Download as pdf or txt
You might also like
- Ship Hull Coatings PDFDocument36 pagesShip Hull Coatings PDFNur Hidayatul Nadhirah75% (4)
- ClearFlo Manual Ver0709 PDFDocument33 pagesClearFlo Manual Ver0709 PDFPhineas Magellan0% (1)
- When Glass meets Pharma: Insights about glass as primary packaging materialFrom EverandWhen Glass meets Pharma: Insights about glass as primary packaging materialNo ratings yet
- Marine Fouling: An Overview: Journal of Ocean Technology December 2014Document11 pagesMarine Fouling: An Overview: Journal of Ocean Technology December 2014cesarNo ratings yet
- Antifouling Coatings For Offshore StructuresDocument10 pagesAntifouling Coatings For Offshore StructuresDinh Quoc HungNo ratings yet
- Modern Approaches To Marine Antifouling Coatings: L.D. Chambers, K.R. Stokes, F.C. Walsh, R.J.K. WoodDocument11 pagesModern Approaches To Marine Antifouling Coatings: L.D. Chambers, K.R. Stokes, F.C. Walsh, R.J.K. WoodhannaismcNo ratings yet
- Coatings For Marine Environments: Is IsDocument6 pagesCoatings For Marine Environments: Is IsnanoNo ratings yet
- Indian Maritime University: Technical Project ReportDocument20 pagesIndian Maritime University: Technical Project ReportShreyansh JainNo ratings yet
- Marine Fouling (2 Part) : NAME 415Document8 pagesMarine Fouling (2 Part) : NAME 415Bob SteinerNo ratings yet
- Coatings For Marine Environments: Is IsDocument6 pagesCoatings For Marine Environments: Is IsLoplopNo ratings yet
- A Literature Review - Materials Selection For Intake ScreensDocument9 pagesA Literature Review - Materials Selection For Intake ScreensRyan KohpaeiNo ratings yet
- Nanocoating PresentationDocument52 pagesNanocoating Presentationstanlyd15No ratings yet
- Paper OPNandsidhantagarwalDocument5 pagesPaper OPNandsidhantagarwalArmash MominNo ratings yet
- Introduction To Anti Fouling Coatings 1feb2023Document6 pagesIntroduction To Anti Fouling Coatings 1feb2023ahm.sal.dirNo ratings yet
- Paper OPNandsidhantagarwalDocument5 pagesPaper OPNandsidhantagarwalJayshree PalweNo ratings yet
- Control of Corrosion On Underwater PilesDocument14 pagesControl of Corrosion On Underwater Pilesವಿನಯ್ ಎಮ್. ಆರ್100% (1)
- Study of Antifouling PaintsDocument22 pagesStudy of Antifouling PaintsFauzaan Khan100% (1)
- Corrosion PreventionDocument5 pagesCorrosion PreventionJef GalinganNo ratings yet
- Lindgren 2016Document7 pagesLindgren 2016RidwanNo ratings yet
- Alarnia LLC Durable Low Adhesion Hydrophobic and Superhydrophobic Reinforced Fluoropolymer CoatingsDocument5 pagesAlarnia LLC Durable Low Adhesion Hydrophobic and Superhydrophobic Reinforced Fluoropolymer CoatingsmslageNo ratings yet
- Seminar ReportDocument8 pagesSeminar ReportLaxman HosamaniNo ratings yet
- Uploads Library LIBRARY 09A2347335E8DBC9tech Paper Ballast TankDocument6 pagesUploads Library LIBRARY 09A2347335E8DBC9tech Paper Ballast TankPranay SawantNo ratings yet
- A Report On The Exceptional Superhydrophobicity of Slippery Liquid Infused Porous Surface and The Recent Advancements in Boosting Its DurabilityDocument38 pagesA Report On The Exceptional Superhydrophobicity of Slippery Liquid Infused Porous Surface and The Recent Advancements in Boosting Its DurabilityBangla BoyNo ratings yet
- Civil Control of Corrosion On Underwater Piles ReportDocument22 pagesCivil Control of Corrosion On Underwater Piles ReportBharathNo ratings yet
- MCF - Marine Corrosion ExplainedDocument5 pagesMCF - Marine Corrosion Explainedpramodkb_cusatNo ratings yet
- Lloyd's - Marine Corrosion ManagementDocument23 pagesLloyd's - Marine Corrosion ManagementMoustafa BayoumiNo ratings yet
- d020473 PDFDocument15 pagesd020473 PDFNew Seljuk EmpireNo ratings yet
- Crevice CorrosionDocument2 pagesCrevice CorrosionAndi SuntoroNo ratings yet
- Field Test of A Self Sintering Anti Soiling Thin Film Coating For Solar PVDocument8 pagesField Test of A Self Sintering Anti Soiling Thin Film Coating For Solar PVEbenezer ButarbutarNo ratings yet
- Corrosion of Metals in Marine Environments An OverviewDocument23 pagesCorrosion of Metals in Marine Environments An OverviewGustavo VicierraNo ratings yet
- Group 3 FoulingDocument8 pagesGroup 3 Foulinghelga perangin anginNo ratings yet
- Tungue Microcapsulassharma2020Document15 pagesTungue Microcapsulassharma2020Laura ANo ratings yet
- Trends in Corrosion Management - FinalDocument11 pagesTrends in Corrosion Management - FinalLuís PiresNo ratings yet
- 06 - Chapter 1 PDFDocument42 pages06 - Chapter 1 PDFjoeNo ratings yet
- Seminar Report: Corrosion Protection Method For Underwater PilesDocument29 pagesSeminar Report: Corrosion Protection Method For Underwater Pilessushma chandrikaNo ratings yet
- CCUWP ArmashDocument26 pagesCCUWP ArmashArmash MominNo ratings yet
- Oil-Water Separation: A Gift From The Desert: WWW - Advmatinterfaces.deDocument7 pagesOil-Water Separation: A Gift From The Desert: WWW - Advmatinterfaces.deTaha Lemdjed BelahçeneNo ratings yet
- Anti-Biofouling Functional Surfaces For Marine AquacultureDocument9 pagesAnti-Biofouling Functional Surfaces For Marine Aquaculturedaniela alvarezNo ratings yet
- Methods of Anti Fouling Painting and How They WorkDocument5 pagesMethods of Anti Fouling Painting and How They WorkAbhi ChaudhuriNo ratings yet
- 15235-International Biodeterioration Biodegradation Volume 86 Issue 2014 Doi 1Document4 pages15235-International Biodeterioration Biodegradation Volume 86 Issue 2014 Doi 1anon_216692312No ratings yet
- 1 s2.0 S1001841721000899 MainDocument9 pages1 s2.0 S1001841721000899 MainBhaskar Jyoti DekaNo ratings yet
- Om Prakash - PaperDocument7 pagesOm Prakash - PaperShivam SinghalNo ratings yet
- Corrosion of Painted Metals-A ReviewDocument10 pagesCorrosion of Painted Metals-A ReviewJun ZhuNo ratings yet
- CST 2021 20 1 1Document6 pagesCST 2021 20 1 1Maria OrtizNo ratings yet
- Hollow Mesoporous Zirconia Nanocontainers For Storing and Controlled Releasing of Corrosion InhibitorsDocument8 pagesHollow Mesoporous Zirconia Nanocontainers For Storing and Controlled Releasing of Corrosion InhibitorsDiana SantosNo ratings yet
- Nano Technology in Water Proofing of Building Materials (Long Life, Economical & Eco-Friendly)Document10 pagesNano Technology in Water Proofing of Building Materials (Long Life, Economical & Eco-Friendly)Milind MatangNo ratings yet
- 1-S2.0-S0272884223000779-Main-Zirconia CeramicsDocument26 pages1-S2.0-S0272884223000779-Main-Zirconia CeramicsmontblankiNo ratings yet
- EONCOAT - Approaches - To - Managing - Corrosion - Under - InsulationDocument1 pageEONCOAT - Approaches - To - Managing - Corrosion - Under - Insulationeduardo endayaNo ratings yet
- CCUWP ArmashDocument25 pagesCCUWP ArmashArmash MominNo ratings yet
- Lian2020 Article BiomimeticSuperlyophobicMetall PDFDocument33 pagesLian2020 Article BiomimeticSuperlyophobicMetall PDFDHIRAJ KUMARNo ratings yet
- Dennis Wambua Corrosion in BruceDocument30 pagesDennis Wambua Corrosion in Brucedenniswambua10669No ratings yet
- Recent Advances in Coating - Paper-13!7!07Document13 pagesRecent Advances in Coating - Paper-13!7!07Andy_Angel_4932100% (1)
- Development of Superhydrophobic NanocoatingsDocument22 pagesDevelopment of Superhydrophobic NanocoatingsLance HernandezNo ratings yet
- A Comparison of The AntifoulingDocument14 pagesA Comparison of The AntifoulingcpucheNo ratings yet
- Case StudyDocument11 pagesCase StudyshehanNo ratings yet
- Chlorine Dioxide in Seawater For Fouling Control and Post-Disinfection in Potable WaterworksDocument9 pagesChlorine Dioxide in Seawater For Fouling Control and Post-Disinfection in Potable WaterworksArjed Ali ShaikhNo ratings yet
- JMSR - Volume 6 - Issue 3 - Pages 319-332Document14 pagesJMSR - Volume 6 - Issue 3 - Pages 319-332WhatshittoyaNo ratings yet
- Cathodic Protection: Industrial Solutions for Protecting Against CorrosionFrom EverandCathodic Protection: Industrial Solutions for Protecting Against CorrosionNo ratings yet
- AEASM1x 2018 534b Spacecraft Sizing-SlidesDocument12 pagesAEASM1x 2018 534b Spacecraft Sizing-Slidesmehrshad_mjNo ratings yet
- Hydrogen EmbrittlementDocument3 pagesHydrogen Embrittlementmehrshad_mjNo ratings yet
- AEASM1x 2018 524 MaterialSelection-slidesDocument12 pagesAEASM1x 2018 524 MaterialSelection-slidesmehrshad_mjNo ratings yet
- AEASM1x 2018 514 DesignChallenges-slidesDocument6 pagesAEASM1x 2018 514 DesignChallenges-slidesmehrshad_mjNo ratings yet
- Unclassified: Advanced Technology Camera S&TDocument18 pagesUnclassified: Advanced Technology Camera S&Tmehrshad_mjNo ratings yet
- February 2004 Research Development Test & Evaluation, Navy/Ba-4Document25 pagesFebruary 2004 Research Development Test & Evaluation, Navy/Ba-4mehrshad_mjNo ratings yet
- Unclassified: Adv Tech DevDocument19 pagesUnclassified: Adv Tech Devmehrshad_mjNo ratings yet
- Unclassified: TechnologyDocument10 pagesUnclassified: Technologymehrshad_mjNo ratings yet
- UnclassifiedDocument25 pagesUnclassifiedmehrshad_mjNo ratings yet
- Unclassified: February 2005 Research Development Test & Evaluation, Navy/Ba-4Document14 pagesUnclassified: February 2005 Research Development Test & Evaluation, Navy/Ba-4mehrshad_mjNo ratings yet
- The Diffusivity of Hydrogen in NB Stabilized Stainless SteelDocument6 pagesThe Diffusivity of Hydrogen in NB Stabilized Stainless Steelmehrshad_mjNo ratings yet
- Failure Behavior of Heat-Affected Zones Within HSLA-100 and HY-100 Steel WeldmentsDocument9 pagesFailure Behavior of Heat-Affected Zones Within HSLA-100 and HY-100 Steel Weldmentsmehrshad_mjNo ratings yet
- 05 - The Chemistry of Acids and Bases Complete - RevisedDocument63 pages05 - The Chemistry of Acids and Bases Complete - RevisedKabesang TalesNo ratings yet
- Manufacturing Process of Polymer Matrix CompositesDocument2 pagesManufacturing Process of Polymer Matrix CompositesHasnain AliNo ratings yet
- Complexation and Protein BindingDocument15 pagesComplexation and Protein BindingShivraj JadhavNo ratings yet
- Copper ExtractionDocument16 pagesCopper ExtractionAndaradhi NararyaNo ratings yet
- RSD-ETD Anal. Let. PaperDocument17 pagesRSD-ETD Anal. Let. PaperAnderson AlvezNo ratings yet
- Term 2 - Mock Test 2 - ChemistryDocument5 pagesTerm 2 - Mock Test 2 - ChemistrymaansiNo ratings yet
- Nonwoven PrimerDocument6 pagesNonwoven PrimertexveerNo ratings yet
- SafariDocument7 pagesSafariferrersymonnewNo ratings yet
- Study On Removal of Iron Rust From Paper Objects W PDFDocument9 pagesStudy On Removal of Iron Rust From Paper Objects W PDFLaira M. OnteNo ratings yet
- Smoke Escape Hood (EN 403)Document4 pagesSmoke Escape Hood (EN 403)Jan VenterNo ratings yet
- Series 5000C Fiberglass Fiberlgass Pipe and Fittin PDFDocument8 pagesSeries 5000C Fiberglass Fiberlgass Pipe and Fittin PDFsandbadbahriNo ratings yet
- Ficha Informativa 1204Document1 pageFicha Informativa 1204IQCALLANNo ratings yet
- A Level Chap 5 EOCDocument4 pagesA Level Chap 5 EOCTrúc Hồ100% (1)
- Unit 3 - The Chemistry of Engineering Materials MetalsDocument18 pagesUnit 3 - The Chemistry of Engineering Materials MetalsNiña Viaña BinayNo ratings yet
- Physical PropertiesDocument17 pagesPhysical Propertiesjaime1234No ratings yet
- Rheozan SH: Natural Rheology Polymer For Smooth & Velvety Skin FeelDocument2 pagesRheozan SH: Natural Rheology Polymer For Smooth & Velvety Skin FeelMannar1No ratings yet
- Daftar Harga Bahan Kimia Pada Aplikasi Supply Chain (Sucha)Document144 pagesDaftar Harga Bahan Kimia Pada Aplikasi Supply Chain (Sucha)Pace RaditNo ratings yet
- Practice Problems For KSP - ChemistryDocument12 pagesPractice Problems For KSP - Chemistrybutterflybre0% (1)
- COMSATS University Islamabad: Name: Syed Muhammad Musharib Zahid Registration No: FA18-CVE-038 Section: CVE-5ADocument5 pagesCOMSATS University Islamabad: Name: Syed Muhammad Musharib Zahid Registration No: FA18-CVE-038 Section: CVE-5ASyed MusharibNo ratings yet
- Tabel 1. Unsur-Unsur Yang Sudah DitemukanDocument1 pageTabel 1. Unsur-Unsur Yang Sudah Ditemukanmardhyati albanjariNo ratings yet
- PolimerDocument14 pagesPolimerKharisma Adam100% (1)
- 52nd Convocation - Receipient of DegreeDocument54 pages52nd Convocation - Receipient of DegreeramavvsNo ratings yet
- Goodyear Chem ChartDocument29 pagesGoodyear Chem ChartJuan AcuñaNo ratings yet
- Xi-Hydrocarbon Mcq-Ncert LevelDocument1 pageXi-Hydrocarbon Mcq-Ncert LevelsrikanthNo ratings yet
- Functional GroupDocument20 pagesFunctional GroupCatherine R. FelipeNo ratings yet
- Alembic Resume PDFDocument2 pagesAlembic Resume PDFDarpan GajjarNo ratings yet
- Hydroxyl Radical GenerationDocument7 pagesHydroxyl Radical GenerationRebeccaNo ratings yet
- Archean EIADocument57 pagesArchean EIARavi PanaraNo ratings yet
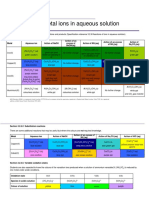
- Reactions of Metal Ions in Aqueous Solution: Chemistry A-Level (7405)Document2 pagesReactions of Metal Ions in Aqueous Solution: Chemistry A-Level (7405)SAMANNo ratings yet
- Lesson #3 - Cellular Respiration - The DetailsDocument34 pagesLesson #3 - Cellular Respiration - The DetailsMaya AwadNo ratings yet