Download as doc, pdf, or txt
You might also like
- Wahl Deluxe Rechargeable Trimmer Model 9865 1401 Groomer Ear Nose Eyebrow Users Guide Owners ManualDocument9 pagesWahl Deluxe Rechargeable Trimmer Model 9865 1401 Groomer Ear Nose Eyebrow Users Guide Owners ManualGreg Johnson100% (1)
- Design Calculations For Snap Fit Joints in Plastic Parts Ticona PDFDocument30 pagesDesign Calculations For Snap Fit Joints in Plastic Parts Ticona PDFSuteu Ionel100% (1)
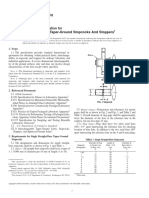
- Design of Tension Circular Flange Joints in Tubular StructuresDocument9 pagesDesign of Tension Circular Flange Joints in Tubular StructuresAnonymous tmRaHhNo ratings yet
- Bending Strength of Steel Bracket and Splice PlatesDocument10 pagesBending Strength of Steel Bracket and Splice PlatesgorgonoidemarcoNo ratings yet
- Procedures For Rotational Capacity Testing For High Strength BoltsDocument12 pagesProcedures For Rotational Capacity Testing For High Strength BoltsAGnes Stephani MuntheNo ratings yet
- Procedures For Rotational Capacity Testing of Galvanized ASTM A325 ..Document14 pagesProcedures For Rotational Capacity Testing of Galvanized ASTM A325 ..Sayed Diab AlsayedNo ratings yet
- DTI Install ProcedureDocument7 pagesDTI Install ProcedureStalwart Technosource India Pvt Ltd.No ratings yet
- TX Dot RocapDocument9 pagesTX Dot RocapIFIdocsNo ratings yet
- P-19-83 (Steel Nuts & Bolts)Document14 pagesP-19-83 (Steel Nuts & Bolts)Sarmad HussainNo ratings yet
- Ezin Manual (0311)Document19 pagesEzin Manual (0311)alpe22No ratings yet
- Pag. 47 A 52 Tabla de Pretensionado en Pernos de Alta ResistenciaDocument6 pagesPag. 47 A 52 Tabla de Pretensionado en Pernos de Alta ResistenciaHéctor Aníbal RodríguezNo ratings yet
- Is 4000 High Strength Bolts in Steel Structures-Code of Prac.183134814Document15 pagesIs 4000 High Strength Bolts in Steel Structures-Code of Prac.183134814Narayan RoyNo ratings yet
- 8 6 10 Horizontal Manual Pole Assembly and Installation For Base Plate Mounted Utility PolesDocument5 pages8 6 10 Horizontal Manual Pole Assembly and Installation For Base Plate Mounted Utility Polesudaykiranorange1986No ratings yet
- E190 1044228-1Document4 pagesE190 1044228-1mantra2010No ratings yet
- Procedure For Wrench Calibration and Snug TighteningDocument5 pagesProcedure For Wrench Calibration and Snug TighteningWNo ratings yet
- Model MS ManualsDocument15 pagesModel MS ManualsbarrettshawnNo ratings yet
- DISC-O-FLEX COUPLING Installations& InstructionsDocument14 pagesDISC-O-FLEX COUPLING Installations& InstructionsbederinadmlNo ratings yet
- Cap562 999Document213 pagesCap562 999DavidGarcíaNo ratings yet
- Caterpillar 3508, 3508B, 3508CDocument11 pagesCaterpillar 3508, 3508B, 3508CGazNo ratings yet
- Connecting Rod - Inspect: Shutdown SIS Previous ScreenDocument4 pagesConnecting Rod - Inspect: Shutdown SIS Previous ScreenbejoythomasNo ratings yet
- ASTM E190 Doblamiento Guiado SoldaduraDocument3 pagesASTM E190 Doblamiento Guiado Soldadurapatmos666No ratings yet
- Chapter 3c Screwed JointsDocument17 pagesChapter 3c Screwed JointsAdugna GosaNo ratings yet
- Guided Bend Test For Ductility of WeldsDocument3 pagesGuided Bend Test For Ductility of WeldsErlinawati Bintu SupiyoNo ratings yet
- TD981014Document10 pagesTD981014Flavio SanchezNo ratings yet
- 13-BCIS High Strength Bolts 2018Document55 pages13-BCIS High Strength Bolts 2018balamuruganNo ratings yet
- Machinery Vibration Related To Poor Bolting PracticesDocument24 pagesMachinery Vibration Related To Poor Bolting PracticesBitbitterNo ratings yet
- 30) - Overall, Abou-Zidan and Liu (2015) Concluded That The AISC Design Method (2011) ProvidesDocument5 pages30) - Overall, Abou-Zidan and Liu (2015) Concluded That The AISC Design Method (2011) Providesmn4webNo ratings yet
- Power-Lock Splice Kit 261821: Instructions - PartsDocument4 pagesPower-Lock Splice Kit 261821: Instructions - Partsyon naNo ratings yet
- Manual Tong WTMDocument45 pagesManual Tong WTMYuliana Andrea Zapata Rubio100% (1)
- Me331-Design of Machine Elements Unit Iii Design of Fasteners and JointsDocument21 pagesMe331-Design of Machine Elements Unit Iii Design of Fasteners and JointsMuthuvel MNo ratings yet
- DisassemblyDocument8 pagesDisassemblyEdson CRNo ratings yet
- Introducing The Airbrake: Moore Fans Anti Windmilling DeviceDocument5 pagesIntroducing The Airbrake: Moore Fans Anti Windmilling DevicedfmolinaNo ratings yet
- ME3270 Strain Measurement PRDocument7 pagesME3270 Strain Measurement PRRajeshNo ratings yet
- A 66 - 87 R95 Qty2lvjfra - PDFDocument5 pagesA 66 - 87 R95 Qty2lvjfra - PDFfekihassanNo ratings yet
- Lab 1 SHAFT CRACKDocument13 pagesLab 1 SHAFT CRACKNatNo ratings yet
- Northwest: Maintenance Manual DC9Document10 pagesNorthwest: Maintenance Manual DC9Erik Joan Quiroga RamirezNo ratings yet
- Anchor Bolt s449Document3 pagesAnchor Bolt s449robert_candra_tarunaNo ratings yet
- Draftguard Anti-Rotation Device Installation and Maintenance InstructionsDocument7 pagesDraftguard Anti-Rotation Device Installation and Maintenance InstructionsFarzadNo ratings yet
- Assembly and Tensioning of High Strength Bolts andDocument14 pagesAssembly and Tensioning of High Strength Bolts andKirtichandraKomarrajuNo ratings yet
- Bryan : England. Printed in Great BritainDocument24 pagesBryan : England. Printed in Great BritainSohini MishraNo ratings yet
- Collar Bolts: in Shell and Tube Heat ExchangersDocument2 pagesCollar Bolts: in Shell and Tube Heat ExchangersMahdi Hocine100% (1)
- Collar BoltsDocument2 pagesCollar BoltsMahdi HocineNo ratings yet
- Collar Bolts: in Shell and Tube Heat ExchangersDocument2 pagesCollar Bolts: in Shell and Tube Heat ExchangersMahdi HocineNo ratings yet
- CH 7 Simple Beam End Connections-9-13Document60 pagesCH 7 Simple Beam End Connections-9-13JakesNo ratings yet
- Internal Assessment Test 2Document15 pagesInternal Assessment Test 2Don bhauNo ratings yet
- Internal Assessment Test 2Document15 pagesInternal Assessment Test 2Don bhauNo ratings yet
- On A/C FSN AllDocument8 pagesOn A/C FSN Allyesid caceres morantesNo ratings yet
- Guided Bend Test For Ductility of Weld (ASTM E 190-92Document4 pagesGuided Bend Test For Ductility of Weld (ASTM E 190-92adel0% (1)
- ATDMS Seminar ReportDocument11 pagesATDMS Seminar ReportBenoy BenjaminNo ratings yet
- BS 1881 Part 120 83Document8 pagesBS 1881 Part 120 83tss13723100% (1)
- E 675 Â " 02 - RTY3NQDocument10 pagesE 675 Â " 02 - RTY3NQhans ccNo ratings yet
- Astm C368 - 88 (2011)Document4 pagesAstm C368 - 88 (2011)anuarNo ratings yet
- Manual Durometro DigitalDocument21 pagesManual Durometro DigitalJaimeBernalSanchezNo ratings yet
- Friction Type Connections FullDocument64 pagesFriction Type Connections FullmohammedNo ratings yet
- Es 9-54 Fastener Installation and Torque ValuesDocument33 pagesEs 9-54 Fastener Installation and Torque ValuesCarlosFernandoMondragonDominguezNo ratings yet
- ROTOFLEXI Couplings: Operating Instruction Valid For Type G and GNDocument8 pagesROTOFLEXI Couplings: Operating Instruction Valid For Type G and GNIzzi Al-AkbarNo ratings yet
- Connection Design Standards: Document No: Cds-1 Second Edition Date: December 9, 2005Document47 pagesConnection Design Standards: Document No: Cds-1 Second Edition Date: December 9, 2005Rajesh Jellelu100% (6)
- Alphabelt S3200: Radius BeltsDocument2 pagesAlphabelt S3200: Radius BeltsZoran DanilovNo ratings yet
- ESG Service Information: GeneralDocument4 pagesESG Service Information: GeneralHectorFalconLlenderrozosNo ratings yet
- Cambridge International Advanced Subsidiary and Advanced LevelDocument4 pagesCambridge International Advanced Subsidiary and Advanced LevelngenziianNo ratings yet
- Tea 1995Document38 pagesTea 1995titho2scNo ratings yet
- Brosnan y Sun PDFDocument14 pagesBrosnan y Sun PDFSandra KristellNo ratings yet
- PYL101 QM Lecture 6Document16 pagesPYL101 QM Lecture 6mukeshNo ratings yet
- MSQH Surveyor Handbook 5th EditionDocument64 pagesMSQH Surveyor Handbook 5th EditionSuhaime UEMNo ratings yet
- Specific and Non Specific DimersDocument6 pagesSpecific and Non Specific DimersDattu AbhiNo ratings yet
- Ambulance Tracking - Patient Status Monitoring and Read Clearance System - PDFDocument3 pagesAmbulance Tracking - Patient Status Monitoring and Read Clearance System - PDFosamasiddNo ratings yet
- Updated Accomplishment ReportDocument6 pagesUpdated Accomplishment ReportJessel YaraNo ratings yet
- A Review: Speed Control of Brushless DC Motor: December 2017Document7 pagesA Review: Speed Control of Brushless DC Motor: December 2017Gopu MayyalaNo ratings yet
- Rocker Arm & Valve Train Geometry - Circle Track Magazine All PagesDocument5 pagesRocker Arm & Valve Train Geometry - Circle Track Magazine All PagesDinesh Kumar SNo ratings yet
- Sixteen - What Now? AnswersDocument4 pagesSixteen - What Now? AnswersAdrián RedalNo ratings yet
- OCR, GFR, Auto RecloseDocument61 pagesOCR, GFR, Auto Reclosedamas csNo ratings yet
- Part 3 Energy, Head and Bernoulli's EquationDocument5 pagesPart 3 Energy, Head and Bernoulli's EquationJoren HuernoNo ratings yet
- Entrep 10 Activity 1Document4 pagesEntrep 10 Activity 1Ma'am JeeNo ratings yet
- White Paper A I Ops Use Cases 1563909601853Document4 pagesWhite Paper A I Ops Use Cases 1563909601853Janer GraciaNo ratings yet
- Pump Training Fluor-Part I - PESDocument66 pagesPump Training Fluor-Part I - PESrenzolonardiNo ratings yet
- Early Childhood DevelopmentDocument100 pagesEarly Childhood DevelopmentJoviner Yabres LactamNo ratings yet
- RF Antenna (Radio) : TerminologyDocument19 pagesRF Antenna (Radio) : TerminologyAnshu JhaNo ratings yet
- Exploring Arcobjects PDFDocument2 pagesExploring Arcobjects PDFElenaNo ratings yet
- 20bce7453 Matlab12 1Document5 pages20bce7453 Matlab12 1PranavNo ratings yet
- Laxamana Ces32s3 Ce408 Report1Document20 pagesLaxamana Ces32s3 Ce408 Report1Patricia DantesNo ratings yet
- Mobile Phones - The Effect of Its Presence On Learning and MemoryDocument12 pagesMobile Phones - The Effect of Its Presence On Learning and MemoryJohana VangchhiaNo ratings yet
- Better Solutions For Trade and ExportDocument3 pagesBetter Solutions For Trade and ExportAjdeLSNo ratings yet
- Holistic DevelopmentDocument24 pagesHolistic DevelopmentMary Rose LlamasNo ratings yet
- Class XIDocument68 pagesClass XIKsNo ratings yet
- Hydroline Breather FSB TB 130417Document3 pagesHydroline Breather FSB TB 130417Arun GeorgeNo ratings yet
- Spring Loaded ConnectorDocument11 pagesSpring Loaded ConnectorAnonymous ZZmZC8Loq0No ratings yet
- Changing Landforms BookDocument14 pagesChanging Landforms Bookapi-298672230No ratings yet
- Healthstream - SwetaDocument3 pagesHealthstream - Swetaapi-608195339No ratings yet