Download as pdf or txt
You might also like
- Velocity String Installation in Deep Live Gas Wells3Document23 pagesVelocity String Installation in Deep Live Gas Wells3Carlos Liscano100% (2)
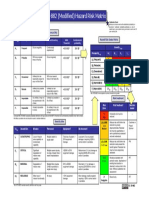
- Mil STD 882 Modified Hazard Risk MatrixDocument1 pageMil STD 882 Modified Hazard Risk MatrixAntonio Lopes0% (1)
- Finalreport Geardesign Mae4342 MetalgearsolidincDocument23 pagesFinalreport Geardesign Mae4342 Metalgearsolidincapi-542671864No ratings yet
- Coiled Tubing Operations at a Glance: What Do You Know About Coiled Tubing Operations!From EverandCoiled Tubing Operations at a Glance: What Do You Know About Coiled Tubing Operations!Rating: 5 out of 5 stars5/5 (2)
- 5.2 Co2 Compression and Pumping PhilosophyDocument9 pages5.2 Co2 Compression and Pumping PhilosophyharryNo ratings yet
- OilFilledPowerCable Catalog PDFDocument24 pagesOilFilledPowerCable Catalog PDFsamsungloverNo ratings yet
- CruDocument33 pagesCruRenanNo ratings yet
- Airborne Oil and Gas TCP Flowline Brochure 2017Document4 pagesAirborne Oil and Gas TCP Flowline Brochure 2017Aaron Vazquez MartinezNo ratings yet
- Drastically Reduce Marine Infrastructure Through Combinations of LNG Transfer TechnologyDocument26 pagesDrastically Reduce Marine Infrastructure Through Combinations of LNG Transfer TechnologylamouretteNo ratings yet
- Linde LNG PipelineDocument4 pagesLinde LNG PipelineSatis MadhavanNo ratings yet
- Cathodic Protection ProjectDocument6 pagesCathodic Protection Projectjamal AlawsuNo ratings yet
- SPE-194253-MS Mexico Operator Achieves HSE Incident Free Well Completion Program Ahead of Time and Nine Days of Early Production Using New Generation Polymer Encapsulated Cased Hole Wireline CablesDocument24 pagesSPE-194253-MS Mexico Operator Achieves HSE Incident Free Well Completion Program Ahead of Time and Nine Days of Early Production Using New Generation Polymer Encapsulated Cased Hole Wireline CablesAli mohammadNo ratings yet
- OTC 23177 Frontier Subsea TechnologiesDocument11 pagesOTC 23177 Frontier Subsea TechnologiesRasheed YusufNo ratings yet
- Pipeline InspectionDocument19 pagesPipeline InspectionsaeedalemveNo ratings yet
- Acoustic Emission TestsDocument8 pagesAcoustic Emission TestsDBasak_1974No ratings yet
- Alkazri - 2008 - A Quick Guide To Pipeline Engineering - 4 Pipeline Decommissioning and Industry DevelopmentsDocument9 pagesAlkazri - 2008 - A Quick Guide To Pipeline Engineering - 4 Pipeline Decommissioning and Industry DevelopmentsRUSSEL SAHDA MALAKANo ratings yet
- 2012 DOT Top Tensioned Riser TTR Engineering Integrator Supply ModelDocument17 pages2012 DOT Top Tensioned Riser TTR Engineering Integrator Supply ModelrobertprincewrightNo ratings yet
- Pipe in Pipe Rev 01Document2 pagesPipe in Pipe Rev 01Liew Yau WeiNo ratings yet
- FCCU Reliability and Mechanical IntegrityDocument5 pagesFCCU Reliability and Mechanical IntegrityLyunlyunNo ratings yet
- Design and Optimization of Top Tension Risers For Ultra Deep WaterDocument19 pagesDesign and Optimization of Top Tension Risers For Ultra Deep WaterleelawrenceNo ratings yet
- Use of Glass Reinforced Epoxy (GRE) Piping For Fire Water Applications - OffshoreDocument10 pagesUse of Glass Reinforced Epoxy (GRE) Piping For Fire Water Applications - OffshoreMubeenNo ratings yet
- SPE/IADC 67823 Through Tubing Well ConstructionDocument10 pagesSPE/IADC 67823 Through Tubing Well ConstructionzainalNo ratings yet
- Offshore Applications of SRTPDocument5 pagesOffshore Applications of SRTPArif AshrafNo ratings yet
- Design Guidelines Pro II Rev inDocument8 pagesDesign Guidelines Pro II Rev inNareshNo ratings yet
- Petrobras P-55 SCR DesingDocument6 pagesPetrobras P-55 SCR DesingJuan LopezNo ratings yet
- Boser Belfroid Flow Assurance StudyDocument13 pagesBoser Belfroid Flow Assurance StudyAnonymous ibRJX1EvgNo ratings yet
- ESP + TFlexDocument14 pagesESP + TFlexPedro Pérez AparicioNo ratings yet
- Specification - Tunnel Waterproofing and Drainage SpecificationDocument33 pagesSpecification - Tunnel Waterproofing and Drainage SpecificationAlhad Panwalkar100% (1)
- EPS System CVL Reference DocumentDocument6 pagesEPS System CVL Reference DocumentAnil KumarNo ratings yet
- A New Marginal Field ApproachDocument3 pagesA New Marginal Field ApproachEko Charnius IlmanNo ratings yet
- XHPHT Flowline DesignDocument10 pagesXHPHT Flowline Designmichael.d.shoge107No ratings yet
- IPTC 10032 The Successful Application of 2000 PCP Wells in Daqing OilfieldDocument11 pagesIPTC 10032 The Successful Application of 2000 PCP Wells in Daqing OilfieldJosé TimanáNo ratings yet
- Brown 2009Document10 pagesBrown 2009hry.lesmanaNo ratings yet
- OMAE2011-49: Qualification of Multi-Composite Hoses For Sts LNG TransferDocument7 pagesOMAE2011-49: Qualification of Multi-Composite Hoses For Sts LNG TransferMuhammad YasinNo ratings yet
- 2A?Djkhkcu: Insulation & LiningsDocument4 pages2A?Djkhkcu: Insulation & LiningsbenssjNo ratings yet
- Flat Pack OverviewDocument3 pagesFlat Pack OverviewMIRCEA1305No ratings yet
- Large Pipe Sizes: 2004 AnnalsDocument9 pagesLarge Pipe Sizes: 2004 AnnalsyasamanNo ratings yet
- OTC 21382 Marginal Fields: Technology Enables Profitability / Marginal Fields and Their ChallengesDocument7 pagesOTC 21382 Marginal Fields: Technology Enables Profitability / Marginal Fields and Their ChallengesFalokid RaboNo ratings yet
- PLET Installation in Deepwater Based On Tension Control and Length ControlDocument13 pagesPLET Installation in Deepwater Based On Tension Control and Length Controlatish_g4100% (1)
- Oct 04 World PipelineDocument0 pagesOct 04 World PipelineBalson VijaishNo ratings yet
- Pipeline Tow MethodDocument25 pagesPipeline Tow Methodctrlaltdestroy100% (1)
- Hot Tapping and Line Stopping - Overview - EPCM HoldingsDocument28 pagesHot Tapping and Line Stopping - Overview - EPCM Holdingsk dharmaNo ratings yet
- OTC-25238-MS Offshore Tandem Loading of LNG - From Idea To System ApprovalDocument12 pagesOTC-25238-MS Offshore Tandem Loading of LNG - From Idea To System Approvalthlim19078656No ratings yet
- CH 11 - IrrigationDocument13 pagesCH 11 - IrrigationRohit BaliNo ratings yet
- OTC 15191 Case History of A 5 Zone Multi-Drop Hydraulic Control Intelligent Offshore Completion in BruneiDocument7 pagesOTC 15191 Case History of A 5 Zone Multi-Drop Hydraulic Control Intelligent Offshore Completion in BruneihuongvieteventNo ratings yet
- Offshore Surveys-Paper No. 02018Document15 pagesOffshore Surveys-Paper No. 02018Winger VelezNo ratings yet
- TRELLINE Catalogue1Document12 pagesTRELLINE Catalogue1A_ValsamisNo ratings yet
- 6 Polley Compabloc FDocument5 pages6 Polley Compabloc FarianaseriNo ratings yet
- Olokola Gas Supply Project Pipeline Feed: Constructability StudyDocument22 pagesOlokola Gas Supply Project Pipeline Feed: Constructability StudyAdvisNo ratings yet
- Coiled-Tubing Drillin PracticeDocument9 pagesCoiled-Tubing Drillin PracticedagingoNo ratings yet
- Pipeline Integrity Management ExternalDocument36 pagesPipeline Integrity Management ExternalJavierfox98100% (6)
- Pipe Line Emergency Repair SystemDocument21 pagesPipe Line Emergency Repair Systememadaz100% (1)
- Method Statement For Plumbing Piping Works Rev 01 PDFDocument46 pagesMethod Statement For Plumbing Piping Works Rev 01 PDFjaianit8980% (5)
- Designguide 4Document16 pagesDesignguide 4Adrian Flores GallardoNo ratings yet
- Riser Flowlines Fpso PartDocument0 pagesRiser Flowlines Fpso PartspacevibesNo ratings yet
- Penajty: Docamedt Design Candu Reactors 52Document18 pagesPenajty: Docamedt Design Candu Reactors 52Muhammad TariqNo ratings yet
- Pro II Tutorial - Rev 9Document15 pagesPro II Tutorial - Rev 9Manikandan SubramanianNo ratings yet
- Holistic Design of HTHP Pipeline: PETRONAS' ExperienceDocument20 pagesHolistic Design of HTHP Pipeline: PETRONAS' ExperienceDimas HaryoNo ratings yet
- FYP QuestionsDocument8 pagesFYP QuestionsSafa HinaiNo ratings yet
- How to prepare Welding Procedures for Oil & Gas PipelinesFrom EverandHow to prepare Welding Procedures for Oil & Gas PipelinesRating: 5 out of 5 stars5/5 (1)
- Carbon Capture and Storage: The Legal Landscape of Climate Change Mitigation TechnologyFrom EverandCarbon Capture and Storage: The Legal Landscape of Climate Change Mitigation TechnologyNo ratings yet
- Chiller Modelos - YK PDFDocument72 pagesChiller Modelos - YK PDFRenanNo ratings yet
- Review of Emissions Test Reports For Emissions Factors Development For Flares and Certain Refinery OperationsDocument84 pagesReview of Emissions Test Reports For Emissions Factors Development For Flares and Certain Refinery OperationsRenanNo ratings yet
- Eg14e PDFDocument512 pagesEg14e PDFRenanNo ratings yet
- Process Safety PresentationDocument23 pagesProcess Safety PresentationRenanNo ratings yet
- Piping - Design - Chemical - Engineering - Robert Kern - Articles 1974 67pDocument67 pagesPiping - Design - Chemical - Engineering - Robert Kern - Articles 1974 67pAna Margarita100% (8)
- Piping - Design - Chemical - Engineering - Robert Kern - Articles 1974 67pDocument67 pagesPiping - Design - Chemical - Engineering - Robert Kern - Articles 1974 67pAna Margarita100% (8)
- Process Safety PresentationDocument28 pagesProcess Safety PresentationRenanNo ratings yet
- Pressure Relief, Flares, Flame Arrestors PDFDocument15 pagesPressure Relief, Flares, Flame Arrestors PDFRenanNo ratings yet
- TI v51 No2 Part1of2 PDFDocument16 pagesTI v51 No2 Part1of2 PDFRenanNo ratings yet
- Waker WatwerDocument31 pagesWaker WatweraeliasgNo ratings yet
- SOP AnnexuresDocument13 pagesSOP AnnexuresKishore KonduruNo ratings yet
- Science 10 - Q2W1Document2 pagesScience 10 - Q2W1John Randolf MalgapoNo ratings yet
- Ajmer Escort Ajmer Escorts Ajmer Call Girls ServiceDocument42 pagesAjmer Escort Ajmer Escorts Ajmer Call Girls Servicesomiya sharmaNo ratings yet
- Ultimate Cheat SHEET - Analysis in RDocument17 pagesUltimate Cheat SHEET - Analysis in RAhmed SamahNo ratings yet
- Activity Guide and Evaluation Rubric - Stage 1 - Course RecognitionDocument6 pagesActivity Guide and Evaluation Rubric - Stage 1 - Course Recognitionjc lozanoNo ratings yet
- MA KR C5 Controller enDocument183 pagesMA KR C5 Controller enAkechai OunsiriNo ratings yet
- Geotechnical EarthquakeDocument4 pagesGeotechnical EarthquakeAnabel Perez CuetoNo ratings yet
- G5MATHQ3 Week 6 CapsletDocument9 pagesG5MATHQ3 Week 6 CapsletReesa SalazarNo ratings yet
- Registration For Online ATAL FDP 20-21Document2 pagesRegistration For Online ATAL FDP 20-21path_of_success3569No ratings yet
- 1 - The Methods of Child PsychologyDocument26 pages1 - The Methods of Child Psychologytitito1No ratings yet
- V2k (Voice To Skull: Download Free PDFDocument43 pagesV2k (Voice To Skull: Download Free PDFLazlo Secret0% (1)
- Eelectron Solutions and MarketsDocument36 pagesEelectron Solutions and MarketsEngineer AccasNo ratings yet
- Art IntegrationDocument58 pagesArt IntegrationShreya VermaNo ratings yet
- Arup Stormwater SolutionsDocument1 pageArup Stormwater SolutionsthedycrisNo ratings yet
- Notes 230408 231600Document98 pagesNotes 230408 231600juliesimons759100% (2)
- Ch. 2 Fractions and DecimalsDocument56 pagesCh. 2 Fractions and DecimalssunilsinghalmathsNo ratings yet
- MERCOLA Military Method For Falling Asleep PDFDocument10 pagesMERCOLA Military Method For Falling Asleep PDFAli MuhammadNo ratings yet
- Approved List Sand Manufacturing: Public Works Department of Crushed Stone UnitsDocument3 pagesApproved List Sand Manufacturing: Public Works Department of Crushed Stone UnitsKvs PoorniNo ratings yet
- 14 StratigraphyDocument5 pages14 StratigraphyHarsh ShahNo ratings yet
- Sectorial Planning VS Integrated PlanningDocument3 pagesSectorial Planning VS Integrated PlanningMuhammad IDREES KHANNo ratings yet
- MulugetaDocument13 pagesMulugetaMilkias MenaNo ratings yet
- Gold Exp B2P U3 Lang Test ADocument2 pagesGold Exp B2P U3 Lang Test AZuza StarońNo ratings yet
- Grade 11 SHS Chemistry Q1 WEEK 1 Module 4 Separation TechniquesDocument12 pagesGrade 11 SHS Chemistry Q1 WEEK 1 Module 4 Separation TechniquesJun DandoNo ratings yet
- CDAM Chapter 4 Middle and Late AdolescenceDocument25 pagesCDAM Chapter 4 Middle and Late AdolescenceShannen GestiadaNo ratings yet
- Learner Guide - Weeks 1-2 - FCT3Document3 pagesLearner Guide - Weeks 1-2 - FCT3Samantha AceroNo ratings yet
- 5 Individual Questions With AnswersDocument31 pages5 Individual Questions With AnswersRoxanne GongobNo ratings yet
- Automatic Crop Protection From Heavy Rainfall and Preserving Rain WaterDocument10 pagesAutomatic Crop Protection From Heavy Rainfall and Preserving Rain WaterVijaya LakshmiNo ratings yet
- Thermal PhysicsDocument6 pagesThermal PhysicsDebojitNo ratings yet