
1026 1882 1 PB
1026 1882 1 PB
You might also like
- © Schaeffler KG, 2006Document3 pages© Schaeffler KG, 2006Jothi ManiNo ratings yet
- Automatic Generation Control (AGC)Document22 pagesAutomatic Generation Control (AGC)maan100% (1)
- Application of Intelligent Sliding Mode Control With Moving Sliding Surface For Overhead CranesDocument11 pagesApplication of Intelligent Sliding Mode Control With Moving Sliding Surface For Overhead CranesMohammed MohammedNo ratings yet
- Sloshing Dynamics Estimation For Liquid-Filled ConDocument20 pagesSloshing Dynamics Estimation For Liquid-Filled ConCao ThanhNo ratings yet
- Austin and BrameDocument14 pagesAustin and BrametjatonlineNo ratings yet
- Transfer Chute Analysis Techniques Including Continuum Modelling and The Discrete Element Method (DEM)Document14 pagesTransfer Chute Analysis Techniques Including Continuum Modelling and The Discrete Element Method (DEM)Darius BezuidenhoudtNo ratings yet
- Dried Product Quality Improvement by Air PDFDocument9 pagesDried Product Quality Improvement by Air PDFMarioNo ratings yet
- MIXING MODELS TO IMPROVE GAUGE PREDICTION FOR COLD - 2007 - IFAC Proceedings VoDocument5 pagesMIXING MODELS TO IMPROVE GAUGE PREDICTION FOR COLD - 2007 - IFAC Proceedings VosmeykelNo ratings yet
- 11 - Weaving Chapter6 ProjectileDocument67 pages11 - Weaving Chapter6 ProjectileOsama ShaarafNo ratings yet
- Kaw AlecDocument14 pagesKaw Alecandrequiroz2008No ratings yet
- 2000-GUO Visco Settlement VertVis2000IntDocument29 pages2000-GUO Visco Settlement VertVis2000IntWeiNo ratings yet
- Gantry Crane System ModellingDocument8 pagesGantry Crane System ModellingEbrahim AbdulfattahNo ratings yet
- Evaluation of Drum Feeders For Biomass Dosage: Aivars Kaķītis, Imants NulleDocument6 pagesEvaluation of Drum Feeders For Biomass Dosage: Aivars Kaķītis, Imants NulleolongkodokNo ratings yet
- GeoGauge - As CBR Index PDFDocument15 pagesGeoGauge - As CBR Index PDFOmar CarlosNo ratings yet
- Research Article: Hybrid Trajectory Optimization Method and Tracking Guidance For Variable-Sweep MissilesDocument14 pagesResearch Article: Hybrid Trajectory Optimization Method and Tracking Guidance For Variable-Sweep MissilesFrank JonNo ratings yet
- HTTPDocument6 pagesHTTPMikan Radenko MikanovićNo ratings yet
- Resilient Modulus of Compacted Lateritic Soils From Senegal at OPM ConditionsDocument7 pagesResilient Modulus of Compacted Lateritic Soils From Senegal at OPM ConditionslindauraNo ratings yet
- Paper Inecce Published PDFDocument5 pagesPaper Inecce Published PDFVignesh RamakrishnanNo ratings yet
- Full Paper Lozenec-June2019 - NedelcuDocument6 pagesFull Paper Lozenec-June2019 - NedelcuAncuta NedelcuNo ratings yet
- Icma09 047 PDFDocument6 pagesIcma09 047 PDFVignesh RamakrishnanNo ratings yet
- Modeling and Energy-Based Sway Reduction Control For Tower Crane Systems With Double-Pendulum and Spherical-Pendulum EffectsDocument10 pagesModeling and Energy-Based Sway Reduction Control For Tower Crane Systems With Double-Pendulum and Spherical-Pendulum EffectsVictor Julián Fernández CarrazanaNo ratings yet
- Ship Steering Control System Optimisation Using Genetic AlgorithmsDocument16 pagesShip Steering Control System Optimisation Using Genetic AlgorithmsosamaNo ratings yet
- 01 - Visualization of The Controller States of An Autogenous Mill From Time Series DataDocument9 pages01 - Visualization of The Controller States of An Autogenous Mill From Time Series DataVictorNo ratings yet
- Bearing Capacity Formura For Shallow Foundations During EarthquakeDocument11 pagesBearing Capacity Formura For Shallow Foundations During EarthquakeboyzesNo ratings yet
- Micro Gravity Surveying, New Developments, New CapabilitiesDocument12 pagesMicro Gravity Surveying, New Developments, New CapabilitiesVNo ratings yet
- Paper 8Document14 pagesPaper 8Phat Luu TienNo ratings yet
- Meyer Coal 2014Document23 pagesMeyer Coal 2014Molote Erwin MalieheNo ratings yet
- Ruzlaini Ghoni (cd7272) - Chap 3Document5 pagesRuzlaini Ghoni (cd7272) - Chap 3Vignesh RamakrishnanNo ratings yet
- Energy Performance of Dump Trucks in Opencast Mine PDFDocument8 pagesEnergy Performance of Dump Trucks in Opencast Mine PDFIsaac VisualNo ratings yet
- Physica C: Superconductivity and Its Applications: SciencedirectDocument8 pagesPhysica C: Superconductivity and Its Applications: SciencedirectayzaahuhuNo ratings yet
- Making Atwood's (Machine Work)Document5 pagesMaking Atwood's (Machine Work)Junior ValenciaNo ratings yet
- Research Article: Analysis of Process Variables Via CFD To Evaluate The Performance of A FCC RiserDocument14 pagesResearch Article: Analysis of Process Variables Via CFD To Evaluate The Performance of A FCC RiserDanut RaduNo ratings yet
- Comparative Assessment of Feed ICIAS 2010 PDFDocument6 pagesComparative Assessment of Feed ICIAS 2010 PDFVignesh RamakrishnanNo ratings yet
- Tip-Over Stability Analysis of Mobile Boom Cranes With Double-Pendulum PayloadsDocument6 pagesTip-Over Stability Analysis of Mobile Boom Cranes With Double-Pendulum PayloadsHermon PakpahanNo ratings yet
- GeoGauge - As CBR IndexDocument15 pagesGeoGauge - As CBR IndexIlman Isramdhani RahmanNo ratings yet
- Chemical Engineering & Processing: Process Intensi Fication: Mohamed I. Hassan, Yassir T. MakkawiDocument14 pagesChemical Engineering & Processing: Process Intensi Fication: Mohamed I. Hassan, Yassir T. MakkawiRoger David Melendez GuevaraNo ratings yet
- Reutov 2017 IOP Conf. Ser. Earth Environ. Sci. 87 082041Document7 pagesReutov 2017 IOP Conf. Ser. Earth Environ. Sci. 87 082041Dea Asrini Mas'udNo ratings yet
- Dynamics and Control of Cranes A ReviewDocument54 pagesDynamics and Control of Cranes A ReviewParthPatelNo ratings yet
- ASME Journal of Mechanical DesignDocument20 pagesASME Journal of Mechanical Designmilda annaqiyahNo ratings yet
- A New Anti Swing Control of Overhead CranesDocument6 pagesA New Anti Swing Control of Overhead CranesEFRAIN ESTEBANNo ratings yet
- Dynamic Behaviour of A Nonlinear Gantry Crane System: SciencedirectDocument7 pagesDynamic Behaviour of A Nonlinear Gantry Crane System: SciencedirectMohammad ZahediNo ratings yet
- Output-Feedback Control of Container Cranes: A Comparative AnalysisDocument16 pagesOutput-Feedback Control of Container Cranes: A Comparative AnalysisjavbejaranoNo ratings yet
- 2187-Article Text PDF-12602-1-10-20140731Document10 pages2187-Article Text PDF-12602-1-10-20140731Nguyễn Thị Kim PhượngNo ratings yet
- Scale Effects On Hydrodynamic Manoeuvring Force PredictionDocument6 pagesScale Effects On Hydrodynamic Manoeuvring Force PredictionMaciej ReichelNo ratings yet
- 2021 Dynamic Response of Subgrade in A Bridge Transition Along The Qinshen High-SpeedDocument12 pages2021 Dynamic Response of Subgrade in A Bridge Transition Along The Qinshen High-Speedtfw.323No ratings yet
- Ramli 2018Document18 pagesRamli 2018Văn CaoNo ratings yet
- Urai 2017 7992893Document6 pagesUrai 2017 7992893Sama AshleighNo ratings yet
- Physics For Scientists and Engineers Foundations and Connections 1St Edition Katz Solutions Manual Full Chapter PDFDocument67 pagesPhysics For Scientists and Engineers Foundations and Connections 1St Edition Katz Solutions Manual Full Chapter PDFwadeperlid9d98k100% (12)
- Dynamic Pile Load TestDocument8 pagesDynamic Pile Load Testarno assassinNo ratings yet
- The Stiffening of Soft Soils On Railway Lines 2018 Transportation GeotechnicDocument14 pagesThe Stiffening of Soft Soils On Railway Lines 2018 Transportation GeotechnicVladimirRojasBarriosNo ratings yet
- 0073 - FI - A Combined MPC For Milling and Flotation - A Simulation StudyDocument7 pages0073 - FI - A Combined MPC For Milling and Flotation - A Simulation StudymahfoudNo ratings yet
- 3 Nejad Et Al-LibreDocument10 pages3 Nejad Et Al-LibreEsthi KusumaNo ratings yet
- SPE-189856-MS Analysis and Modeling of Proppant Transport in Inclined Hydraulic FracturesDocument18 pagesSPE-189856-MS Analysis and Modeling of Proppant Transport in Inclined Hydraulic FracturesMuhammed Al-BajriNo ratings yet
- Tutorial: Time Conversion of Depth Migrated Data: Ian F. JonesDocument5 pagesTutorial: Time Conversion of Depth Migrated Data: Ian F. Jonescarlos castilloNo ratings yet
- Reduas 2017 FinalDocument6 pagesReduas 2017 FinalLeopoldo Rodríguez SalazarNo ratings yet
- Descarregamento de NavioDocument11 pagesDescarregamento de NavioErnestina CarvalhoNo ratings yet
- Journal of Robotic Systems - 2000 - Constantinescu - Smooth and Time Optimal Trajectory Planning For IndustrialDocument17 pagesJournal of Robotic Systems - 2000 - Constantinescu - Smooth and Time Optimal Trajectory Planning For Industrialibrahimgulay15No ratings yet
- Widyaningrum 2020 IOP Conf. Ser. Earth Environ. Sci. 599 012072Document7 pagesWidyaningrum 2020 IOP Conf. Ser. Earth Environ. Sci. 599 012072SeptaNo ratings yet
- Mahfouf 2000Document6 pagesMahfouf 2000Phat Luu TienNo ratings yet
- Sowfa TutorialDocument96 pagesSowfa TutorialGolarchNo ratings yet
- Serge Lacelle and Luc Tremblay - NMR Multiple Quantum Dynamics in Large Spin NetworksDocument5 pagesSerge Lacelle and Luc Tremblay - NMR Multiple Quantum Dynamics in Large Spin NetworksLopmazNo ratings yet
- Classical Approach to Constrained and Unconstrained Molecular DynamicsFrom EverandClassical Approach to Constrained and Unconstrained Molecular DynamicsNo ratings yet
- 630 Flex Cutting Platform - 630 Flex Cutting Platform: Features & SpecsDocument2 pages630 Flex Cutting Platform - 630 Flex Cutting Platform: Features & Specsalaynnastaabx786No ratings yet
- 02 Benes LDocument5 pages02 Benes Lalaynnastaabx786No ratings yet
- Grain Harvesting To Minimize Losses and Maximize ProfitDocument40 pagesGrain Harvesting To Minimize Losses and Maximize Profitalaynnastaabx786No ratings yet
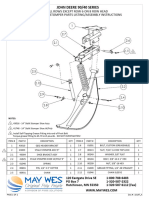
- JD 90 - 40 All Rows Except 3 - 6 On 8 RowDocument4 pagesJD 90 - 40 All Rows Except 3 - 6 On 8 Rowalaynnastaabx786No ratings yet
- Powerbloc50ang 21530Document1 pagePowerbloc50ang 21530alaynnastaabx786No ratings yet
- USGC Harvest Report 14 15 FinalDocument58 pagesUSGC Harvest Report 14 15 Finalalaynnastaabx786No ratings yet
- Acs73 15Document7 pagesAcs73 15alaynnastaabx786No ratings yet
- Jan Feb Ae50 WebDocument32 pagesJan Feb Ae50 Webalaynnastaabx786No ratings yet
- 3200 PartsDocument100 pages3200 Partsalaynnastaabx786No ratings yet
- 603-1037-1-PB (Combine Harvesters - State-Of-Theart and Further Developments For The Improvement of Machine Settings)Document3 pages603-1037-1-PB (Combine Harvesters - State-Of-Theart and Further Developments For The Improvement of Machine Settings)alaynnastaabx786No ratings yet
- f19 CatalogDocument396 pagesf19 Catalogalaynnastaabx786No ratings yet
- Test-Report OptiMaxx Profi-International Harvest-2020Document5 pagesTest-Report OptiMaxx Profi-International Harvest-2020alaynnastaabx786No ratings yet
- Air Foil Sieve For 8010 - Small Grain CropsDocument11 pagesAir Foil Sieve For 8010 - Small Grain Cropsalaynnastaabx786No ratings yet
- Fall 2018 PDF CatalogDocument376 pagesFall 2018 PDF Catalogalaynnastaabx786No ratings yet
- Combine Grain Tank Extension: Case Ih SeriesDocument12 pagesCombine Grain Tank Extension: Case Ih Seriesalaynnastaabx786No ratings yet
- Man 01018 CVS RSD RVS Ops Man N AmericaDocument116 pagesMan 01018 CVS RSD RVS Ops Man N Americaalaynnastaabx786No ratings yet
- HP-NH CR With Factory Extensions InstructionsDocument12 pagesHP-NH CR With Factory Extensions Instructionsalaynnastaabx786No ratings yet
- HP-NH CR With Big Top OFE InstructionsDocument14 pagesHP-NH CR With Big Top OFE Instructionsalaynnastaabx786No ratings yet
- Calmer Catalog 2016 WEBDocument21 pagesCalmer Catalog 2016 WEBalaynnastaabx786No ratings yet
- ISO Certification CNA 2018Document1 pageISO Certification CNA 2018alaynnastaabx786No ratings yet
- Horst Header Carrier..Document22 pagesHorst Header Carrier..alaynnastaabx786No ratings yet
- Headertrailers AGCO EngDocument16 pagesHeadertrailers AGCO Engalaynnastaabx786No ratings yet
- OXBO2460Document2 pagesOXBO2460alaynnastaabx786No ratings yet
- Sugar Cane Harvester 3520 BrochureDocument16 pagesSugar Cane Harvester 3520 Brochurealaynnastaabx786No ratings yet
- CORNSTARDocument6 pagesCORNSTARalaynnastaabx786No ratings yet
- Multi-Crop HarvesterDocument6 pagesMulti-Crop Harvesteralaynnastaabx786No ratings yet
- 35 Series BrochureDocument2 pages35 Series Brochurealaynnastaabx786No ratings yet
- TRIBINE Features and Specifications Brochure 2017 1Document2 pagesTRIBINE Features and Specifications Brochure 2017 1alaynnastaabx786No ratings yet
- 23 DatarawDocument29 pages23 Datarawalaynnastaabx786No ratings yet
- 23 DatarawDocument7 pages23 Datarawalaynnastaabx786No ratings yet
- Multiple Correct Questions 1. Physics: Paper-1 JEE-Advanced - FT-02 - Sample PaperDocument12 pagesMultiple Correct Questions 1. Physics: Paper-1 JEE-Advanced - FT-02 - Sample Papervivaan sharmaNo ratings yet
- Vane Shear Report PDFDocument9 pagesVane Shear Report PDFFearless HeroNo ratings yet
- Retaining Wall - 8m With Traffic LoadDocument17 pagesRetaining Wall - 8m With Traffic LoadDev lamichhaneNo ratings yet
- MFC Gowell Multi Finger CaliperDocument2 pagesMFC Gowell Multi Finger CaliperAriel Herrera100% (1)
- CFD Simulation of A Quad-Rotor UAV With Rotors in Motion Explicitly Modeled Using An LBM Approach With Adaptive RefinementDocument17 pagesCFD Simulation of A Quad-Rotor UAV With Rotors in Motion Explicitly Modeled Using An LBM Approach With Adaptive RefinementChung Duy HùngNo ratings yet
- LQuiz (TOV1) # 12 (Eng)Document4 pagesLQuiz (TOV1) # 12 (Eng)PkrNo ratings yet
- 20 M Schemes 20 OscillationsDocument3 pages20 M Schemes 20 OscillationsImran Muhammad50% (2)
- Chapter 4: Simultaneous Equations: Activity 1Document10 pagesChapter 4: Simultaneous Equations: Activity 1Ivy TeeNo ratings yet
- Cross Arms 220kvDocument7 pagesCross Arms 220kvSantoshNo ratings yet
- Bimbingan Ultrasonography RiekeDocument66 pagesBimbingan Ultrasonography RiekeFauzan AhmadNo ratings yet
- Abhikalp Bhaskar Waghmare PDFDocument1 pageAbhikalp Bhaskar Waghmare PDFsourabh bahekarNo ratings yet
- Tax Invoice 2021/32: Qtex Consumer Products Services India Private LimitedDocument6 pagesTax Invoice 2021/32: Qtex Consumer Products Services India Private LimitedDeepak DasNo ratings yet
- A Development Design of Ozone Generator With A New Helix Coil Electrode For Micro Bacterial Disinfection in Hospitals.Document5 pagesA Development Design of Ozone Generator With A New Helix Coil Electrode For Micro Bacterial Disinfection in Hospitals.mariele.lgoncalvesNo ratings yet
- Rheology of PolymerDocument114 pagesRheology of PolymerIBIZANo ratings yet
- 1st Year Physics Test 3Document2 pages1st Year Physics Test 3Shehroz BhuttaNo ratings yet
- Dwnload Full Biology 4th Edition Brooker Test Bank PDFDocument35 pagesDwnload Full Biology 4th Edition Brooker Test Bank PDFhudsonlosjames100% (23)
- Impact Force On Different Vanes Through Impact of Jet PDFDocument8 pagesImpact Force On Different Vanes Through Impact of Jet PDFmayuraNo ratings yet
- KEnyatta University Notes EPS 400 Education Statistics PDFDocument122 pagesKEnyatta University Notes EPS 400 Education Statistics PDFDAVID KOIYA100% (1)
- Features: 1. The Highest Level of The High-Sensitivity in The Class: S/N 1200 (RMS) (S/N 360 Peak To Peak)Document2 pagesFeatures: 1. The Highest Level of The High-Sensitivity in The Class: S/N 1200 (RMS) (S/N 360 Peak To Peak)PrianurraufikachmadNo ratings yet
- Geometrical Optics 4 5Document54 pagesGeometrical Optics 4 5AshishNo ratings yet
- (Huu Loc) Jet Grout CCP-LE MethodDocument14 pages(Huu Loc) Jet Grout CCP-LE MethodVanDuongNguyenNo ratings yet
- Datasheet For Strainer.Document7 pagesDatasheet For Strainer.venka07No ratings yet
- Single Area Load Frequency Control: Power System Operation and Control Unit 4: Automatic Generation and ControlDocument13 pagesSingle Area Load Frequency Control: Power System Operation and Control Unit 4: Automatic Generation and ControlOmkar N. BuwaNo ratings yet
- Mulusew PROJECTDocument29 pagesMulusew PROJECTHenok Bedilu0% (2)
- Abstracts by SessionDocument8 pagesAbstracts by SessionFirmanNo ratings yet
- Jee Main-2023 - Important Replica QS - PhysicsDocument106 pagesJee Main-2023 - Important Replica QS - PhysicsAryan GuptaNo ratings yet
- Xii-Selected Hots Questions Unit I (By O.P. Gupta)Document12 pagesXii-Selected Hots Questions Unit I (By O.P. Gupta)chelladurai.chinnamaniNo ratings yet
- Retaining Wall Article in WR M 2019 ProceedingDocument8 pagesRetaining Wall Article in WR M 2019 Proceedingmuhammad izwanNo ratings yet




















































































































Download as pdf or txt
You might also like
- © Schaeffler KG, 2006Document3 pages© Schaeffler KG, 2006Jothi ManiNo ratings yet
- Automatic Generation Control (AGC)Document22 pagesAutomatic Generation Control (AGC)maan100% (1)
- Application of Intelligent Sliding Mode Control With Moving Sliding Surface For Overhead CranesDocument11 pagesApplication of Intelligent Sliding Mode Control With Moving Sliding Surface For Overhead CranesMohammed MohammedNo ratings yet
- Sloshing Dynamics Estimation For Liquid-Filled ConDocument20 pagesSloshing Dynamics Estimation For Liquid-Filled ConCao ThanhNo ratings yet
- Austin and BrameDocument14 pagesAustin and BrametjatonlineNo ratings yet
- Transfer Chute Analysis Techniques Including Continuum Modelling and The Discrete Element Method (DEM)Document14 pagesTransfer Chute Analysis Techniques Including Continuum Modelling and The Discrete Element Method (DEM)Darius BezuidenhoudtNo ratings yet
- Dried Product Quality Improvement by Air PDFDocument9 pagesDried Product Quality Improvement by Air PDFMarioNo ratings yet
- MIXING MODELS TO IMPROVE GAUGE PREDICTION FOR COLD - 2007 - IFAC Proceedings VoDocument5 pagesMIXING MODELS TO IMPROVE GAUGE PREDICTION FOR COLD - 2007 - IFAC Proceedings VosmeykelNo ratings yet
- 11 - Weaving Chapter6 ProjectileDocument67 pages11 - Weaving Chapter6 ProjectileOsama ShaarafNo ratings yet
- Kaw AlecDocument14 pagesKaw Alecandrequiroz2008No ratings yet
- 2000-GUO Visco Settlement VertVis2000IntDocument29 pages2000-GUO Visco Settlement VertVis2000IntWeiNo ratings yet
- Gantry Crane System ModellingDocument8 pagesGantry Crane System ModellingEbrahim AbdulfattahNo ratings yet
- Evaluation of Drum Feeders For Biomass Dosage: Aivars Kaķītis, Imants NulleDocument6 pagesEvaluation of Drum Feeders For Biomass Dosage: Aivars Kaķītis, Imants NulleolongkodokNo ratings yet
- GeoGauge - As CBR Index PDFDocument15 pagesGeoGauge - As CBR Index PDFOmar CarlosNo ratings yet
- Research Article: Hybrid Trajectory Optimization Method and Tracking Guidance For Variable-Sweep MissilesDocument14 pagesResearch Article: Hybrid Trajectory Optimization Method and Tracking Guidance For Variable-Sweep MissilesFrank JonNo ratings yet
- HTTPDocument6 pagesHTTPMikan Radenko MikanovićNo ratings yet
- Resilient Modulus of Compacted Lateritic Soils From Senegal at OPM ConditionsDocument7 pagesResilient Modulus of Compacted Lateritic Soils From Senegal at OPM ConditionslindauraNo ratings yet
- Paper Inecce Published PDFDocument5 pagesPaper Inecce Published PDFVignesh RamakrishnanNo ratings yet
- Full Paper Lozenec-June2019 - NedelcuDocument6 pagesFull Paper Lozenec-June2019 - NedelcuAncuta NedelcuNo ratings yet
- Icma09 047 PDFDocument6 pagesIcma09 047 PDFVignesh RamakrishnanNo ratings yet
- Modeling and Energy-Based Sway Reduction Control For Tower Crane Systems With Double-Pendulum and Spherical-Pendulum EffectsDocument10 pagesModeling and Energy-Based Sway Reduction Control For Tower Crane Systems With Double-Pendulum and Spherical-Pendulum EffectsVictor Julián Fernández CarrazanaNo ratings yet
- Ship Steering Control System Optimisation Using Genetic AlgorithmsDocument16 pagesShip Steering Control System Optimisation Using Genetic AlgorithmsosamaNo ratings yet
- 01 - Visualization of The Controller States of An Autogenous Mill From Time Series DataDocument9 pages01 - Visualization of The Controller States of An Autogenous Mill From Time Series DataVictorNo ratings yet
- Bearing Capacity Formura For Shallow Foundations During EarthquakeDocument11 pagesBearing Capacity Formura For Shallow Foundations During EarthquakeboyzesNo ratings yet
- Micro Gravity Surveying, New Developments, New CapabilitiesDocument12 pagesMicro Gravity Surveying, New Developments, New CapabilitiesVNo ratings yet
- Paper 8Document14 pagesPaper 8Phat Luu TienNo ratings yet
- Meyer Coal 2014Document23 pagesMeyer Coal 2014Molote Erwin MalieheNo ratings yet
- Ruzlaini Ghoni (cd7272) - Chap 3Document5 pagesRuzlaini Ghoni (cd7272) - Chap 3Vignesh RamakrishnanNo ratings yet
- Energy Performance of Dump Trucks in Opencast Mine PDFDocument8 pagesEnergy Performance of Dump Trucks in Opencast Mine PDFIsaac VisualNo ratings yet
- Physica C: Superconductivity and Its Applications: SciencedirectDocument8 pagesPhysica C: Superconductivity and Its Applications: SciencedirectayzaahuhuNo ratings yet
- Making Atwood's (Machine Work)Document5 pagesMaking Atwood's (Machine Work)Junior ValenciaNo ratings yet
- Research Article: Analysis of Process Variables Via CFD To Evaluate The Performance of A FCC RiserDocument14 pagesResearch Article: Analysis of Process Variables Via CFD To Evaluate The Performance of A FCC RiserDanut RaduNo ratings yet
- Comparative Assessment of Feed ICIAS 2010 PDFDocument6 pagesComparative Assessment of Feed ICIAS 2010 PDFVignesh RamakrishnanNo ratings yet
- Tip-Over Stability Analysis of Mobile Boom Cranes With Double-Pendulum PayloadsDocument6 pagesTip-Over Stability Analysis of Mobile Boom Cranes With Double-Pendulum PayloadsHermon PakpahanNo ratings yet
- GeoGauge - As CBR IndexDocument15 pagesGeoGauge - As CBR IndexIlman Isramdhani RahmanNo ratings yet
- Chemical Engineering & Processing: Process Intensi Fication: Mohamed I. Hassan, Yassir T. MakkawiDocument14 pagesChemical Engineering & Processing: Process Intensi Fication: Mohamed I. Hassan, Yassir T. MakkawiRoger David Melendez GuevaraNo ratings yet
- Reutov 2017 IOP Conf. Ser. Earth Environ. Sci. 87 082041Document7 pagesReutov 2017 IOP Conf. Ser. Earth Environ. Sci. 87 082041Dea Asrini Mas'udNo ratings yet
- Dynamics and Control of Cranes A ReviewDocument54 pagesDynamics and Control of Cranes A ReviewParthPatelNo ratings yet
- ASME Journal of Mechanical DesignDocument20 pagesASME Journal of Mechanical Designmilda annaqiyahNo ratings yet
- A New Anti Swing Control of Overhead CranesDocument6 pagesA New Anti Swing Control of Overhead CranesEFRAIN ESTEBANNo ratings yet
- Dynamic Behaviour of A Nonlinear Gantry Crane System: SciencedirectDocument7 pagesDynamic Behaviour of A Nonlinear Gantry Crane System: SciencedirectMohammad ZahediNo ratings yet
- Output-Feedback Control of Container Cranes: A Comparative AnalysisDocument16 pagesOutput-Feedback Control of Container Cranes: A Comparative AnalysisjavbejaranoNo ratings yet
- 2187-Article Text PDF-12602-1-10-20140731Document10 pages2187-Article Text PDF-12602-1-10-20140731Nguyễn Thị Kim PhượngNo ratings yet
- Scale Effects On Hydrodynamic Manoeuvring Force PredictionDocument6 pagesScale Effects On Hydrodynamic Manoeuvring Force PredictionMaciej ReichelNo ratings yet
- 2021 Dynamic Response of Subgrade in A Bridge Transition Along The Qinshen High-SpeedDocument12 pages2021 Dynamic Response of Subgrade in A Bridge Transition Along The Qinshen High-Speedtfw.323No ratings yet
- Ramli 2018Document18 pagesRamli 2018Văn CaoNo ratings yet
- Urai 2017 7992893Document6 pagesUrai 2017 7992893Sama AshleighNo ratings yet
- Physics For Scientists and Engineers Foundations and Connections 1St Edition Katz Solutions Manual Full Chapter PDFDocument67 pagesPhysics For Scientists and Engineers Foundations and Connections 1St Edition Katz Solutions Manual Full Chapter PDFwadeperlid9d98k100% (12)
- Dynamic Pile Load TestDocument8 pagesDynamic Pile Load Testarno assassinNo ratings yet
- The Stiffening of Soft Soils On Railway Lines 2018 Transportation GeotechnicDocument14 pagesThe Stiffening of Soft Soils On Railway Lines 2018 Transportation GeotechnicVladimirRojasBarriosNo ratings yet
- 0073 - FI - A Combined MPC For Milling and Flotation - A Simulation StudyDocument7 pages0073 - FI - A Combined MPC For Milling and Flotation - A Simulation StudymahfoudNo ratings yet
- 3 Nejad Et Al-LibreDocument10 pages3 Nejad Et Al-LibreEsthi KusumaNo ratings yet
- SPE-189856-MS Analysis and Modeling of Proppant Transport in Inclined Hydraulic FracturesDocument18 pagesSPE-189856-MS Analysis and Modeling of Proppant Transport in Inclined Hydraulic FracturesMuhammed Al-BajriNo ratings yet
- Tutorial: Time Conversion of Depth Migrated Data: Ian F. JonesDocument5 pagesTutorial: Time Conversion of Depth Migrated Data: Ian F. Jonescarlos castilloNo ratings yet
- Reduas 2017 FinalDocument6 pagesReduas 2017 FinalLeopoldo Rodríguez SalazarNo ratings yet
- Descarregamento de NavioDocument11 pagesDescarregamento de NavioErnestina CarvalhoNo ratings yet
- Journal of Robotic Systems - 2000 - Constantinescu - Smooth and Time Optimal Trajectory Planning For IndustrialDocument17 pagesJournal of Robotic Systems - 2000 - Constantinescu - Smooth and Time Optimal Trajectory Planning For Industrialibrahimgulay15No ratings yet
- Widyaningrum 2020 IOP Conf. Ser. Earth Environ. Sci. 599 012072Document7 pagesWidyaningrum 2020 IOP Conf. Ser. Earth Environ. Sci. 599 012072SeptaNo ratings yet
- Mahfouf 2000Document6 pagesMahfouf 2000Phat Luu TienNo ratings yet
- Sowfa TutorialDocument96 pagesSowfa TutorialGolarchNo ratings yet
- Serge Lacelle and Luc Tremblay - NMR Multiple Quantum Dynamics in Large Spin NetworksDocument5 pagesSerge Lacelle and Luc Tremblay - NMR Multiple Quantum Dynamics in Large Spin NetworksLopmazNo ratings yet
- Classical Approach to Constrained and Unconstrained Molecular DynamicsFrom EverandClassical Approach to Constrained and Unconstrained Molecular DynamicsNo ratings yet
- 630 Flex Cutting Platform - 630 Flex Cutting Platform: Features & SpecsDocument2 pages630 Flex Cutting Platform - 630 Flex Cutting Platform: Features & Specsalaynnastaabx786No ratings yet
- 02 Benes LDocument5 pages02 Benes Lalaynnastaabx786No ratings yet
- Grain Harvesting To Minimize Losses and Maximize ProfitDocument40 pagesGrain Harvesting To Minimize Losses and Maximize Profitalaynnastaabx786No ratings yet
- JD 90 - 40 All Rows Except 3 - 6 On 8 RowDocument4 pagesJD 90 - 40 All Rows Except 3 - 6 On 8 Rowalaynnastaabx786No ratings yet
- Powerbloc50ang 21530Document1 pagePowerbloc50ang 21530alaynnastaabx786No ratings yet
- USGC Harvest Report 14 15 FinalDocument58 pagesUSGC Harvest Report 14 15 Finalalaynnastaabx786No ratings yet
- Acs73 15Document7 pagesAcs73 15alaynnastaabx786No ratings yet
- Jan Feb Ae50 WebDocument32 pagesJan Feb Ae50 Webalaynnastaabx786No ratings yet
- 3200 PartsDocument100 pages3200 Partsalaynnastaabx786No ratings yet
- 603-1037-1-PB (Combine Harvesters - State-Of-Theart and Further Developments For The Improvement of Machine Settings)Document3 pages603-1037-1-PB (Combine Harvesters - State-Of-Theart and Further Developments For The Improvement of Machine Settings)alaynnastaabx786No ratings yet
- f19 CatalogDocument396 pagesf19 Catalogalaynnastaabx786No ratings yet
- Test-Report OptiMaxx Profi-International Harvest-2020Document5 pagesTest-Report OptiMaxx Profi-International Harvest-2020alaynnastaabx786No ratings yet
- Air Foil Sieve For 8010 - Small Grain CropsDocument11 pagesAir Foil Sieve For 8010 - Small Grain Cropsalaynnastaabx786No ratings yet
- Fall 2018 PDF CatalogDocument376 pagesFall 2018 PDF Catalogalaynnastaabx786No ratings yet
- Combine Grain Tank Extension: Case Ih SeriesDocument12 pagesCombine Grain Tank Extension: Case Ih Seriesalaynnastaabx786No ratings yet
- Man 01018 CVS RSD RVS Ops Man N AmericaDocument116 pagesMan 01018 CVS RSD RVS Ops Man N Americaalaynnastaabx786No ratings yet
- HP-NH CR With Factory Extensions InstructionsDocument12 pagesHP-NH CR With Factory Extensions Instructionsalaynnastaabx786No ratings yet
- HP-NH CR With Big Top OFE InstructionsDocument14 pagesHP-NH CR With Big Top OFE Instructionsalaynnastaabx786No ratings yet
- Calmer Catalog 2016 WEBDocument21 pagesCalmer Catalog 2016 WEBalaynnastaabx786No ratings yet
- ISO Certification CNA 2018Document1 pageISO Certification CNA 2018alaynnastaabx786No ratings yet
- Horst Header Carrier..Document22 pagesHorst Header Carrier..alaynnastaabx786No ratings yet
- Headertrailers AGCO EngDocument16 pagesHeadertrailers AGCO Engalaynnastaabx786No ratings yet
- OXBO2460Document2 pagesOXBO2460alaynnastaabx786No ratings yet
- Sugar Cane Harvester 3520 BrochureDocument16 pagesSugar Cane Harvester 3520 Brochurealaynnastaabx786No ratings yet
- CORNSTARDocument6 pagesCORNSTARalaynnastaabx786No ratings yet
- Multi-Crop HarvesterDocument6 pagesMulti-Crop Harvesteralaynnastaabx786No ratings yet
- 35 Series BrochureDocument2 pages35 Series Brochurealaynnastaabx786No ratings yet
- TRIBINE Features and Specifications Brochure 2017 1Document2 pagesTRIBINE Features and Specifications Brochure 2017 1alaynnastaabx786No ratings yet
- 23 DatarawDocument29 pages23 Datarawalaynnastaabx786No ratings yet
- 23 DatarawDocument7 pages23 Datarawalaynnastaabx786No ratings yet
- Multiple Correct Questions 1. Physics: Paper-1 JEE-Advanced - FT-02 - Sample PaperDocument12 pagesMultiple Correct Questions 1. Physics: Paper-1 JEE-Advanced - FT-02 - Sample Papervivaan sharmaNo ratings yet
- Vane Shear Report PDFDocument9 pagesVane Shear Report PDFFearless HeroNo ratings yet
- Retaining Wall - 8m With Traffic LoadDocument17 pagesRetaining Wall - 8m With Traffic LoadDev lamichhaneNo ratings yet
- MFC Gowell Multi Finger CaliperDocument2 pagesMFC Gowell Multi Finger CaliperAriel Herrera100% (1)
- CFD Simulation of A Quad-Rotor UAV With Rotors in Motion Explicitly Modeled Using An LBM Approach With Adaptive RefinementDocument17 pagesCFD Simulation of A Quad-Rotor UAV With Rotors in Motion Explicitly Modeled Using An LBM Approach With Adaptive RefinementChung Duy HùngNo ratings yet
- LQuiz (TOV1) # 12 (Eng)Document4 pagesLQuiz (TOV1) # 12 (Eng)PkrNo ratings yet
- 20 M Schemes 20 OscillationsDocument3 pages20 M Schemes 20 OscillationsImran Muhammad50% (2)
- Chapter 4: Simultaneous Equations: Activity 1Document10 pagesChapter 4: Simultaneous Equations: Activity 1Ivy TeeNo ratings yet
- Cross Arms 220kvDocument7 pagesCross Arms 220kvSantoshNo ratings yet
- Bimbingan Ultrasonography RiekeDocument66 pagesBimbingan Ultrasonography RiekeFauzan AhmadNo ratings yet
- Abhikalp Bhaskar Waghmare PDFDocument1 pageAbhikalp Bhaskar Waghmare PDFsourabh bahekarNo ratings yet
- Tax Invoice 2021/32: Qtex Consumer Products Services India Private LimitedDocument6 pagesTax Invoice 2021/32: Qtex Consumer Products Services India Private LimitedDeepak DasNo ratings yet
- A Development Design of Ozone Generator With A New Helix Coil Electrode For Micro Bacterial Disinfection in Hospitals.Document5 pagesA Development Design of Ozone Generator With A New Helix Coil Electrode For Micro Bacterial Disinfection in Hospitals.mariele.lgoncalvesNo ratings yet
- Rheology of PolymerDocument114 pagesRheology of PolymerIBIZANo ratings yet
- 1st Year Physics Test 3Document2 pages1st Year Physics Test 3Shehroz BhuttaNo ratings yet
- Dwnload Full Biology 4th Edition Brooker Test Bank PDFDocument35 pagesDwnload Full Biology 4th Edition Brooker Test Bank PDFhudsonlosjames100% (23)
- Impact Force On Different Vanes Through Impact of Jet PDFDocument8 pagesImpact Force On Different Vanes Through Impact of Jet PDFmayuraNo ratings yet
- KEnyatta University Notes EPS 400 Education Statistics PDFDocument122 pagesKEnyatta University Notes EPS 400 Education Statistics PDFDAVID KOIYA100% (1)
- Features: 1. The Highest Level of The High-Sensitivity in The Class: S/N 1200 (RMS) (S/N 360 Peak To Peak)Document2 pagesFeatures: 1. The Highest Level of The High-Sensitivity in The Class: S/N 1200 (RMS) (S/N 360 Peak To Peak)PrianurraufikachmadNo ratings yet
- Geometrical Optics 4 5Document54 pagesGeometrical Optics 4 5AshishNo ratings yet
- (Huu Loc) Jet Grout CCP-LE MethodDocument14 pages(Huu Loc) Jet Grout CCP-LE MethodVanDuongNguyenNo ratings yet
- Datasheet For Strainer.Document7 pagesDatasheet For Strainer.venka07No ratings yet
- Single Area Load Frequency Control: Power System Operation and Control Unit 4: Automatic Generation and ControlDocument13 pagesSingle Area Load Frequency Control: Power System Operation and Control Unit 4: Automatic Generation and ControlOmkar N. BuwaNo ratings yet
- Mulusew PROJECTDocument29 pagesMulusew PROJECTHenok Bedilu0% (2)
- Abstracts by SessionDocument8 pagesAbstracts by SessionFirmanNo ratings yet
- Jee Main-2023 - Important Replica QS - PhysicsDocument106 pagesJee Main-2023 - Important Replica QS - PhysicsAryan GuptaNo ratings yet
- Xii-Selected Hots Questions Unit I (By O.P. Gupta)Document12 pagesXii-Selected Hots Questions Unit I (By O.P. Gupta)chelladurai.chinnamaniNo ratings yet
- Retaining Wall Article in WR M 2019 ProceedingDocument8 pagesRetaining Wall Article in WR M 2019 Proceedingmuhammad izwanNo ratings yet