
Process Control-Lecture 05
Process Control-Lecture 05
You might also like
- O Level Biology Practice Questions And Answers EnzymesFrom EverandO Level Biology Practice Questions And Answers EnzymesRating: 5 out of 5 stars5/5 (1)
- Team Effectiveness Diagnostic-LAL1Document5 pagesTeam Effectiveness Diagnostic-LAL1MacNo ratings yet
- BSE Design Guides (HKU)Document2 pagesBSE Design Guides (HKU)李梓誠0% (1)
- Lecture Notes: Engineer Stanford MudonoDocument10 pagesLecture Notes: Engineer Stanford MudonoByron MawoyoNo ratings yet
- Process Control-Lecture 08Document29 pagesProcess Control-Lecture 08mwamba chandaNo ratings yet
- Clyde - Botha 1645611914 ADocument22 pagesClyde - Botha 1645611914 Amwamba chandaNo ratings yet
- Solution Exam PEF3006 04 Dec 2017Document8 pagesSolution Exam PEF3006 04 Dec 2017Sitota tesfayeNo ratings yet
- L-15 (SS) (Iac) ( (Ee) Nptel)Document11 pagesL-15 (SS) (Iac) ( (Ee) Nptel)Marvin BayanayNo ratings yet
- Process Control-Lecture 06Document22 pagesProcess Control-Lecture 06mwamba chandaNo ratings yet
- 2024 Assign1Document3 pages2024 Assign1Drusilla NamukanzyaNo ratings yet
- Tutorial 1Document9 pagesTutorial 1Ahmed AlwaqediNo ratings yet
- Process Control LoopsDocument40 pagesProcess Control LoopsjohnNo ratings yet
- Exp - P8 - Multiprocess TrainerDocument19 pagesExp - P8 - Multiprocess TrainerSiddesh PatilNo ratings yet
- Tutorial Week 11 - Gas-Phase Pressurized CSTRDocument16 pagesTutorial Week 11 - Gas-Phase Pressurized CSTRsiti azilaNo ratings yet
- PC Task 1 by Rizwan - AnausDocument5 pagesPC Task 1 by Rizwan - AnausmoinNo ratings yet
- Process Dynamics & Control: Muhammad Rashed JavedDocument33 pagesProcess Dynamics & Control: Muhammad Rashed JavedTalha ImtiazNo ratings yet
- Kathmandu University: School of EngineeringDocument19 pagesKathmandu University: School of EngineeringBishal LamichhaneNo ratings yet
- University of Khartoum Faculty of Engineering Chemical Engineering DepartmentDocument17 pagesUniversity of Khartoum Faculty of Engineering Chemical Engineering DepartmentmurtadaNo ratings yet
- Feed-Forward and Ratio Control: CHME 624 Advance Process Dynamic Modelling & ControlDocument13 pagesFeed-Forward and Ratio Control: CHME 624 Advance Process Dynamic Modelling & Controlali aljifriNo ratings yet
- 96719302871Document41 pages96719302871yourmomstitsNo ratings yet
- Lecture Notes 2 ThermodynamicsDocument5 pagesLecture Notes 2 ThermodynamicsAndrewNo ratings yet
- 2022 Assign - 1 Part3Document3 pages2022 Assign - 1 Part3RASCOR VADERNo ratings yet
- Feedforward ControlDocument6 pagesFeedforward ControlÉrick AlexandreNo ratings yet
- PDFDocument11 pagesPDFchandro57No ratings yet
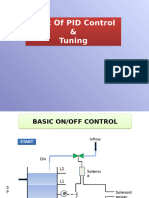
- Basics of - PID ControlersDocument26 pagesBasics of - PID ControlersNair67udayNo ratings yet
- Process Control-Lecture 09Document27 pagesProcess Control-Lecture 09mwamba chandaNo ratings yet
- Control PDFDocument18 pagesControl PDFTaban ShahabNo ratings yet
- Process Control CHP 5Document29 pagesProcess Control CHP 5dododoorNo ratings yet
- Process Control CHP5Document29 pagesProcess Control CHP5Martha AlbaNo ratings yet
- Presentation 5 - January 2019Document26 pagesPresentation 5 - January 2019Muavha MadembeNo ratings yet
- Process Control IntroDocument21 pagesProcess Control Introحاتم غيدان خلف100% (1)
- 4.30 PM Control SystemDocument54 pages4.30 PM Control SystemKhushboo BholeNo ratings yet
- Chemical EquilibriummDocument12 pagesChemical EquilibriummRaj bhaskarNo ratings yet
- Chapter Five (Energy Analysis of Closed Systems)Document31 pagesChapter Five (Energy Analysis of Closed Systems)ايات امجد امجدNo ratings yet
- Assignment Week 7: (B) One Controller Providing A Set-Point For Another ControllerDocument6 pagesAssignment Week 7: (B) One Controller Providing A Set-Point For Another ControllerAmal GSNo ratings yet
- Introduction To Process Control: Abdul Halim Chemical Engineering Universitas Internasional Semen IndonesiaDocument22 pagesIntroduction To Process Control: Abdul Halim Chemical Engineering Universitas Internasional Semen IndonesiathoriqnoviaNo ratings yet
- Chap. 8 Control System-1Document14 pagesChap. 8 Control System-1hmodi SaNeaNo ratings yet
- Block Diagram and The Closed-Loop Response: P D M C FDocument7 pagesBlock Diagram and The Closed-Loop Response: P D M C Fd_k_ÜNo ratings yet
- Conservation LawsDocument33 pagesConservation Lawsafaq ahmad khanNo ratings yet
- University of Basrah For Gas and Oil College of Oil and Gas Engineering Department of Chemical and Petroleum Refining EngineeringDocument24 pagesUniversity of Basrah For Gas and Oil College of Oil and Gas Engineering Department of Chemical and Petroleum Refining Engineeringكرار نعيمNo ratings yet
- 471 Nonisothermal Operation CSTR 2005Document29 pages471 Nonisothermal Operation CSTR 2005Alwendo GunawanNo ratings yet
- Thermodynamics 2: 1.0 Basic TerminologiesDocument9 pagesThermodynamics 2: 1.0 Basic TerminologiesMarianne DevillenaNo ratings yet
- Pid Oil&gasDocument26 pagesPid Oil&gasRicardo ZambranaNo ratings yet
- W11 and 12 Chap 5 Energy Balance On Nonreactive ProcessesDocument43 pagesW11 and 12 Chap 5 Energy Balance On Nonreactive ProcessesSasmilah KandsamyNo ratings yet
- Chemical Engineering KineticsDocument45 pagesChemical Engineering KineticsMelissa Marie DimaculanganNo ratings yet
- Application of Fuzzy Controller in Drum Water-Level Control: Zhuo Wang Qiang WangDocument3 pagesApplication of Fuzzy Controller in Drum Water-Level Control: Zhuo Wang Qiang WangGnana Prakash JanarthananNo ratings yet
- Unit 5 - First Law Applied To Flow ProcessDocument35 pagesUnit 5 - First Law Applied To Flow ProcessIamzura AbdullahNo ratings yet
- EEC 311 Control Eng. 1Document38 pagesEEC 311 Control Eng. 1Yusuf KehindeNo ratings yet
- Differential Characteristic Test: DescriptionDocument2 pagesDifferential Characteristic Test: DescriptionCorey PorterNo ratings yet
- Process Control-Lecture 04Document18 pagesProcess Control-Lecture 04mwamba chandaNo ratings yet
- Multicomponent DistillationDocument10 pagesMulticomponent DistillationDAMP ChemicalNo ratings yet
- Chapter 3 Constitutive Relations (Self Revision) SolutionsDocument4 pagesChapter 3 Constitutive Relations (Self Revision) Solutionsnik farisNo ratings yet
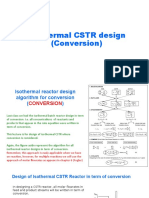
- Lecture 8 Isothermal CSTR Design (Conversion)Document11 pagesLecture 8 Isothermal CSTR Design (Conversion)Mhmad E. HerzallahNo ratings yet
- Stoichiometry: Chemical Reaction Engineering 1Document18 pagesStoichiometry: Chemical Reaction Engineering 1Patricia DavidNo ratings yet
- Chapter 17Document72 pagesChapter 17tejas singhNo ratings yet
- Peng 219 - 05Document27 pagesPeng 219 - 05GilbertNo ratings yet
- Chapter 1Document30 pagesChapter 1julior87No ratings yet
- Process Control-Lecture 07Document18 pagesProcess Control-Lecture 07mwamba chandaNo ratings yet
- Investigation of the Usefulness of the PowerWorld Simulator Program: Developed by "Glover, Overbye & Sarma" in the Solution of Power System ProblemsFrom EverandInvestigation of the Usefulness of the PowerWorld Simulator Program: Developed by "Glover, Overbye & Sarma" in the Solution of Power System ProblemsNo ratings yet
- Clyde - Botha 1645611914 ADocument22 pagesClyde - Botha 1645611914 Amwamba chandaNo ratings yet
- Process Control-Lecture 08Document29 pagesProcess Control-Lecture 08mwamba chandaNo ratings yet
- Process Control-Lecture 09Document27 pagesProcess Control-Lecture 09mwamba chandaNo ratings yet
- Flotation Recovery CalculatorDocument2 pagesFlotation Recovery Calculatormwamba chandaNo ratings yet
- Wet Screen Analysis & Mill AmperageDocument3 pagesWet Screen Analysis & Mill Amperagemwamba chandaNo ratings yet
- Coagulant Dosing TemplateDocument3 pagesCoagulant Dosing Templatemwamba chandaNo ratings yet
- Fchileshe 1609856010 ADocument7 pagesFchileshe 1609856010 Amwamba chandaNo ratings yet
- Unit 9, 10 Design of PV Shells Under External PressureDocument14 pagesUnit 9, 10 Design of PV Shells Under External Pressuremwamba chandaNo ratings yet
- Process Control-Lecture 04Document18 pagesProcess Control-Lecture 04mwamba chandaNo ratings yet
- Process Control-Lecture 02Document32 pagesProcess Control-Lecture 02mwamba chandaNo ratings yet
- Process Control-Lecture 01Document22 pagesProcess Control-Lecture 01mwamba chandaNo ratings yet
- LRTA vs. VenusDocument1 pageLRTA vs. VenusTricia LacuestaNo ratings yet
- Mec 422 Lecture 4Document37 pagesMec 422 Lecture 4Zhen LinNo ratings yet
- Eee Lab Manual Part I PDFDocument26 pagesEee Lab Manual Part I PDFramNo ratings yet
- Aircraft Design: Aerodynamic Integration IssuesDocument12 pagesAircraft Design: Aerodynamic Integration Issueswizu1100% (1)
- 2B3.1. Robbery, FSG 2B3.1Document4 pages2B3.1. Robbery, FSG 2B3.1RichardNo ratings yet
- Read 2Document15 pagesRead 2Tran Ngo Tra My (FGW DN)No ratings yet
- Database Design: INFO2040 Distributed Computing Technologies TopicsDocument11 pagesDatabase Design: INFO2040 Distributed Computing Technologies TopicsTriztan Sutrisno RompasNo ratings yet
- Densit General BrochureDocument5 pagesDensit General BrochureMuhammad IqbalNo ratings yet
- Experiment #4 Title: Testing of Reinforcing Steel BarsDocument9 pagesExperiment #4 Title: Testing of Reinforcing Steel BarsAnne Kristel Dela RosaNo ratings yet
- AGPU Everything-About-PVC enDocument16 pagesAGPU Everything-About-PVC enPierluigi GhioneNo ratings yet
- AmazonDocument2 pagesAmazongoldmine20233No ratings yet
- United States v. Colonial Motor Inn, Inc., and Maurice Shear, 440 F.2d 1227, 1st Cir. (1971)Document3 pagesUnited States v. Colonial Motor Inn, Inc., and Maurice Shear, 440 F.2d 1227, 1st Cir. (1971)Scribd Government DocsNo ratings yet
- Leakage Current Mitigation in Photovoltaic String Inverter Using Predictive Control With Fixed Average Switching FrequencyDocument11 pagesLeakage Current Mitigation in Photovoltaic String Inverter Using Predictive Control With Fixed Average Switching FrequencyramunitNo ratings yet
- Stanley Tp08 User Manual 03 2018 v21Document20 pagesStanley Tp08 User Manual 03 2018 v21Shahaji ChavanNo ratings yet
- Employee Experience Trends 2023 Global US QualitricsDocument119 pagesEmployee Experience Trends 2023 Global US QualitricsLucia garciaNo ratings yet
- Nigeria: Author: DR Roland IgbinobaDocument4 pagesNigeria: Author: DR Roland IgbinobaTihitna GezahegnNo ratings yet
- Value Stream Mapping FundamentalsDocument28 pagesValue Stream Mapping Fundamentalspedroalvarez0188% (8)
- Development of Sensory TestingDocument35 pagesDevelopment of Sensory TestingEmmae ThaleenNo ratings yet
- Roger Goodell's Memo To NFL TeamsDocument2 pagesRoger Goodell's Memo To NFL TeamsThe Denver PostNo ratings yet
- An Open-Ended Laboratory System With Computer-Aided Simulation For Undergraduate Electronic EngineeringDocument5 pagesAn Open-Ended Laboratory System With Computer-Aided Simulation For Undergraduate Electronic Engineeringpmahesh268No ratings yet
- CUENCAS Allen - Classification - 2015Document52 pagesCUENCAS Allen - Classification - 2015Camila AldereteNo ratings yet
- Simple Circuit Design Tutorial For PoE ApplicationsDocument10 pagesSimple Circuit Design Tutorial For PoE ApplicationsTayyeb AliNo ratings yet
- Electricity ExamDocument4 pagesElectricity Examjorolan.annabelle100% (1)
- Barbita Company Data 2021Document93 pagesBarbita Company Data 2021Saidul Islam WashimNo ratings yet
- THE IKEA APPROACH - ViralDocument2 pagesTHE IKEA APPROACH - ViralfredrickyadavNo ratings yet
- TRTDocument4 pagesTRTHendrias SoesantoNo ratings yet
- Wartung Assyst Plus 204 enDocument32 pagesWartung Assyst Plus 204 enKent Wai100% (1)
- Schedule of Charges - Retail - Banking - 25 - 11 - 2018Document5 pagesSchedule of Charges - Retail - Banking - 25 - 11 - 2018Md. FoyjullahNo ratings yet





























































































Download as pdf or txt
You might also like
- O Level Biology Practice Questions And Answers EnzymesFrom EverandO Level Biology Practice Questions And Answers EnzymesRating: 5 out of 5 stars5/5 (1)
- Team Effectiveness Diagnostic-LAL1Document5 pagesTeam Effectiveness Diagnostic-LAL1MacNo ratings yet
- BSE Design Guides (HKU)Document2 pagesBSE Design Guides (HKU)李梓誠0% (1)
- Lecture Notes: Engineer Stanford MudonoDocument10 pagesLecture Notes: Engineer Stanford MudonoByron MawoyoNo ratings yet
- Process Control-Lecture 08Document29 pagesProcess Control-Lecture 08mwamba chandaNo ratings yet
- Clyde - Botha 1645611914 ADocument22 pagesClyde - Botha 1645611914 Amwamba chandaNo ratings yet
- Solution Exam PEF3006 04 Dec 2017Document8 pagesSolution Exam PEF3006 04 Dec 2017Sitota tesfayeNo ratings yet
- L-15 (SS) (Iac) ( (Ee) Nptel)Document11 pagesL-15 (SS) (Iac) ( (Ee) Nptel)Marvin BayanayNo ratings yet
- Process Control-Lecture 06Document22 pagesProcess Control-Lecture 06mwamba chandaNo ratings yet
- 2024 Assign1Document3 pages2024 Assign1Drusilla NamukanzyaNo ratings yet
- Tutorial 1Document9 pagesTutorial 1Ahmed AlwaqediNo ratings yet
- Process Control LoopsDocument40 pagesProcess Control LoopsjohnNo ratings yet
- Exp - P8 - Multiprocess TrainerDocument19 pagesExp - P8 - Multiprocess TrainerSiddesh PatilNo ratings yet
- Tutorial Week 11 - Gas-Phase Pressurized CSTRDocument16 pagesTutorial Week 11 - Gas-Phase Pressurized CSTRsiti azilaNo ratings yet
- PC Task 1 by Rizwan - AnausDocument5 pagesPC Task 1 by Rizwan - AnausmoinNo ratings yet
- Process Dynamics & Control: Muhammad Rashed JavedDocument33 pagesProcess Dynamics & Control: Muhammad Rashed JavedTalha ImtiazNo ratings yet
- Kathmandu University: School of EngineeringDocument19 pagesKathmandu University: School of EngineeringBishal LamichhaneNo ratings yet
- University of Khartoum Faculty of Engineering Chemical Engineering DepartmentDocument17 pagesUniversity of Khartoum Faculty of Engineering Chemical Engineering DepartmentmurtadaNo ratings yet
- Feed-Forward and Ratio Control: CHME 624 Advance Process Dynamic Modelling & ControlDocument13 pagesFeed-Forward and Ratio Control: CHME 624 Advance Process Dynamic Modelling & Controlali aljifriNo ratings yet
- 96719302871Document41 pages96719302871yourmomstitsNo ratings yet
- Lecture Notes 2 ThermodynamicsDocument5 pagesLecture Notes 2 ThermodynamicsAndrewNo ratings yet
- 2022 Assign - 1 Part3Document3 pages2022 Assign - 1 Part3RASCOR VADERNo ratings yet
- Feedforward ControlDocument6 pagesFeedforward ControlÉrick AlexandreNo ratings yet
- PDFDocument11 pagesPDFchandro57No ratings yet
- Basics of - PID ControlersDocument26 pagesBasics of - PID ControlersNair67udayNo ratings yet
- Process Control-Lecture 09Document27 pagesProcess Control-Lecture 09mwamba chandaNo ratings yet
- Control PDFDocument18 pagesControl PDFTaban ShahabNo ratings yet
- Process Control CHP 5Document29 pagesProcess Control CHP 5dododoorNo ratings yet
- Process Control CHP5Document29 pagesProcess Control CHP5Martha AlbaNo ratings yet
- Presentation 5 - January 2019Document26 pagesPresentation 5 - January 2019Muavha MadembeNo ratings yet
- Process Control IntroDocument21 pagesProcess Control Introحاتم غيدان خلف100% (1)
- 4.30 PM Control SystemDocument54 pages4.30 PM Control SystemKhushboo BholeNo ratings yet
- Chemical EquilibriummDocument12 pagesChemical EquilibriummRaj bhaskarNo ratings yet
- Chapter Five (Energy Analysis of Closed Systems)Document31 pagesChapter Five (Energy Analysis of Closed Systems)ايات امجد امجدNo ratings yet
- Assignment Week 7: (B) One Controller Providing A Set-Point For Another ControllerDocument6 pagesAssignment Week 7: (B) One Controller Providing A Set-Point For Another ControllerAmal GSNo ratings yet
- Introduction To Process Control: Abdul Halim Chemical Engineering Universitas Internasional Semen IndonesiaDocument22 pagesIntroduction To Process Control: Abdul Halim Chemical Engineering Universitas Internasional Semen IndonesiathoriqnoviaNo ratings yet
- Chap. 8 Control System-1Document14 pagesChap. 8 Control System-1hmodi SaNeaNo ratings yet
- Block Diagram and The Closed-Loop Response: P D M C FDocument7 pagesBlock Diagram and The Closed-Loop Response: P D M C Fd_k_ÜNo ratings yet
- Conservation LawsDocument33 pagesConservation Lawsafaq ahmad khanNo ratings yet
- University of Basrah For Gas and Oil College of Oil and Gas Engineering Department of Chemical and Petroleum Refining EngineeringDocument24 pagesUniversity of Basrah For Gas and Oil College of Oil and Gas Engineering Department of Chemical and Petroleum Refining Engineeringكرار نعيمNo ratings yet
- 471 Nonisothermal Operation CSTR 2005Document29 pages471 Nonisothermal Operation CSTR 2005Alwendo GunawanNo ratings yet
- Thermodynamics 2: 1.0 Basic TerminologiesDocument9 pagesThermodynamics 2: 1.0 Basic TerminologiesMarianne DevillenaNo ratings yet
- Pid Oil&gasDocument26 pagesPid Oil&gasRicardo ZambranaNo ratings yet
- W11 and 12 Chap 5 Energy Balance On Nonreactive ProcessesDocument43 pagesW11 and 12 Chap 5 Energy Balance On Nonreactive ProcessesSasmilah KandsamyNo ratings yet
- Chemical Engineering KineticsDocument45 pagesChemical Engineering KineticsMelissa Marie DimaculanganNo ratings yet
- Application of Fuzzy Controller in Drum Water-Level Control: Zhuo Wang Qiang WangDocument3 pagesApplication of Fuzzy Controller in Drum Water-Level Control: Zhuo Wang Qiang WangGnana Prakash JanarthananNo ratings yet
- Unit 5 - First Law Applied To Flow ProcessDocument35 pagesUnit 5 - First Law Applied To Flow ProcessIamzura AbdullahNo ratings yet
- EEC 311 Control Eng. 1Document38 pagesEEC 311 Control Eng. 1Yusuf KehindeNo ratings yet
- Differential Characteristic Test: DescriptionDocument2 pagesDifferential Characteristic Test: DescriptionCorey PorterNo ratings yet
- Process Control-Lecture 04Document18 pagesProcess Control-Lecture 04mwamba chandaNo ratings yet
- Multicomponent DistillationDocument10 pagesMulticomponent DistillationDAMP ChemicalNo ratings yet
- Chapter 3 Constitutive Relations (Self Revision) SolutionsDocument4 pagesChapter 3 Constitutive Relations (Self Revision) Solutionsnik farisNo ratings yet
- Lecture 8 Isothermal CSTR Design (Conversion)Document11 pagesLecture 8 Isothermal CSTR Design (Conversion)Mhmad E. HerzallahNo ratings yet
- Stoichiometry: Chemical Reaction Engineering 1Document18 pagesStoichiometry: Chemical Reaction Engineering 1Patricia DavidNo ratings yet
- Chapter 17Document72 pagesChapter 17tejas singhNo ratings yet
- Peng 219 - 05Document27 pagesPeng 219 - 05GilbertNo ratings yet
- Chapter 1Document30 pagesChapter 1julior87No ratings yet
- Process Control-Lecture 07Document18 pagesProcess Control-Lecture 07mwamba chandaNo ratings yet
- Investigation of the Usefulness of the PowerWorld Simulator Program: Developed by "Glover, Overbye & Sarma" in the Solution of Power System ProblemsFrom EverandInvestigation of the Usefulness of the PowerWorld Simulator Program: Developed by "Glover, Overbye & Sarma" in the Solution of Power System ProblemsNo ratings yet
- Clyde - Botha 1645611914 ADocument22 pagesClyde - Botha 1645611914 Amwamba chandaNo ratings yet
- Process Control-Lecture 08Document29 pagesProcess Control-Lecture 08mwamba chandaNo ratings yet
- Process Control-Lecture 09Document27 pagesProcess Control-Lecture 09mwamba chandaNo ratings yet
- Flotation Recovery CalculatorDocument2 pagesFlotation Recovery Calculatormwamba chandaNo ratings yet
- Wet Screen Analysis & Mill AmperageDocument3 pagesWet Screen Analysis & Mill Amperagemwamba chandaNo ratings yet
- Coagulant Dosing TemplateDocument3 pagesCoagulant Dosing Templatemwamba chandaNo ratings yet
- Fchileshe 1609856010 ADocument7 pagesFchileshe 1609856010 Amwamba chandaNo ratings yet
- Unit 9, 10 Design of PV Shells Under External PressureDocument14 pagesUnit 9, 10 Design of PV Shells Under External Pressuremwamba chandaNo ratings yet
- Process Control-Lecture 04Document18 pagesProcess Control-Lecture 04mwamba chandaNo ratings yet
- Process Control-Lecture 02Document32 pagesProcess Control-Lecture 02mwamba chandaNo ratings yet
- Process Control-Lecture 01Document22 pagesProcess Control-Lecture 01mwamba chandaNo ratings yet
- LRTA vs. VenusDocument1 pageLRTA vs. VenusTricia LacuestaNo ratings yet
- Mec 422 Lecture 4Document37 pagesMec 422 Lecture 4Zhen LinNo ratings yet
- Eee Lab Manual Part I PDFDocument26 pagesEee Lab Manual Part I PDFramNo ratings yet
- Aircraft Design: Aerodynamic Integration IssuesDocument12 pagesAircraft Design: Aerodynamic Integration Issueswizu1100% (1)
- 2B3.1. Robbery, FSG 2B3.1Document4 pages2B3.1. Robbery, FSG 2B3.1RichardNo ratings yet
- Read 2Document15 pagesRead 2Tran Ngo Tra My (FGW DN)No ratings yet
- Database Design: INFO2040 Distributed Computing Technologies TopicsDocument11 pagesDatabase Design: INFO2040 Distributed Computing Technologies TopicsTriztan Sutrisno RompasNo ratings yet
- Densit General BrochureDocument5 pagesDensit General BrochureMuhammad IqbalNo ratings yet
- Experiment #4 Title: Testing of Reinforcing Steel BarsDocument9 pagesExperiment #4 Title: Testing of Reinforcing Steel BarsAnne Kristel Dela RosaNo ratings yet
- AGPU Everything-About-PVC enDocument16 pagesAGPU Everything-About-PVC enPierluigi GhioneNo ratings yet
- AmazonDocument2 pagesAmazongoldmine20233No ratings yet
- United States v. Colonial Motor Inn, Inc., and Maurice Shear, 440 F.2d 1227, 1st Cir. (1971)Document3 pagesUnited States v. Colonial Motor Inn, Inc., and Maurice Shear, 440 F.2d 1227, 1st Cir. (1971)Scribd Government DocsNo ratings yet
- Leakage Current Mitigation in Photovoltaic String Inverter Using Predictive Control With Fixed Average Switching FrequencyDocument11 pagesLeakage Current Mitigation in Photovoltaic String Inverter Using Predictive Control With Fixed Average Switching FrequencyramunitNo ratings yet
- Stanley Tp08 User Manual 03 2018 v21Document20 pagesStanley Tp08 User Manual 03 2018 v21Shahaji ChavanNo ratings yet
- Employee Experience Trends 2023 Global US QualitricsDocument119 pagesEmployee Experience Trends 2023 Global US QualitricsLucia garciaNo ratings yet
- Nigeria: Author: DR Roland IgbinobaDocument4 pagesNigeria: Author: DR Roland IgbinobaTihitna GezahegnNo ratings yet
- Value Stream Mapping FundamentalsDocument28 pagesValue Stream Mapping Fundamentalspedroalvarez0188% (8)
- Development of Sensory TestingDocument35 pagesDevelopment of Sensory TestingEmmae ThaleenNo ratings yet
- Roger Goodell's Memo To NFL TeamsDocument2 pagesRoger Goodell's Memo To NFL TeamsThe Denver PostNo ratings yet
- An Open-Ended Laboratory System With Computer-Aided Simulation For Undergraduate Electronic EngineeringDocument5 pagesAn Open-Ended Laboratory System With Computer-Aided Simulation For Undergraduate Electronic Engineeringpmahesh268No ratings yet
- CUENCAS Allen - Classification - 2015Document52 pagesCUENCAS Allen - Classification - 2015Camila AldereteNo ratings yet
- Simple Circuit Design Tutorial For PoE ApplicationsDocument10 pagesSimple Circuit Design Tutorial For PoE ApplicationsTayyeb AliNo ratings yet
- Electricity ExamDocument4 pagesElectricity Examjorolan.annabelle100% (1)
- Barbita Company Data 2021Document93 pagesBarbita Company Data 2021Saidul Islam WashimNo ratings yet
- THE IKEA APPROACH - ViralDocument2 pagesTHE IKEA APPROACH - ViralfredrickyadavNo ratings yet
- TRTDocument4 pagesTRTHendrias SoesantoNo ratings yet
- Wartung Assyst Plus 204 enDocument32 pagesWartung Assyst Plus 204 enKent Wai100% (1)
- Schedule of Charges - Retail - Banking - 25 - 11 - 2018Document5 pagesSchedule of Charges - Retail - Banking - 25 - 11 - 2018Md. FoyjullahNo ratings yet