNDER (Company Address)Document18 pages(Document Title) : Noor Abd Alrasoul AHMED-UNDER (Company Address)noor bayanNo ratings yet
- Additive Manufacturing UNIT-1Document11 pagesAdditive Manufacturing UNIT-1ENGINEERING MECHANICSNo ratings yet
- Biomedical Mechanical Engineering Book - 12 - ManufacturingDocument35 pagesBiomedical Mechanical Engineering Book - 12 - ManufacturingQuan Phương LêNo ratings yet
- Fault Detection Using Machine Learning TechniquesDocument47 pagesFault Detection Using Machine Learning Techniquesmlaxmiprasanna1313No ratings yet
- Quantum Machine Learning and Support Vector MachineDocument16 pagesQuantum Machine Learning and Support Vector MachineBeatriz IzquierdoNo ratings yet
- Effect of ExtrusionProcess Parameters On Mechanial Properties of 3D Printed PLA ProductDocument8 pagesEffect of ExtrusionProcess Parameters On Mechanial Properties of 3D Printed PLA ProductnanangasNo ratings yet
- Statistical Process Control: Ved Parkash, Deepak Kumar, Rakesh RajoriaDocument3 pagesStatistical Process Control: Ved Parkash, Deepak Kumar, Rakesh RajoriaesatjournalsNo ratings yet
- 09 - Chapter 1Document23 pages09 - Chapter 1Amit TewariNo ratings yet
- Yuanzhi Huang@ucd IeDocument22 pagesYuanzhi Huang@ucd Iehideki hidekiNo ratings yet
- METSIM Brochure2 2009 PDFDocument40 pagesMETSIM Brochure2 2009 PDFjaja_5430% (1)
- A Review of E-Maintenance Capabilities and Challenges.: Adolfo Crespo-Marquez and Benoît IungDocument5 pagesA Review of E-Maintenance Capabilities and Challenges.: Adolfo Crespo-Marquez and Benoît IungdodoNo ratings yet
- 3D Printing Study ExperimentDocument4 pages3D Printing Study Experimentkingsurya6091022No ratings yet
- Materials 13 03895 v2Document22 pagesMaterials 13 03895 v2BornJustForDead AmenNo ratings yet
- electrical-engineering-portal.com-Maintenance Management Of Electrical Equipment Condition Monitoring Based Part 5Document7 pageselectrical-engineering-portal.com-Maintenance Management Of Electrical Equipment Condition Monitoring Based Part 5Ezedin OsmanNo ratings yet
- Automation Solution Guide 2008Document312 pagesAutomation Solution Guide 2008Freddy SuhartonoNo ratings yet
- Automation Solution Guide 2008Document310 pagesAutomation Solution Guide 2008cristipocNo ratings yet
- Pgjonline-Com-MagaDocument16 pagesPgjonline-Com-MagaJagdish mogaNo ratings yet
- Analysis of Process Parameters For Optimization of PlasticDocument4 pagesAnalysis of Process Parameters For Optimization of PlasticNam NguyenNo ratings yet
- Application of FMEA and KT Method On Fab Daily ManagementDocument9 pagesApplication of FMEA and KT Method On Fab Daily ManagementadriansinisaNo ratings yet
- 12 - Application of Fuzzy TOPSIS and Harmonic Mitigation Measurement On Lean Six Sigma A Case Study in Smart FactoryDocument23 pages12 - Application of Fuzzy TOPSIS and Harmonic Mitigation Measurement On Lean Six Sigma A Case Study in Smart Factoryleylagale27No ratings yet
- A Cyber-Physical Methodology To Automate Robotized Finishing ProcessesDocument17 pagesA Cyber-Physical Methodology To Automate Robotized Finishing ProcessesJames MorenoNo ratings yet
- Additive Manufacturing - Technology Applications and Research NeedsDocument29 pagesAdditive Manufacturing - Technology Applications and Research NeedsCRISA3000000No ratings yet
- A DFT Technique For MCM (Multi Chip Module) TestingDocument8 pagesA DFT Technique For MCM (Multi Chip Module) TestingInternational Journal of Application or Innovation in Engineering & ManagementNo ratings yet
- Health Index Gorgan PDFDocument6 pagesHealth Index Gorgan PDFBogdanNo ratings yet
- Review and Methodology On Vision-Based Sensing Approach in Metal Additive Manufacturing ProcessDocument7 pagesReview and Methodology On Vision-Based Sensing Approach in Metal Additive Manufacturing ProcessÁngel Iván García MorenoNo ratings yet
- IOT - Based Data Capturing System in Machining: Department of Mechanical EngineeringDocument1 pageIOT - Based Data Capturing System in Machining: Department of Mechanical EngineeringShankar KNo ratings yet
- Early Equipment Evaluation (E) Methodology: International SEMATECHDocument36 pagesEarly Equipment Evaluation (E) Methodology: International SEMATECH19602011No ratings yet
- What Is Additive ManufacturingDocument21 pagesWhat Is Additive ManufacturingFaizal.P.M.No ratings yet
- Durão2019 Article OptimizingAdditiveManufacturinDocument23 pagesDurão2019 Article OptimizingAdditiveManufacturinAlamNo ratings yet
- AMTA UNIT 1 CompleteDocument11 pagesAMTA UNIT 1 CompleteAdula RajasekharNo ratings yet
- Group Technology JournalsDocument23 pagesGroup Technology JournalsKumar NoriNo ratings yet
- A Simulation Approach For Productivity Improvement of An IC FactoryDocument8 pagesA Simulation Approach For Productivity Improvement of An IC Factorycsrajmohan2924No ratings yet
- Semiconductor TechnologiesDocument8 pagesSemiconductor TechnologiesqxzyNo ratings yet
- In Situ Visual Quality Control in 3D PrintingDocument8 pagesIn Situ Visual Quality Control in 3D PrintingShahrzad GhasemiNo ratings yet
- PLC Hmi ScadaDocument81 pagesPLC Hmi ScadaAlishaKorNo ratings yet
- Applied Sciences: An Initial Model For Zero Defect ManufacturingDocument16 pagesApplied Sciences: An Initial Model For Zero Defect ManufacturingMayuresh AtramNo ratings yet
- Applsci 09 00479Document25 pagesApplsci 09 00479Ashu DeshawerNo ratings yet
- Digital Twin Driven Additive ManufactureDocument26 pagesDigital Twin Driven Additive ManufactureNursultan JyeniskhanNo ratings yet
- Processing Data From Automatic Measurement Device: SciencedirectDocument8 pagesProcessing Data From Automatic Measurement Device: SciencedirectMiguel FernandesNo ratings yet
- Phase 2 ReportDocument20 pagesPhase 2 ReportSusheel PoonjaNo ratings yet
- A Comprehensive Review: Metrology in Additive Manufacturing and 3D Printing TechnologyDocument35 pagesA Comprehensive Review: Metrology in Additive Manufacturing and 3D Printing Technologywachid yahyaNo ratings yet
- Review On Engine Vibration Fault Analysis Based On Data MiningDocument13 pagesReview On Engine Vibration Fault Analysis Based On Data Miningmohaned.jedidiNo ratings yet
- Bearing Fault Classification of InductioDocument21 pagesBearing Fault Classification of InductioAmag2011No ratings yet
- Dzulyadain 2021 IOP Conf. Ser. Mater. Sci. Eng. 1034 012111Document11 pagesDzulyadain 2021 IOP Conf. Ser. Mater. Sci. Eng. 1034 012111cuongNo ratings yet
- MFT 001823 Fin-0003Document19 pagesMFT 001823 Fin-000321104071No ratings yet
- Template-Based Integrated Design: A Case Study: Ali K. Kamrani and Abhay VijayanDocument10 pagesTemplate-Based Integrated Design: A Case Study: Ali K. Kamrani and Abhay VijayanmurgadeepNo ratings yet
- Using COMTRADE Files For Relay Testing PDFDocument1 pageUsing COMTRADE Files For Relay Testing PDFtrankus01No ratings yet
- Using COMTRADE Files For Relay TestingDocument1 pageUsing COMTRADE Files For Relay Testingshyam_krishnan_16No ratings yet
- Design For Manufacturing and Assembly of A Connecting Rod 1362031980Document7 pagesDesign For Manufacturing and Assembly of A Connecting Rod 1362031980addayesudasNo ratings yet
- Cost of Photochemical Machining: Rajkumar Roy, David Allen, and Oscar ZamoraDocument10 pagesCost of Photochemical Machining: Rajkumar Roy, David Allen, and Oscar ZamoraBayu Wigha AnugrahNo ratings yet
- Lab Reports MFE2201 Electron Beam Melting AnonymousDocument5 pagesLab Reports MFE2201 Electron Beam Melting AnonymousDarren CamilleriNo ratings yet
- Reliability Centered Maintenance in Schedule Improvement of Automotive Assembly IndustryDocument5 pagesReliability Centered Maintenance in Schedule Improvement of Automotive Assembly IndustryflavianosamelNo ratings yet
- Laser Polishing A Review of A Constantly Growing TDocument41 pagesLaser Polishing A Review of A Constantly Growing TNa Wee KwongNo ratings yet
- Computer Modeling for Injection Molding: Simulation, Optimization, and ControlFrom EverandComputer Modeling for Injection Molding: Simulation, Optimization, and ControlHuamin ZhouNo ratings yet
- Design and Test Strategies for 2D/3D Integration for NoC-based Multicore ArchitecturesFrom EverandDesign and Test Strategies for 2D/3D Integration for NoC-based Multicore ArchitecturesNo ratings yet
- Practical Control of Electric Machines: Model-Based Design and SimulationFrom EverandPractical Control of Electric Machines: Model-Based Design and SimulationNo ratings yet
- Water-Saving Dyeing Process A Sustainable ApproachDocument12 pagesWater-Saving Dyeing Process A Sustainable Approachnhat20112003No ratings yet
- ErgoVR Review Unmarkedv2Document24 pagesErgoVR Review Unmarkedv2nhat20112003No ratings yet
- The Effect of Winding Yarn Just in Time On WindingDocument9 pagesThe Effect of Winding Yarn Just in Time On Windingnhat20112003No ratings yet
- C0 - IntroductionDocument9 pagesC0 - Introductionnhat20112003No ratings yet
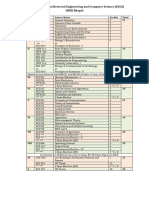
- Curriculum of BS in Electrical Engineering and Computer Science (EECS) IISER BhopalDocument21 pagesCurriculum of BS in Electrical Engineering and Computer Science (EECS) IISER BhopalaadisubstituteNo ratings yet
- PIC MicrocontrollersDocument20 pagesPIC MicrocontrollersMohammad Gulam Ahamad67% (3)
- Computer GenerationsDocument13 pagesComputer GenerationsMuhammad BILALNo ratings yet
- Difference Betweew Celeron and PentiumDocument3 pagesDifference Betweew Celeron and PentiumAkash RuhilNo ratings yet
- Pentium E2140 PDFDocument18 pagesPentium E2140 PDFMelody CottonNo ratings yet
- Assembly Language Program With 8085 MicroprocessorDocument22 pagesAssembly Language Program With 8085 MicroprocessorSithija Alwis100% (1)
- Microcontroller Weightage Revised 2019-20Document4 pagesMicrocontroller Weightage Revised 2019-20lalaNo ratings yet
- 1.1 1 Computer Hardware by JGBDocument57 pages1.1 1 Computer Hardware by JGBvq4dvpm2f7No ratings yet
- 8088Document12 pages8088MuhammadAli VellaniNo ratings yet
- Fundamental of ICT PDFDocument11 pagesFundamental of ICT PDFRishaana Sarangan0% (2)
- Embedded Firmware Design and DevelopmentDocument9 pagesEmbedded Firmware Design and DevelopmentMegha ShreeNo ratings yet
- IMX6SDLAECDocument167 pagesIMX6SDLAECvishalNo ratings yet
- 61a4b1b2c454f - RBB 4&5 Computer Note by - Shyam Gopal TimsinaDocument9 pages61a4b1b2c454f - RBB 4&5 Computer Note by - Shyam Gopal TimsinaAnuska ThapaNo ratings yet
- Y86 Programmer-Visible StateDocument14 pagesY86 Programmer-Visible StatebrunosipodNo ratings yet
- CP AssignmentDocument31 pagesCP AssignmentAshraf AliNo ratings yet
- AMD Opteron™Processor Product Data Sheet: 940-Pin Package Specific FeaturesDocument4 pagesAMD Opteron™Processor Product Data Sheet: 940-Pin Package Specific FeaturesVenkat Kiran SribhashyamNo ratings yet
- Hpe Proliant Ml110 Gen10 Server-Psn1010192782usenDocument5 pagesHpe Proliant Ml110 Gen10 Server-Psn1010192782usenluis cardenasNo ratings yet
- CUDA Threads and Block SchedulingDocument9 pagesCUDA Threads and Block SchedulingDisinlung Kamei DisinlungNo ratings yet
- Computer Architecture and Organization MCQSDocument10 pagesComputer Architecture and Organization MCQSDashrath BhadangkarNo ratings yet
- Embedded Systems Other College SyllabusDocument13 pagesEmbedded Systems Other College SyllabusKavitha SubramaniamNo ratings yet
- Features: CMOS 16-Bit MicroprocessorDocument39 pagesFeatures: CMOS 16-Bit MicroprocessorAhmedAlazzawiNo ratings yet
- AVR Assembly Language Programming PDFDocument46 pagesAVR Assembly Language Programming PDFganeen hahgdhaNo ratings yet
- ViatronDocument16 pagesViatronDelbert RicardoNo ratings yet
- Embedded System Industrial TrainingDocument75 pagesEmbedded System Industrial TrainingTechTerms_YoutubeNo ratings yet
- c6 CaoDocument77 pagesc6 CaoAh YanNo ratings yet
- Interrupt Structure and Processing of 8086Document16 pagesInterrupt Structure and Processing of 8086kpenchal615No ratings yet
- What Is A MicrocontrollerDocument3 pagesWhat Is A MicrocontrollerPotato BitsNo ratings yet
- PLC Orientation 2.0Document27 pagesPLC Orientation 2.0HarisumiranNo ratings yet
- CNPS10X Flex: Intel Socket 1155/1156/1366/775 CPUDocument12 pagesCNPS10X Flex: Intel Socket 1155/1156/1366/775 CPUtdpomodoroNo ratings yet