Download as xlsx, pdf, or txt
You might also like
- Esd's No-Evidence Motion For Summary JudgmentDocument18 pagesEsd's No-Evidence Motion For Summary JudgmentDallasObserver100% (1)
- 80010692V01 PDFDocument7 pages80010692V01 PDFdsfghedfhg100% (1)
- CYLINDER - ktmHEAD Lay Out (ALICON)Document4 pagesCYLINDER - ktmHEAD Lay Out (ALICON)vikesh1993No ratings yet
- CB1C006F0Document6 pagesCB1C006F0roshni mehraNo ratings yet
- CB2C010F0Document7 pagesCB2C010F0roshni mehraNo ratings yet
- CS Nipple 21K-62-71310Document1 pageCS Nipple 21K-62-71310Inspirasi Kreasi SejahteraNo ratings yet
- CA0C10000Document8 pagesCA0C10000roshni mehraNo ratings yet
- CB0C050F0Document12 pagesCB0C050F0roshni mehraNo ratings yet
- JRG CapacitorsDocument2 pagesJRG Capacitorsmarina anastasovaNo ratings yet
- Final Inspection - Tata Ace DiscDocument3 pagesFinal Inspection - Tata Ace DiscazadNo ratings yet
- Data Sheet Multilayer Chip Inductor: CL SeriesDocument6 pagesData Sheet Multilayer Chip Inductor: CL SeriesOussama MessaoudiNo ratings yet
- Bevel Gear Formula - MasterDocument191 pagesBevel Gear Formula - Masterer_winwibowo100% (1)
- Pdi Report: JN Engg Works DATE: 1/8/18Document32 pagesPdi Report: JN Engg Works DATE: 1/8/18Anil kumarNo ratings yet
- 2316C79401 FirDocument1 page2316C79401 FirInder SabhrawalNo ratings yet
- Mechanical Tubes Nou Rev1 UpdatatDocument13 pagesMechanical Tubes Nou Rev1 UpdatatGoran DjuricNo ratings yet
- Directional Smart Antenna Array, 4 ColumnDocument1 pageDirectional Smart Antenna Array, 4 ColumnPrakashNo ratings yet
- Glorious Electronics India Private Limited: Sample Inspection ReportDocument2 pagesGlorious Electronics India Private Limited: Sample Inspection ReportYogesh YadavNo ratings yet
- 4.6 Drift Check.Document1 page4.6 Drift Check.vijay kumar yadavNo ratings yet
- DRW 0002Document1 pageDRW 0002karpagavalli NNo ratings yet
- Av02 2228en Ds HLMP Cx1a 2013 05 22-1827913Document13 pagesAv02 2228en Ds HLMP Cx1a 2013 05 22-1827913Daniel PradoNo ratings yet
- Isir - Jaw 121028-00Document2 pagesIsir - Jaw 121028-00rahulkumarqa01No ratings yet
- 2316C79301 FirDocument1 page2316C79301 FirInder SabhrawalNo ratings yet
- Polysonic Pla en v5.3 Tds 20240215Document7 pagesPolysonic Pla en v5.3 Tds 20240215commando.blacklightNo ratings yet
- B82791H15 DatasheetDocument6 pagesB82791H15 DatasheetRojete M. RodriNo ratings yet
- Data Sheet Antena 1Document7 pagesData Sheet Antena 1Miguel Angel Lara RochaNo ratings yet
- 6-Port Antenna Frequency Range Dual Polarization HPBW Adjust. Electr. DTDocument9 pages6-Port Antenna Frequency Range Dual Polarization HPBW Adjust. Electr. DTcmsd01No ratings yet
- Shaft Selector and Shifting (5841 2671 7909) ..Document11 pagesShaft Selector and Shifting (5841 2671 7909) ..Sourabh PradhanNo ratings yet
- Odi2-065r17m18jj02-Gq V1 DS 3-0-4Document3 pagesOdi2-065r17m18jj02-Gq V1 DS 3-0-4jacunaNo ratings yet
- 1 1720BL15B0050-1519232 PDFDocument5 pages1 1720BL15B0050-1519232 PDFrakeeNo ratings yet
- TVRDocument28 pagesTVRAnonymous 2uGo65hytNo ratings yet
- Uji GeserDocument1 pageUji GeserMachpud SagapNo ratings yet
- MTS924# 2g2u2s4tdp-21Document4 pagesMTS924# 2g2u2s4tdp-21glukkerNo ratings yet
- Pdi Report: JN Engg Works DATE: 29/8/18Document31 pagesPdi Report: JN Engg Works DATE: 29/8/18Anil kumarNo ratings yet
- Reel Dimensions Units: MM: T Max G N Min D Min A (13") A (7") C Tape B MinDocument1 pageReel Dimensions Units: MM: T Max G N Min D Min A (13") A (7") C Tape B MinagrajitNo ratings yet
- Flange DrawingDocument1 pageFlange DrawingM-NazimNo ratings yet
- RmspecDocument1 pageRmspecSajjad HussainNo ratings yet
- B3J Hinged Tactile Switch: Ordering InformationDocument3 pagesB3J Hinged Tactile Switch: Ordering InformationMuhamad PriyatnaNo ratings yet
- Ee6790 PDFDocument3 pagesEe6790 PDFEdinson Ariel Chavarro Quintero100% (1)
- PP-R Pipes & Fittings: Technical CatalogueDocument24 pagesPP-R Pipes & Fittings: Technical CataloguevictorNo ratings yet
- Capxon (Radial) 2011 GS (GR) SeriesDocument4 pagesCapxon (Radial) 2011 GS (GR) Serieshes545No ratings yet
- NIC Components NRE-HDocument6 pagesNIC Components NRE-HNICCompNo ratings yet
- Varistores TVRDocument28 pagesVaristores TVRIdeax SolucionesNo ratings yet
- Triple-Band Panel Frequency Range HPBW 80010864Document2 pagesTriple-Band Panel Frequency Range HPBW 80010864Mert AkdedeNo ratings yet
- Odi2-065r16mjj02-Q V2 DS 1-0-0Document3 pagesOdi2-065r16mjj02-Q V2 DS 1-0-0jacuna100% (1)
- Vulcan Core Industries: Sample Inspection CertificateDocument1 pageVulcan Core Industries: Sample Inspection CertificateazadNo ratings yet
- Checking Aids: SBCT Industries LLPDocument1 pageChecking Aids: SBCT Industries LLPSBCT QCNo ratings yet
- NIC Components NRE-LS SeriesDocument5 pagesNIC Components NRE-LS SeriesNICCompNo ratings yet
- 164-01-01-007 Locating Pin - Dia 2.8Document1 page164-01-01-007 Locating Pin - Dia 2.8cawojNo ratings yet
- Ee239 - Eec - NF - dne-DTLY SMDocument1 pageEe239 - Eec - NF - dne-DTLY SMnynigcNo ratings yet
- CDRH74Document5 pagesCDRH74Reza RezaNo ratings yet
- Specification For Approval: Shenzhen CND-TEK Industrial Co.,LtdDocument4 pagesSpecification For Approval: Shenzhen CND-TEK Industrial Co.,LtdLeonardo Armando RomeroNo ratings yet
- Part Name:-Bottom Cap PART NO.:-1501500100Document4 pagesPart Name:-Bottom Cap PART NO.:-1501500100Prakash kumarTripathiNo ratings yet
- 164-01-01-000 Locating PinsDocument2 pages164-01-01-000 Locating PinscawojNo ratings yet
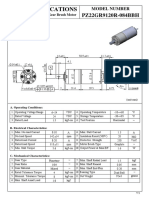
- ET-SGM37FE-1222 (20170810003-H16035) ModelDocument1 pageET-SGM37FE-1222 (20170810003-H16035) Modelruta0405No ratings yet
- Tvt1 RPK: Special Purpose TerminalDocument1 pageTvt1 RPK: Special Purpose TerminalEhsan PoravarNo ratings yet
- EP50S Series: Diameter Ø50mm Shaft Type Absolute Rotary EncoderDocument5 pagesEP50S Series: Diameter Ø50mm Shaft Type Absolute Rotary EncoderEeeeeNo ratings yet
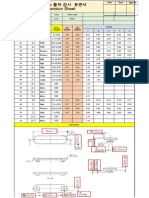
- DM3 KNOB 출하검사 표준서Document4 pagesDM3 KNOB 출하검사 표준서cuong ngoNo ratings yet
- 80010768Document11 pages80010768ArmanNo ratings yet
- Inspection Report: AcceptedDocument2 pagesInspection Report: AcceptedAkash DangatNo ratings yet
- Outdoor Directional Dual-Band Antenna: ODV2-065R16J-G V1Document2 pagesOutdoor Directional Dual-Band Antenna: ODV2-065R16J-G V1ИгорьNo ratings yet
- BS 957-2008Document11 pagesBS 957-2008diegoNo ratings yet
- Obdprog mt401 Pro Mileage Correction ToolDocument6 pagesObdprog mt401 Pro Mileage Correction ToolYounes YounesNo ratings yet
- Monitoring and Evaluation of Learner Progress and AchievementDocument90 pagesMonitoring and Evaluation of Learner Progress and AchievementBONA SILOYNo ratings yet
- TST-Swan Martin PDFDocument15 pagesTST-Swan Martin PDFRini SartiniNo ratings yet
- Step by Step GuideDocument5 pagesStep by Step GuideSourav SahaNo ratings yet
- Utility CatalogDocument40 pagesUtility CatalogMilagros Mercedes Olmos CervantesNo ratings yet
- Rubi Vs Provincial BoardDocument2 pagesRubi Vs Provincial BoardJc AraojoNo ratings yet
- Basic Acco FinalsDocument10 pagesBasic Acco FinalsZek DannugNo ratings yet
- Exercise 13 - Hand and Power ToolsDocument3 pagesExercise 13 - Hand and Power ToolsDzenrhe ParanNo ratings yet
- Chapter 1, Unit 1, Pharmacy Practice, B Pharmacy 7th Sem, Carewell PharmaDocument8 pagesChapter 1, Unit 1, Pharmacy Practice, B Pharmacy 7th Sem, Carewell PharmaPranav SinghNo ratings yet
- IAR 78K0 Assembler ReferenceDocument169 pagesIAR 78K0 Assembler ReferencecybergibbonsNo ratings yet
- Convection and Radiation Heat TransferDocument14 pagesConvection and Radiation Heat TransferSalman ShalwaniNo ratings yet
- 6.stored Functions (Main Notes)Document5 pages6.stored Functions (Main Notes)Lakshman KumarNo ratings yet
- SDLC ModelDocument11 pagesSDLC Modeladititech724No ratings yet
- Confirmatory Factor AnalysisDocument38 pagesConfirmatory Factor AnalysisNaqash JuttNo ratings yet
- 2017 Rochester Business Hall of FameDocument24 pages2017 Rochester Business Hall of FameMichael DuntzNo ratings yet
- Foundary Technology Questions With AnswersDocument2 pagesFoundary Technology Questions With Answerskaluagrawa100% (1)
- Digital Marketing Strategy and Marketing Mix UploadDocument39 pagesDigital Marketing Strategy and Marketing Mix UploadAmisha LalNo ratings yet
- Kehidupan Masyarakat Kelurahan Sekaran TAHUN 1990-2002Document7 pagesKehidupan Masyarakat Kelurahan Sekaran TAHUN 1990-2002Viona WidyaNo ratings yet
- Stepless Drive-1Document3 pagesStepless Drive-1Mehul BawaNo ratings yet
- Chapter 6 PowerpointDocument32 pagesChapter 6 Powerpointsabin katwalNo ratings yet
- Fortuner 15ym Spec Sheets - FinalDocument7 pagesFortuner 15ym Spec Sheets - Finalapi-3748395No ratings yet
- ZTE 5G Core Network Technology Trend White PaperDocument31 pagesZTE 5G Core Network Technology Trend White Paperlikamele100% (1)
- BU3-ENV-SOP-010 (01) Waste ManagementDocument25 pagesBU3-ENV-SOP-010 (01) Waste ManagementJoel Osteen RondonuwuNo ratings yet
- AMT49413 DatasheetDocument21 pagesAMT49413 DatasheetShubham PanchbhaiNo ratings yet
- Laccase EnzymeDocument12 pagesLaccase EnzymeAnwar DanishNo ratings yet
- PUBLIC Order For Preparation Release of Transcript Record of Grand JuryDocument4 pagesPUBLIC Order For Preparation Release of Transcript Record of Grand Jurykc wildmoon100% (1)
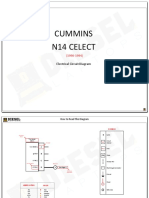
- Cummins N14 Celect: Electrical Circuit DiagramDocument9 pagesCummins N14 Celect: Electrical Circuit DiagramDiego Lira100% (1)
- Lemon BatteryDocument6 pagesLemon BatteryMohammed AsifNo ratings yet