Download as pdf or txt
You might also like
- Astm F 136Document5 pagesAstm F 136Rafael Scatolin100% (1)
- C++ Cheat SheetDocument9 pagesC++ Cheat SheetAddele CruzNo ratings yet
- A565A565M-10 Standard Specification For Martensitic Stainless Steel Bars For High - Temperature ServiceDocument4 pagesA565A565M-10 Standard Specification For Martensitic Stainless Steel Bars For High - Temperature Servicetjt47790% (1)
- 2052 9001 040 - Osd2 02Document180 pages2052 9001 040 - Osd2 02babubhaiyya4211No ratings yet
- Design of Machine ElementsDocument150 pagesDesign of Machine Elementsguru prasad100% (2)
- PDFsam - B 364 - 96 (2009)Document3 pagesPDFsam - B 364 - 96 (2009)mike.jensen0581No ratings yet
- Astm F560-17 RedlineDocument5 pagesAstm F560-17 RedlineShani GeanNo ratings yet
- A494.1615228-1Document7 pagesA494.1615228-1Prasanth mayakkannanNo ratings yet
- Astm B860Document3 pagesAstm B860EvelynNo ratings yet
- Astm A494-A494m-17Document7 pagesAstm A494-A494m-17Gabriel Perez CruzNo ratings yet
- Low-Carbon Magnetic Iron: Standard Specification ForDocument8 pagesLow-Carbon Magnetic Iron: Standard Specification Forrobert gridleyNo ratings yet
- 201606051149033556Document7 pages201606051149033556AliNo ratings yet
- A250A250MDocument4 pagesA250A250Mrgimiranda.engNo ratings yet
- B 958 - B 958M - 08e1Document5 pagesB 958 - B 958M - 08e1karamsec2023No ratings yet
- Low-Carbon Nickel-Chromium-Molybdenum, Low-Carbon Nickel-Molybdenum-Chromium-Tantalum, Low-Carbon Nickel-Chromium-Molybdenum-Copper, and Low-Carbon Nickel-Chromium-Molybdenum-Tungsten Alloy RodDocument4 pagesLow-Carbon Nickel-Chromium-Molybdenum, Low-Carbon Nickel-Molybdenum-Chromium-Tantalum, Low-Carbon Nickel-Chromium-Molybdenum-Copper, and Low-Carbon Nickel-Chromium-Molybdenum-Tungsten Alloy RodiyamNo ratings yet
- PDFsam - B 367 - 13Document6 pagesPDFsam - B 367 - 13mike.jensen0581No ratings yet
- Astm B387Document4 pagesAstm B387raulNo ratings yet
- A732A732MDocument6 pagesA732A732MAnderson TadeuNo ratings yet
- Welded UNS N08120, UNS N08800, UNS N08810, and UNS N08811 Alloy TubesDocument3 pagesWelded UNS N08120, UNS N08800, UNS N08810, and UNS N08811 Alloy TubesRed RedNo ratings yet
- F 560 - 98 - Rju2mc1sruqDocument5 pagesF 560 - 98 - Rju2mc1sruqAdrian GonzalezNo ratings yet
- A494Document7 pagesA494Prakash MakadiaNo ratings yet
- A240m 14Document14 pagesA240m 14AFQBAVQ2EFCQF31FNo ratings yet
- ASTM A848-01 (Reapproved 2011)Document6 pagesASTM A848-01 (Reapproved 2011)amh.fpdNo ratings yet
- ASTM B505-B505M-12 Standard Specification For Cooper Alloy Continuous CastingsDocument10 pagesASTM B505-B505M-12 Standard Specification For Cooper Alloy Continuous CastingsAarón Escorza MistránNo ratings yet
- B 367 - 93 R98 Qjm2ny05m1i5oaDocument5 pagesB 367 - 93 R98 Qjm2ny05m1i5oaHéctor NossaNo ratings yet
- A231A231M-10 Standard Specification For Chromium-Vanadium Alloy Steel Spring WireDocument4 pagesA231A231M-10 Standard Specification For Chromium-Vanadium Alloy Steel Spring Wiretjt4779No ratings yet
- A581A581M-95b (2014) Standard Specification For Free-Machining Stainless Steel Wire and Wire RodsDocument3 pagesA581A581M-95b (2014) Standard Specification For Free-Machining Stainless Steel Wire and Wire Rodstjt4779No ratings yet
- Extra-High-Strength and Ultra-High-Strength Class A Zinc-5% Aluminum-Mischmetal Alloy-Coated Steel Core Wire For Use in Overhead Electrical ConductorsDocument5 pagesExtra-High-Strength and Ultra-High-Strength Class A Zinc-5% Aluminum-Mischmetal Alloy-Coated Steel Core Wire For Use in Overhead Electrical ConductorsSofia YuliNo ratings yet
- Astm A240 A240m 2011Document13 pagesAstm A240 A240m 2011Jesse ChenNo ratings yet
- High-Strength Carbon-Manganese Steel of Structural Quality: Standard Specification ForDocument3 pagesHigh-Strength Carbon-Manganese Steel of Structural Quality: Standard Specification ForSama UmateNo ratings yet
- Chromium and Chromium-Nickel Stainless Steel Plate, Sheet, and Strip For Pressure Vessels and For General ApplicationsDocument14 pagesChromium and Chromium-Nickel Stainless Steel Plate, Sheet, and Strip For Pressure Vessels and For General Applicationsmohamed senoussiNo ratings yet
- ASTM A 240 2015b, Standard SpecificationDocument14 pagesASTM A 240 2015b, Standard SpecificationAyyappa k cNo ratings yet
- A498Document13 pagesA498rgi178No ratings yet
- Astm A240-A240mDocument14 pagesAstm A240-A240mCelia100% (1)
- A887-89 (2014) Standard Specification For Borated Stainless Steel Plate, Sheet, and Strip For Nuclear ApplicationDocument4 pagesA887-89 (2014) Standard Specification For Borated Stainless Steel Plate, Sheet, and Strip For Nuclear Applicationtjt4779No ratings yet
- Astm A395-1999 (2018)Document8 pagesAstm A395-1999 (2018)senthil selvarajNo ratings yet
- Vacuum-Treated Carbon and Alloy Steel Forgings For Turbine Rotors and ShaftsDocument7 pagesVacuum-Treated Carbon and Alloy Steel Forgings For Turbine Rotors and Shaftsalucard375No ratings yet
- PDFsam - B 392 - 09e1Document4 pagesPDFsam - B 392 - 09e1mike.jensen0581No ratings yet
- A732a732m 12247Document6 pagesA732a732m 12247Ilham PaneNo ratings yet
- ASTM A395 A395M 99 (Reapproved 2018) Standard Specification For Ferritic Ductile Iron Pressure-Retaining Castings For Use at Elevated TemperaturesDocument8 pagesASTM A395 A395M 99 (Reapproved 2018) Standard Specification For Ferritic Ductile Iron Pressure-Retaining Castings For Use at Elevated Temperaturesmarcio de rossiNo ratings yet
- PDFsam - B 425 - 11Document5 pagesPDFsam - B 425 - 11mike.jensen0581No ratings yet
- PDFsam - B 391 - 09e1Document3 pagesPDFsam - B 391 - 09e1mike.jensen0581No ratings yet
- Nickel-Chromium-Iron-Molybdenum-Copper Alloy Rod: Standard Specification ForDocument4 pagesNickel-Chromium-Iron-Molybdenum-Copper Alloy Rod: Standard Specification ForLemir LopezNo ratings yet
- Standard Specification For: Designation: B574 17Document6 pagesStandard Specification For: Designation: B574 17raulNo ratings yet
- Copper Alloy Continuous Castings: Standard Specification ForDocument9 pagesCopper Alloy Continuous Castings: Standard Specification ForRed RedNo ratings yet
- Astm B446-08Document5 pagesAstm B446-08Srinivasan KrishnamoorthyNo ratings yet
- Astm A992 - A992m - 22Document3 pagesAstm A992 - A992m - 22reza acbari0% (1)
- Vacuum-Treated Carbon and Alloy Steel Forgings For Turbine Rotors and ShaftsDocument7 pagesVacuum-Treated Carbon and Alloy Steel Forgings For Turbine Rotors and Shaftsseptian dwi cahyoNo ratings yet
- High Strength Steel Castings in Heavy Sections: Standard Specification ForDocument5 pagesHigh Strength Steel Castings in Heavy Sections: Standard Specification ForDarwin DarmawanNo ratings yet
- Welded, Unannealed Austenitic Stainless Steel Tubular ProductsDocument4 pagesWelded, Unannealed Austenitic Stainless Steel Tubular ProductsDarwin DarmawanNo ratings yet
- B 367 - 93 R04 QJM2NWDocument5 pagesB 367 - 93 R04 QJM2NWHéctor NossaNo ratings yet
- ASTM B803 2008 (Reapproved 2016)Document4 pagesASTM B803 2008 (Reapproved 2016)Hojjat Doosti BazneshinNo ratings yet
- A992a992m 11 (2015)Document2 pagesA992a992m 11 (2015)Ronny MorenoNo ratings yet
- 3.5 Astm-F67-13Document6 pages3.5 Astm-F67-13Pablo CostNo ratings yet
- High-Strength Zinc-5 % Aluminum-Mischmetal Alloy-Coated Steel Core Wire For Use in Overhead Electrical ConductorsDocument4 pagesHigh-Strength Zinc-5 % Aluminum-Mischmetal Alloy-Coated Steel Core Wire For Use in Overhead Electrical ConductorsHanh-Trang DangNo ratings yet
- A 250 Â " A 250M Â " 95 R01 QTI1MC9BMJUWTS1SRUQDocument7 pagesA 250 Â " A 250M Â " 95 R01 QTI1MC9BMJUWTS1SRUQCynthia GutierrezNo ratings yet
- High-Strength Carbon-Manganese Steel of Structural Quality: Standard Specification ForDocument3 pagesHigh-Strength Carbon-Manganese Steel of Structural Quality: Standard Specification Forprajakt_pieNo ratings yet
- Wrought 18Chromium-14Nickel-2.5Molybdenum Stainless Steel Sheet and Strip For Surgical Implants (UNS S31673)Document5 pagesWrought 18Chromium-14Nickel-2.5Molybdenum Stainless Steel Sheet and Strip For Surgical Implants (UNS S31673)Rob GridleyNo ratings yet
- B574 Plfy402430879val PDFDocument6 pagesB574 Plfy402430879val PDFCarlosIkedaNo ratings yet
- A401A401M-10 Standard Specification For Steel Wire, Chromium-Silicon AlloyDocument4 pagesA401A401M-10 Standard Specification For Steel Wire, Chromium-Silicon Alloytjt4779No ratings yet
- F136 17355 PDFDocument5 pagesF136 17355 PDFmmorozoNo ratings yet
- PDFsam - B 447 - 12aDocument10 pagesPDFsam - B 447 - 12amike.jensen0581No ratings yet
- PDFsam - B 424 - 11 (2016)Document4 pagesPDFsam - B 424 - 11 (2016)mike.jensen0581No ratings yet
- PDFsam - B 393 - 09e1Document6 pagesPDFsam - B 393 - 09e1mike.jensen0581No ratings yet
- PDFsam - B 401 - 12 (2016)Document5 pagesPDFsam - B 401 - 12 (2016)mike.jensen0581No ratings yet
- PDFsam - B 418 - 16aDocument3 pagesPDFsam - B 418 - 16amike.jensen0581No ratings yet
- PDFsam - B 416 - 98 (2013)Document4 pagesPDFsam - B 416 - 98 (2013)mike.jensen0581No ratings yet
- PDFsam - B 417 - 13Document3 pagesPDFsam - B 417 - 13mike.jensen0581No ratings yet
- PDFsam - B 423 - 11 (2016)Document4 pagesPDFsam - B 423 - 11 (2016)mike.jensen0581No ratings yet
- PDFsam - B 422 - B 422M - 15Document5 pagesPDFsam - B 422 - B 422M - 15mike.jensen0581No ratings yet
- PDFsam - B 400 - B 400M - 14Document6 pagesPDFsam - B 400 - B 400M - 14mike.jensen0581No ratings yet
- PDFsam - B 390 - 92 (2006)Document4 pagesPDFsam - B 390 - 92 (2006)mike.jensen0581No ratings yet
- PDFsam - B 379 - 11Document5 pagesPDFsam - B 379 - 11mike.jensen0581No ratings yet
- PDFsam - B 386 - 03 (2011)Document5 pagesPDFsam - B 386 - 03 (2011)mike.jensen0581No ratings yet
- PDFsam - B 380 - 97 (2013)Document3 pagesPDFsam - B 380 - 97 (2013)mike.jensen0581No ratings yet
- PDFsam - B 389 - 81 (2016)Document4 pagesPDFsam - B 389 - 81 (2016)mike.jensen0581No ratings yet
- PDFsam - B 374 - 06 (2011)Document10 pagesPDFsam - B 374 - 06 (2011)mike.jensen0581No ratings yet
- PDFsam - B 366 - B 366M - 16Document9 pagesPDFsam - B 366 - B 366M - 16mike.jensen0581No ratings yet
- PDFsam - B 371 - B 371M - 15Document4 pagesPDFsam - B 371 - B 371M - 15mike.jensen0581No ratings yet
- PDFsam - B 363 - 14Document4 pagesPDFsam - B 363 - 14mike.jensen0581No ratings yet
- PDFsam - B 367 - 13Document6 pagesPDFsam - B 367 - 13mike.jensen0581No ratings yet
- PDFsam - B 361 - 16Document5 pagesPDFsam - B 361 - 16mike.jensen0581No ratings yet
- PDFsam - B 360 - 15Document5 pagesPDFsam - B 360 - 15mike.jensen0581No ratings yet
- PDFsam - B 49 - 16Document8 pagesPDFsam - B 49 - 16mike.jensen0581No ratings yet
- FT Aeroterme Systemair PDFDocument20 pagesFT Aeroterme Systemair PDFCrisTimNo ratings yet
- Practical Experience Gained From Dissolved Gas Analysis at An Aluminium Smelter - Eurotehcon2011-PresentationDocument42 pagesPractical Experience Gained From Dissolved Gas Analysis at An Aluminium Smelter - Eurotehcon2011-PresentationK.RamachandranNo ratings yet
- 3D Router CarverDocument8 pages3D Router CarverWilder Navarro MattosNo ratings yet
- Spur GearsDocument8 pagesSpur GearstopjobNo ratings yet
- EN1090 EngtipsDocument3 pagesEN1090 EngtipssoulsellNo ratings yet
- Info Uphx710b SMDDocument8 pagesInfo Uphx710b SMDsameersutane03No ratings yet
- Semi Custom Standard Featues GuideDocument9 pagesSemi Custom Standard Featues GuidebiancaCandreeaNo ratings yet
- Optimum Selection of Variable Punch-Die Clearance To Improve Tool Life in Blanking Non-Symmetric ShapesDocument10 pagesOptimum Selection of Variable Punch-Die Clearance To Improve Tool Life in Blanking Non-Symmetric ShapesMatheus William CesarNo ratings yet
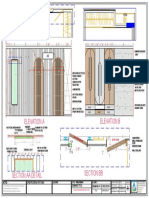
- Bedroom Elevation A & B Sanjaybhai RoomDocument1 pageBedroom Elevation A & B Sanjaybhai RoomAMAZE INTERIORNo ratings yet
- Dell Bios Post Error CodesDocument6 pagesDell Bios Post Error Codesghostchild1No ratings yet
- Stability and Control Iit KanpurDocument844 pagesStability and Control Iit KanpursankalpNo ratings yet
- Acer Aspire 4535 - La-4921p Kblg0 Nblg0 - Rev 1.0Document57 pagesAcer Aspire 4535 - La-4921p Kblg0 Nblg0 - Rev 1.0Muhamad RidhwanNo ratings yet
- Manual - AR2 Documentation & TroubleshootingDocument5 pagesManual - AR2 Documentation & TroubleshootingZall Boed-zilsNo ratings yet
- Subversion (SVN) CheatsheetDocument2 pagesSubversion (SVN) CheatsheetLeo SamaNo ratings yet
- ThermionicDocument9 pagesThermionicEng BahanzaNo ratings yet
- ICS 29.260.20 ISBN 0-626-17140-7 Edition 1: Warning Should Be Read in Conjunction WithDocument33 pagesICS 29.260.20 ISBN 0-626-17140-7 Edition 1: Warning Should Be Read in Conjunction Withchris541125No ratings yet
- FAGERHULT - Lighting For Sports Brochure ENGDocument12 pagesFAGERHULT - Lighting For Sports Brochure ENGDelkan16No ratings yet
- Resume Jimmy ShiDocument1 pageResume Jimmy ShiAnonymous FbEw4utbNo ratings yet
- Chem 373 - Lecture 2: The Born Interpretation of The WavefunctionDocument29 pagesChem 373 - Lecture 2: The Born Interpretation of The WavefunctionNuansak3No ratings yet
- Brochure Mesin Yanmar 6EY17WDocument4 pagesBrochure Mesin Yanmar 6EY17WVirgus UmbaiNo ratings yet
- Haier Front Load Washer - XQG50 - QF802 Ser ManDocument25 pagesHaier Front Load Washer - XQG50 - QF802 Ser ManAllen Zhang0% (1)
- Time Delay RelayDocument24 pagesTime Delay Relayzelalem walieNo ratings yet
- Caf FormDocument18 pagesCaf FormSabita PadhyNo ratings yet
- Technical Description Hydraulic Excavator A 934 ' Litronic NEDocument12 pagesTechnical Description Hydraulic Excavator A 934 ' Litronic NELiebherrNo ratings yet
- Project ReportDocument41 pagesProject ReportAmar RajputNo ratings yet
- Part's PDFDocument83 pagesPart's PDFClayton FerreiraNo ratings yet
- Dhu LianDocument19 pagesDhu LianMajid AliNo ratings yet